Strange behaviour after program stop button pressed in axis
- cadcam
- Offline
- Junior Member
-

Less
More
- Posts: 21
- Thank you received: 7
24 May 2020 05:21 #168768
by cadcam
Replied by cadcam on topic Strange behaviour after program stop button pressed in axis
Thank you PCW.
Please Log in or Create an account to join the conversation.
- RichJordan
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 0
25 May 2020 05:07 #168842
by RichJordan
Replied by RichJordan on topic Strange behaviour after program stop button pressed in axis
Hi cadcam
I was tired of chasing this and wanted to get on with making things... I modified Fusion g-code to remove all M6 calls and I removed the remap function I had put in for M6. Now I just run single g-code files for each tool and the stop button behaves. Feels much safer and no disappointment of written of jobs.
I don't have a tool changer and this is a sensible workaround for me.
Reading the bug on github makes it clear to me that this is the same behaviour I was experiencing. That was on 2.7.14 I think and I am now running a master from some time ago (so 2.9) but haven't retested this issue. And they were definitely large g-code files doing 3d surfacing type work.
I was tired of chasing this and wanted to get on with making things... I modified Fusion g-code to remove all M6 calls and I removed the remap function I had put in for M6. Now I just run single g-code files for each tool and the stop button behaves. Feels much safer and no disappointment of written of jobs.
I don't have a tool changer and this is a sensible workaround for me.
Reading the bug on github makes it clear to me that this is the same behaviour I was experiencing. That was on 2.7.14 I think and I am now running a master from some time ago (so 2.9) but haven't retested this issue. And they were definitely large g-code files doing 3d surfacing type work.
Please Log in or Create an account to join the conversation.
- cadcam
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 7
26 May 2020 13:35 #168979
by cadcam
Replied by cadcam on topic Strange behaviour after program stop button pressed in axis
Yeah I get that. I wouldn't mind doing some more testing on this... but don't have time, so I will just remember to pause and e-stop next time.
I find it hard to believe tool change and G43 is causing this issue.
I've never seen it before on 2.7, but then I moved to 2.8 for G84 as soon as it was available... so that must be years ago now.
I know this is open source, use at you own risk.. blah blah, but this sort of bug isn't acceptable in a machine shop.. Lets hop it gets resolved sooner than later.
I find it hard to believe tool change and G43 is causing this issue.
I've never seen it before on 2.7, but then I moved to 2.8 for G84 as soon as it was available... so that must be years ago now.
I know this is open source, use at you own risk.. blah blah, but this sort of bug isn't acceptable in a machine shop.. Lets hop it gets resolved sooner than later.
Please Log in or Create an account to join the conversation.
- RichJordan
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
26 May 2020 22:17 #169010
by RichJordan
Replied by RichJordan on topic Strange behaviour after program stop button pressed in axis
Linuxcnc has enabled me to do so much. It is a pretty fabulous open source project. And apart from this bug it has not failed to impress me.
But motion after the stop button was pressed felt like treachery!
I can't be sure that the issue was with my remapping of M6 but like i say stop button works perfectly when I don't call M6 and the associated remapping for a touch probe after tool change that ships with linuxcnc. I have another machine which I haven't remapped tool change and stop button behaves properly there.
But motion after the stop button was pressed felt like treachery!
I can't be sure that the issue was with my remapping of M6 but like i say stop button works perfectly when I don't call M6 and the associated remapping for a touch probe after tool change that ships with linuxcnc. I have another machine which I haven't remapped tool change and stop button behaves properly there.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21702
- Thank you received: 7417
06 Jun 2020 10:31 #170337
by tommylight
Replied by tommylight on topic Strange behaviour after program stop button pressed in axis
Noticed the same issue on 2.9 build 2133 and 2146, using 3 different configs on the same machine, the PlasmaC, toma_thc, and a plain standard config.
The issue:
-start LinuxCNC, home the machine, load gcode file, press start,
-while in rapid, press stop or ESC
--what should happen is the machine should stop,
--what happens is the machine will start moving back, both X and Y axis, to some random point that is not random as it can always be found in the gcode, but that point will change, already had two positions that the machine goes to with the same config and same gcode file.
In the attached screenshot, there are two dark red/brown lines, the upper part of those lines is where the stop was pressed, while the bottom of those lines is where the machine actually stopped. Same config, same gcode, just reloaded the gcode, homed the machine and run. Both of those end positions can be found in gcode.
