- LinuxCNC
- General LinuxCNC Questions
- BUG: G64 P0.1 not respected when in the same line with other g-codes
BUG: G64 P0.1 not respected when in the same line with other g-codes
- cptX
- Offline
- Junior Member
-

Less
More
- Posts: 24
- Thank you received: 2
25 Dec 2017 10:46 #103587
by cptX
BUG: G64 P0.1 not respected when in the same line with other g-codes was created by cptX
Hi guys, best wishes for the holidays!
I just discovered a very critical bug in LinuxCNC:
In the beginning of a file when a line like G21 G40 G49 G64 P0.1 M6 T1 exists the P0.1 is not recognised at all!!
Even if we write it as G64P0.1 it is also not recognised.
Breaking the line like this:
G21 G40 G49
G64 P0.1
M6 T1
makes it work correctly.
I was hitting my head on the wall to understand why LinuxCNC was not respecting my input and after several tests I discovered this.
Note also that these tests were made with the line RS274NGC_STARTUP_CODE commented out just to ensure that is not affecting the system.
In case we have RS274NGC_STARTUP_CODE = G64P0.1 in the my-mill.ini not commented out, again the existence of the line G21 G40 G49 G64 P0.1 M6 T1 takes priority and disables the P0.1 because it is not recognised!!
This is a total disaster as the majority of post processors output the line like this and not in a separate line.
For me this is a major Bug and should be corrected asap!
Also, in line RS274NGC_STARTUP_CODE in my-mill.ini if we set G64 P0.1 (with space) instead of G64P0.1 (without space) again is not recognised!!! So fo me this is Bug No.2.
Please let's consider this problem significant. I have already destroyed several items until I realized what was destroying my input!
(Note: I was surprised to not find a special category for bugs in the forum, so I am placing it here)
I just discovered a very critical bug in LinuxCNC:
In the beginning of a file when a line like G21 G40 G49 G64 P0.1 M6 T1 exists the P0.1 is not recognised at all!!
Even if we write it as G64P0.1 it is also not recognised.
Breaking the line like this:
G21 G40 G49
G64 P0.1
M6 T1
makes it work correctly.
I was hitting my head on the wall to understand why LinuxCNC was not respecting my input and after several tests I discovered this.
Note also that these tests were made with the line RS274NGC_STARTUP_CODE commented out just to ensure that is not affecting the system.
In case we have RS274NGC_STARTUP_CODE = G64P0.1 in the my-mill.ini not commented out, again the existence of the line G21 G40 G49 G64 P0.1 M6 T1 takes priority and disables the P0.1 because it is not recognised!!
This is a total disaster as the majority of post processors output the line like this and not in a separate line.
For me this is a major Bug and should be corrected asap!
Also, in line RS274NGC_STARTUP_CODE in my-mill.ini if we set G64 P0.1 (with space) instead of G64P0.1 (without space) again is not recognised!!! So fo me this is Bug No.2.
Please let's consider this problem significant. I have already destroyed several items until I realized what was destroying my input!
(Note: I was surprised to not find a special category for bugs in the forum, so I am placing it here)
The following user(s) said Thank You: pseudo
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17958
- Thank you received: 5263
25 Dec 2017 15:32 #103593
by PCW
Replied by PCW on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
What version of LinuxCNC?
I cannot duplicate this with 2.7.11 or master (2.8 pre)
(used your exact line in the beginning of the file)
LinuxCNC bugs should be reported on github
I cannot duplicate this with 2.7.11 or master (2.8 pre)
(used your exact line in the beginning of the file)
LinuxCNC bugs should be reported on github
Please Log in or Create an account to join the conversation.
- cptX
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 2
25 Dec 2017 22:28 #103602
by cptX
Replied by cptX on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
Hi PCW, version 2.7.11
Be careful, maybe you have settings in my-mill.ini
It's very strange that you don't see this!!
Be careful, maybe you have settings in my-mill.ini
It's very strange that you don't see this!!
