Fusion 360 CAM and linuxcnc touch off
- Desertboy
- Offline
- Senior Member
-

Less
More
- Posts: 54
- Thank you received: 1
14 Apr 2018 10:21 - 14 Apr 2018 10:26 #108992
by Desertboy
Fusion 360 CAM and linuxcnc touch off was created by Desertboy
The box point
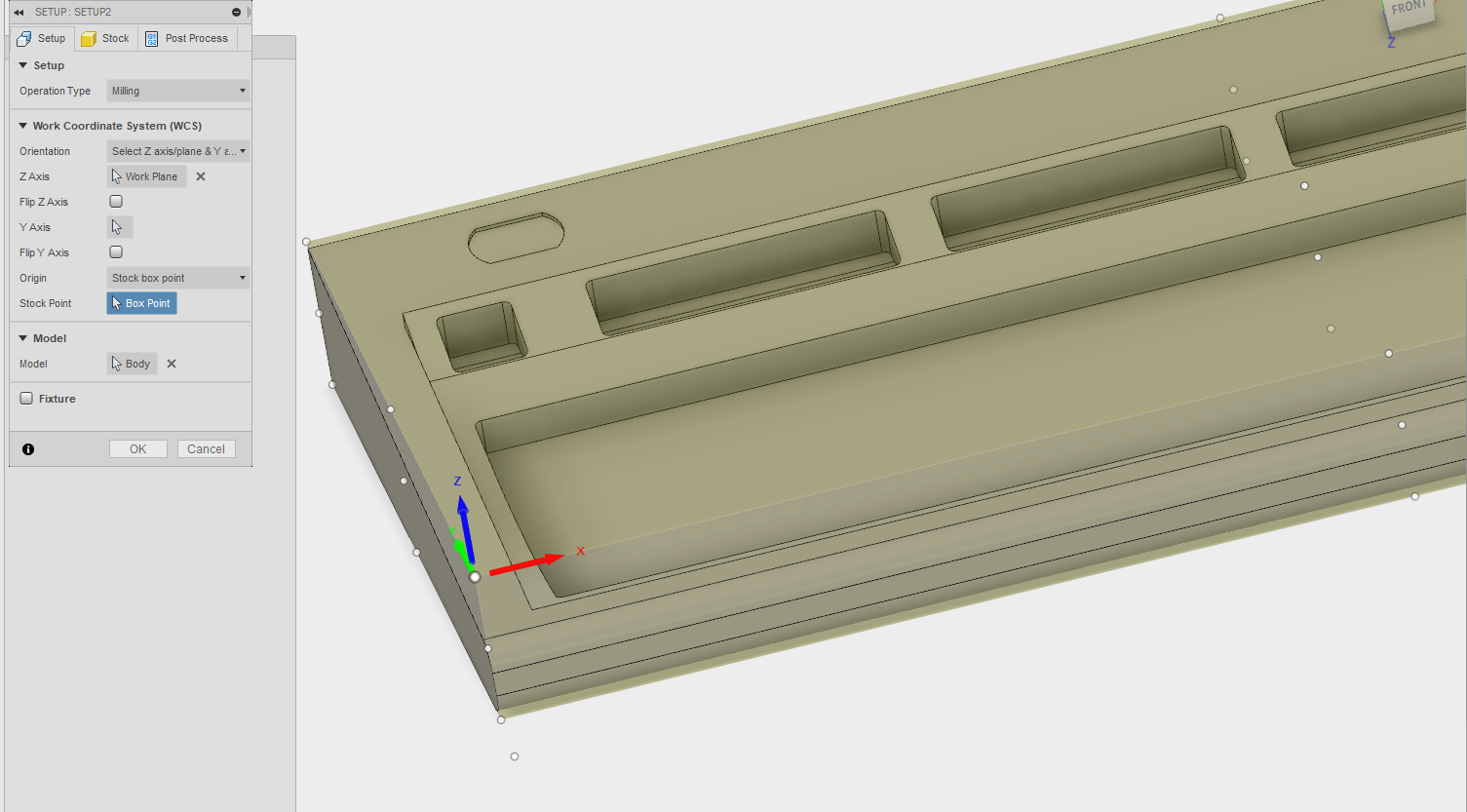
Side shot of the cam

I set the box point to the corner, then I touch off X,Y& Z in the corner of the workpiece with the mill just touching the surface.
Then it raises moves across and plunges much deeper than I expect it to.
What am I doing wrong?
Side shot of the cam
I set the box point to the corner, then I touch off X,Y& Z in the corner of the workpiece with the mill just touching the surface.
Then it raises moves across and plunges much deeper than I expect it to.
What am I doing wrong?
Last edit: 14 Apr 2018 10:26 by Desertboy.
Please Log in or Create an account to join the conversation.
- DanMN
-

