Accumulated travel distance for axes
- perra_e
- Offline
- Senior Member
-

Less
More
- Posts: 73
- Thank you received: 1
10 Jan 2017 20:11 #85587
by perra_e
Replied by perra_e on topic Accumulated travel distance for axes
It was created by the Component in my vm under /home/per/linuxcnc/persist.sav. I'm looking at the source code right now, and it should work from what I see. I have a linuxcnc folder on my mill pc as well, but maybe it is some kind of rights. I will try to create a file manually.
--Per
--Per
Please Log in or Create an account to join the conversation.
- perra_e
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 1
10 Jan 2017 20:29 #85589
by perra_e
Replied by perra_e on topic Accumulated travel distance for axes
Creating a file manually helped ")
Now every thing works perfect even on the mill!
--Per
Now every thing works perfect even on the mill!
--Per
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4755
- Thank you received: 1458
10 Jan 2017 21:00 #85591
by Todd Zuercher
Replied by Todd Zuercher on topic Accumulated travel distance for axes
Glad to hear it works. I wonder why the saveparam component or something like it has never been added to the main release? Seems like it could be occasionally useful, without much impact on existing code.
Please Log in or Create an account to join the conversation.
- perra_e
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 1
10 Jan 2017 21:11 #85592
by perra_e
Replied by perra_e on topic Accumulated travel distance for axes
I wonder the same thing. Maybe it's so simple that no one has written documantation?
Very usefull indeed!
Thanks a lot for your support. This function was extremely valuable to me
Very usefull indeed!
Thanks a lot for your support. This function was extremely valuable to me
Please Log in or Create an account to join the conversation.
- HansU
-

- Offline
- Platinum Member
-
Less
More
- Posts: 723
- Thank you received: 217
12 Mar 2021 12:25 - 12 Mar 2021 12:53 #201953
by HansU
Replied by HansU on topic Accumulated travel distance for axes
I added the functionality in Norberts timer-VCP (Glade). See: forum.linuxcnc.org/gmoccapy/40709-gmocap...lock?start=30#201950
I think it's easier to set up than the solution with paramsaver.
You can also include this VCP in other GUIs than gmoccapy.
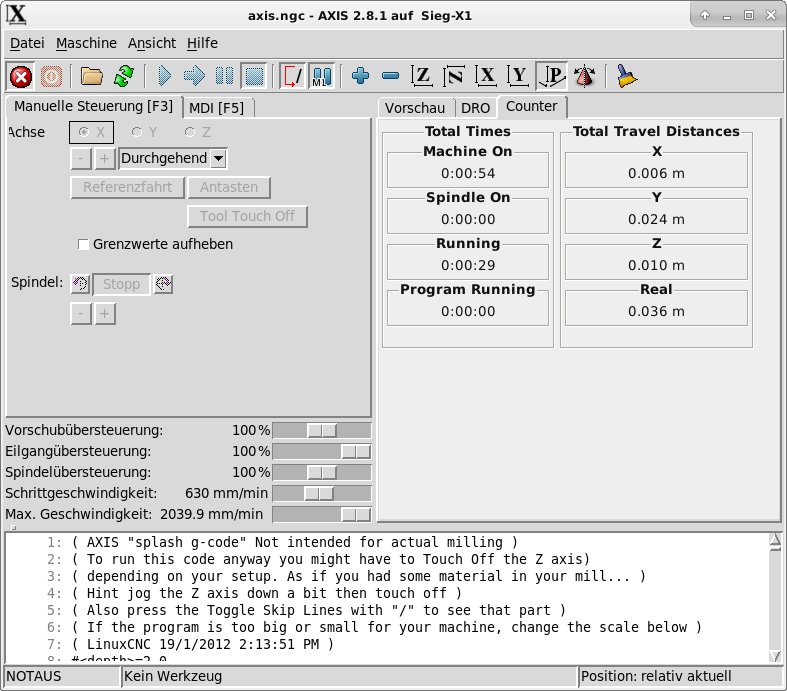
In AXIS you can integrate it with following entry in the INI-file
Then it would look like this
I think it's easier to set up than the solution with paramsaver.
You can also include this VCP in other GUIs than gmoccapy.
In AXIS you can integrate it with following entry in the INI-file
[DISPLAY]
EMBED_TAB_NAME = Counter
EMBED_TAB_COMMAND = gladevcp -x {XID} -u counter.py -H counter.hal counter.gladeThen it would look like this
Last edit: 12 Mar 2021 12:53 by HansU.
The following user(s) said Thank You: arvidb
Please Log in or Create an account to join the conversation.
- itsme
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 21
12 Mar 2021 13:31 #201962
by itsme
Replied by itsme on topic Accumulated travel distance for axes
Are the values saved or will they be reset after Power cycling?
Please Log in or Create an account to join the conversation.
- HansU
-
- Offline
- Platinum Member
-
Less
More
- Posts: 723
- Thank you received: 217
13 Mar 2021 08:58 #202074
by HansU
Replied by HansU on topic Accumulated travel distance for axes
They are all saved in a *.var file except the value "Program Running Time".
The following user(s) said Thank You: itsme
Please Log in or Create an account to join the conversation.
Time to create page: 0.126 seconds