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17958
- Thank you received: 5263
25 Dec 2017 23:04 - 25 Dec 2017 23:05 #103608
by PCW
Replied by PCW on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
There are no startup files specified in my ini file
All I did was run the 3D_Chips demo and added your
G21 G40 G49 G64 P0.1 M6 T1
at the first line (I deleted the original setup gcodes from the 3D_Chips file)
I tried with about 10 different P values with space and without
and saw the expected behaviour in every case on both 2.7.11 and 2.8
All I did was run the 3D_Chips demo and added your
G21 G40 G49 G64 P0.1 M6 T1
at the first line (I deleted the original setup gcodes from the 3D_Chips file)
I tried with about 10 different P values with space and without
and saw the expected behaviour in every case on both 2.7.11 and 2.8
Last edit: 25 Dec 2017 23:05 by PCW.
Please Log in or Create an account to join the conversation.
- cptX
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 2
26 Dec 2017 07:07 #103618
by cptX
Replied by cptX on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
Hi PCW, you should increase the feed rate to the maximum of your configuration to see the problem (I think), as the Linuxcnc at low rates maybe is able to handle the corners correctly even if it didn't recognise the command G64 P0.1
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17958
- Thank you received: 5263
26 Dec 2017 13:25 - 26 Dec 2017 14:21 #103646
by PCW
Replied by PCW on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
Test setup is 1200 IPM ~1/2G I suspect this is faster than most
I can see the G64 tolerance dependent deviation from the gcode in the backplot
so it's apparent that the G64 P setting is being read,
so the question is: why doesn't this work for you?
Do you have a simple gcode file that exhibits this problem?
Can you post your hal/ini files?
I can see the G64 tolerance dependent deviation from the gcode in the backplot
so it's apparent that the G64 P setting is being read,
so the question is: why doesn't this work for you?
Do you have a simple gcode file that exhibits this problem?
Can you post your hal/ini files?
Last edit: 26 Dec 2017 14:21 by PCW.
Please Log in or Create an account to join the conversation.