- Offline
- Senior Member
-
Less
More
- Posts: 74
- Thank you received: 10
14 Apr 2018 14:55 #108997
by DanMN
Replied by DanMN on topic Fusion 360 CAM and linuxcnc touch off
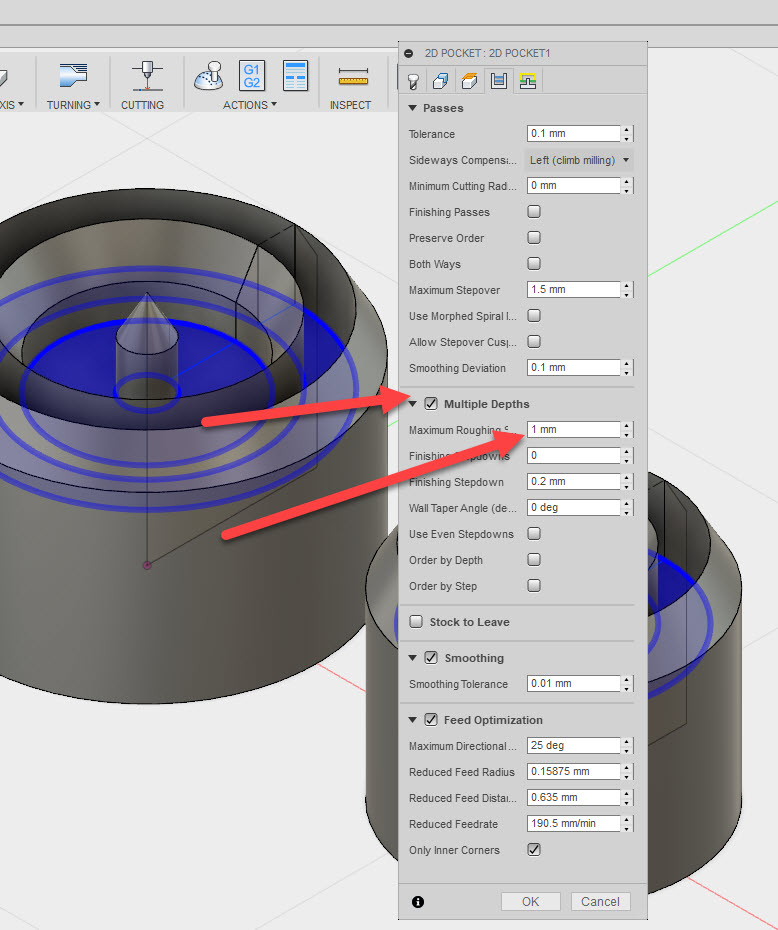
How much are you telling it to plunge? In my example attached, I'm instructing the 2D pocket operation to use 1mm stepdowns max. If you don't select multiple passes, it will try to take the whole enchilada in one bite.
The following user(s) said Thank You: Desertboy
Please Log in or Create an account to join the conversation.
- Desertboy
- Offline
- Senior Member
-
Less
More
- Posts: 54
- Thank you received: 1
15 Apr 2018 12:20 #109063
by Desertboy
Replied by Desertboy on topic Fusion 360 CAM and linuxcnc touch off
Hi thanks for the reply, I'm using 3d adaptive pocketing and then a parallel finish. I noticed today when I touch off, the G54 coordinates for X&Y set to 0 but the Z does not change is this something to do with how I have the tool setup?
Do the G54 Z coordinates have to read 0 if the tool is at the top of the material and I set the top of the material as 0?
Do the G54 Z coordinates have to read 0 if the tool is at the top of the material and I set the top of the material as 0?
Please Log in or Create an account to join the conversation.
- robh
- Offline
- Premium Member
-

Less
More
- Posts: 103
- Thank you received: 22
15 Apr 2018 22:05 #109099
by robh
Replied by robh on topic Fusion 360 CAM and linuxcnc touch off
in fusion,you need to check what you have part zero, stock box or stock body.. or osmething else.. and you need to know what you want to set to on the machine, stock or model.
as this will effect where part zero is refferenced from.
if you want to touch off to part 0 with a known set tool..that has already been measured(known length)
make the tool you want to use active and in the spindle..
you will need to G43 the tool length on.
then toch on the surface and touch off the Z axis to 0
the dro should read the 0
you can use a known setting length block and do the same by bring the tool slowly into contact & entering in its distance
the DRO will show the distance above stock by the setting block hight.
hope it helps..
as this will effect where part zero is refferenced from.
if you want to touch off to part 0 with a known set tool..that has already been measured(known length)
make the tool you want to use active and in the spindle..
you will need to G43 the tool length on.
then toch on the surface and touch off the Z axis to 0
the dro should read the 0
you can use a known setting length block and do the same by bring the tool slowly into contact & entering in its distance
the DRO will show the distance above stock by the setting block hight.
hope it helps..
The following user(s) said Thank You: Desertboy
Please Log in or Create an account to join the conversation.
Time to create page: 0.222 seconds