- cptX
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 2
27 Dec 2017 08:02 #103736
by cptX
Replied by cptX on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
Hi PCW, attached you can find a test file.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17958
- Thank you received: 5263
27 Dec 2017 14:22 - 27 Dec 2017 14:52 #103748
by PCW
Replied by PCW on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
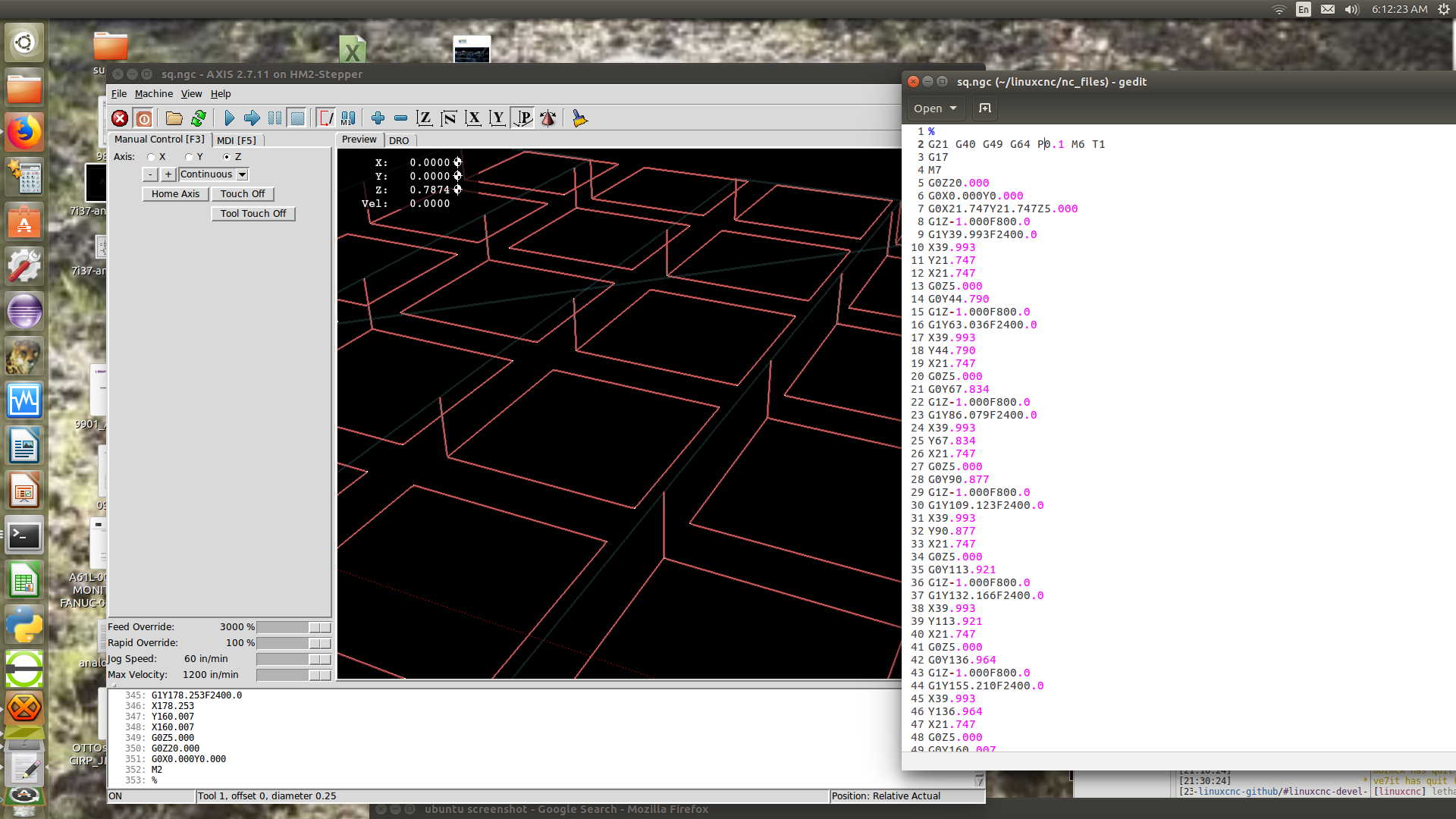
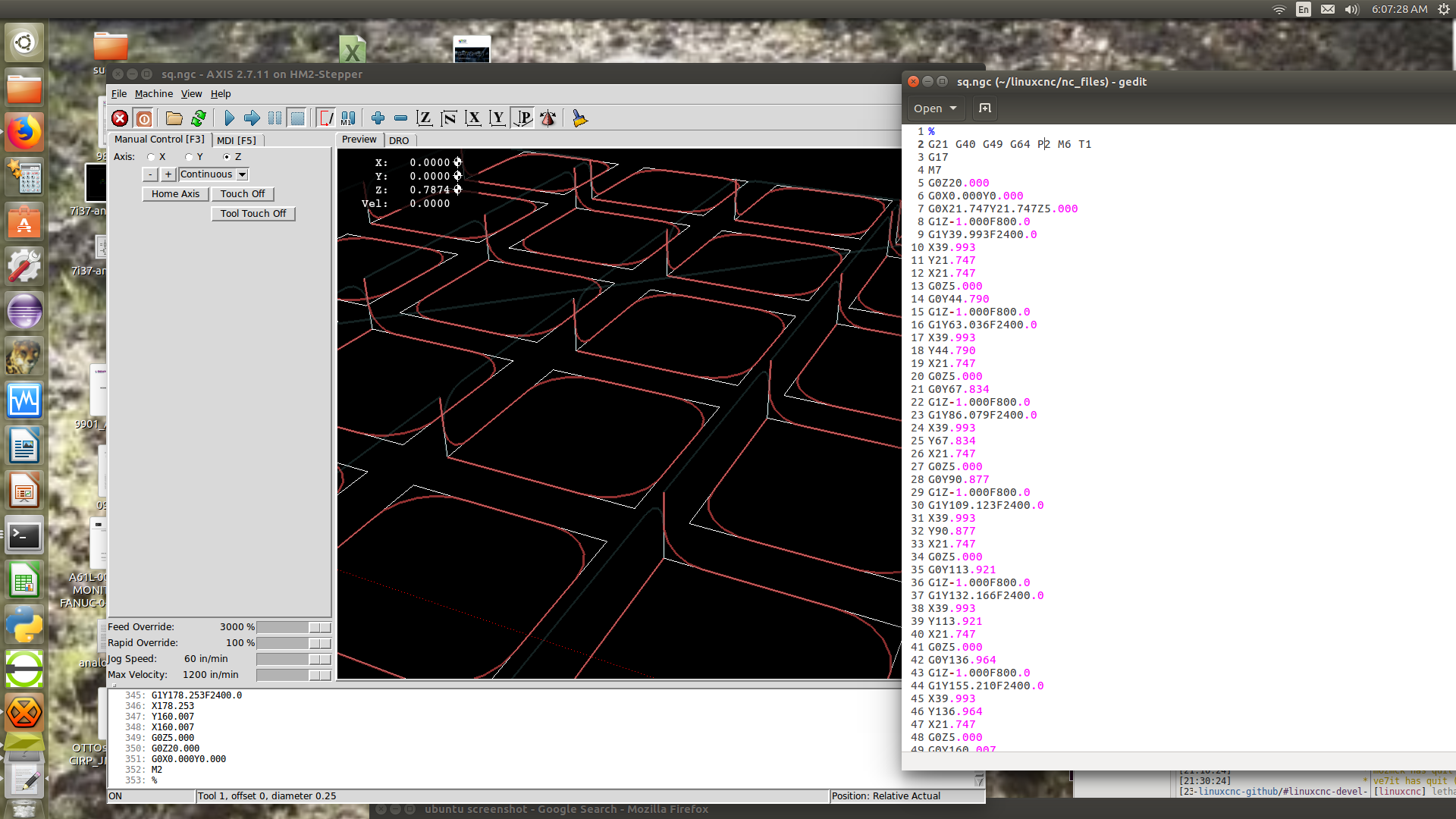
It behaves as expected for me, this is what i got:
0.1 mm no space:
0.1 mm space:
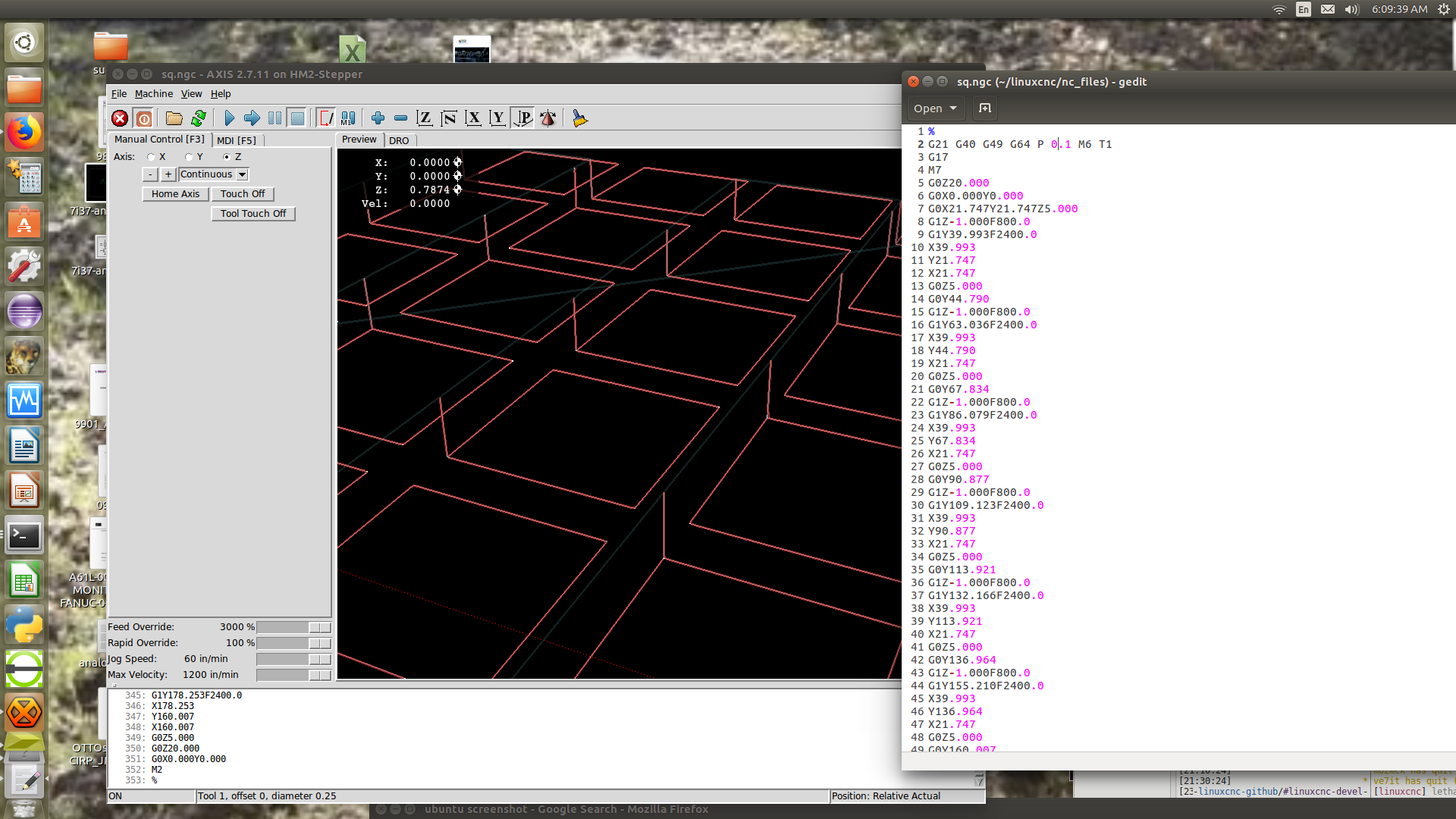
2 mm no space:
2 mm space
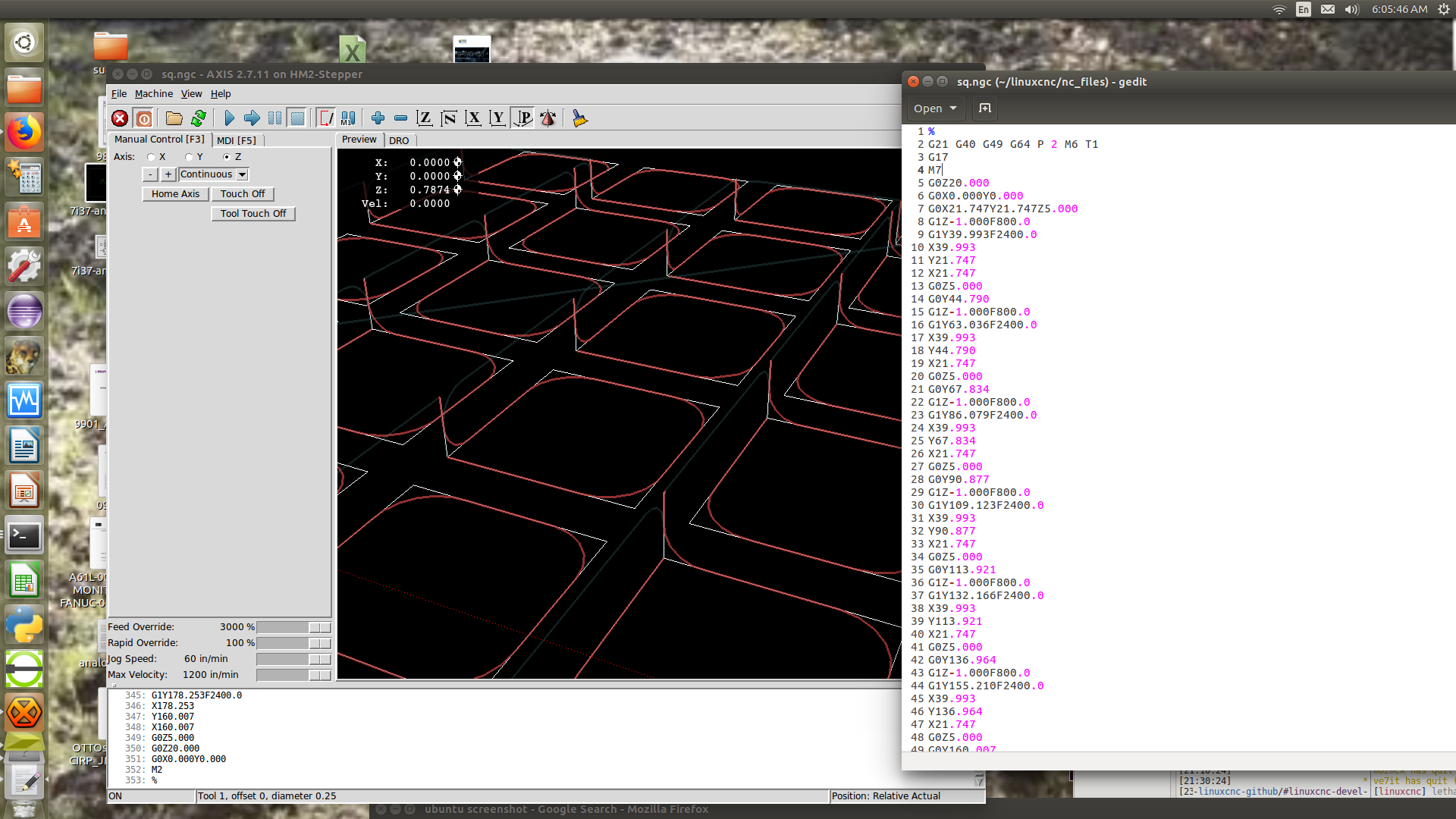
0.1 mm no space:
0.1 mm space:
2 mm no space:
2 mm space
Last edit: 27 Dec 2017 14:52 by PCW.
Please Log in or Create an account to join the conversation.
- cptX
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 2
28 Dec 2017 08:46 - 28 Dec 2017 08:54 #103783
by cptX
Replied by cptX on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
Hi PCW, thank you very much for your thorough tests.
For me using the same code had a behavior as if the line had only the G64 command without the P0.1
I am attaching my my-mill.ini file if you could detect something strange there, although I cannot see any correlation to this file...
By the way my version 2.7.11 came from several upgrades from previous versions inside LinuxCNC Debian system. You are using Ubuntu as I can see...
Makes sense to install it also in Linux Mint 18.2 I'm using now to test it? (Linux Mint is my Dev PC, LinuxCNC is the actual machine that drives the CNC)
How should I install it in Linux Mint 18.2 without any realtime kernels, just for testing? Is there any PPA including the latest version?
For me using the same code had a behavior as if the line had only the G64 command without the P0.1
I am attaching my my-mill.ini file if you could detect something strange there, although I cannot see any correlation to this file...
By the way my version 2.7.11 came from several upgrades from previous versions inside LinuxCNC Debian system. You are using Ubuntu as I can see...
Makes sense to install it also in Linux Mint 18.2 I'm using now to test it? (Linux Mint is my Dev PC, LinuxCNC is the actual machine that drives the CNC)
How should I install it in Linux Mint 18.2 without any realtime kernels, just for testing? Is there any PPA including the latest version?
Last edit: 28 Dec 2017 08:54 by cptX.
Please Log in or Create an account to join the conversation.
- pseudo
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 7
08 Jan 2022 00:57 #231084
by pseudo
Replied by pseudo on topic BUG: G64 P0.1 not respected when in the same line with other g-codes
"Also, in line RS274NGC_STARTUP_CODE in my-mill.ini if we set G64 P0.1 (with space) instead of G64P0.1 (without space) again is not recognised!!! So fo me this is Bug No.2."
Ahhh that's what my issue is! I have the same problem, was struggling to figure out why "RS274NGC_STARTUP_CODE" was ignoring my G64 setting.
Ahhh that's what my issue is! I have the same problem, was struggling to figure out why "RS274NGC_STARTUP_CODE" was ignoring my G64 setting.
Please Log in or Create an account to join the conversation.
- LinuxCNC
- General LinuxCNC Questions
- BUG: G64 P0.1 not respected when in the same line with other g-codes
Time to create page: 0.220 seconds