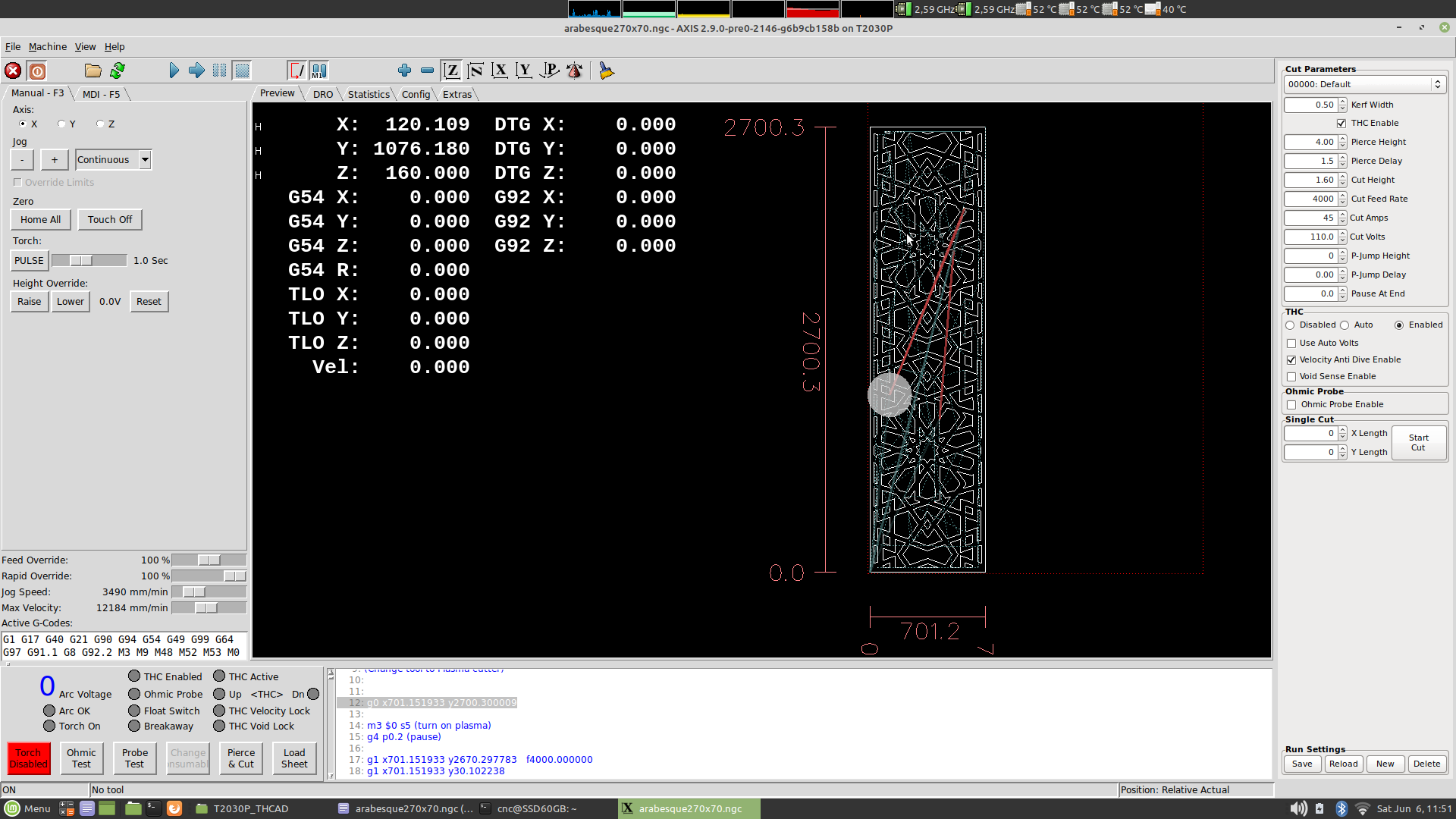
The same procedure using Gmoccapy with the same gcode and plain config is not present, so this affects only axis GUI so far.
The issue:
-start LinuxCNC, home the machine, load gcode file, press start,
-while in rapid, press stop or ESC
--what should happen is the machine should stop,
--what happens is the machine will start moving back, both X and Y axis, to some random point that is not random as it can always be found in the gcode, but that point will change, already had two positions that the machine goes to with the same config and same gcode file.
In the attached screenshot, there are two dark red/brown lines, the upper part of those lines is where the stop was pressed, while the bottom of those lines is where the machine actually stopped. Same config, same gcode, just reloaded the gcode, homed the machine and run. Both of those end positions can be found in gcode.
The same procedure using Gmoccapy with the same gcode and plain config is not present, so this affects only axis GUI so far.
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21702
- Thank you received: 7417
06 Jun 2020 19:06 #170386
by tommylight
Replied by tommylight on topic Strange behaviour after program stop button pressed in axis
Build 2128 of 2.9 does this also.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17965
- Thank you received: 5268
06 Jun 2020 19:31 #170387
by PCW
Replied by PCW on topic Strange behaviour after program stop button pressed in axis
github.com/LinuxCNC/linuxcnc/issues/865
RMU has a fix that seems to work but may have undesired side effects
If you are building from source you might try adding emCTaskPlanReset()
int was_open = taskplanopen;
emcTaskPlanClose();
++ emcTaskPlanReset();
at about line 261 in src/emc/task/emctask.cc
RMU has a fix that seems to work but may have undesired side effects
If you are building from source you might try adding emCTaskPlanReset()
int was_open = taskplanopen;
emcTaskPlanClose();
++ emcTaskPlanReset();
at about line 261 in src/emc/task/emctask.cc
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21702
- Thank you received: 7417
06 Jun 2020 19:52 - 06 Jun 2020 19:54 #170390
by tommylight
Replied by tommylight on topic Strange behaviour after program stop button pressed in axis
Thank you, PCW,
I am aware of that as i did read everything here, but the explanation on the original post was lacking, so i did some test today and it is repeatable and the return point is always somewhere in the gcode. The original poster named it as a dangerous issue, and rightfully so.
I use this for plasma cutters, so it has no real side effects as at rapid the torch is always up.
I am aware of that as i did read everything here, but the explanation on the original post was lacking, so i did some test today and it is repeatable and the return point is always somewhere in the gcode. The original poster named it as a dangerous issue, and rightfully so.
I use this for plasma cutters, so it has no real side effects as at rapid the torch is always up.
Last edit: 06 Jun 2020 19:54 by tommylight. Reason: More info
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21702
- Thank you received: 7417
10 Jun 2020 19:58 #170991
by tommylight
Replied by tommylight on topic Strange behaviour after program stop button pressed in axis
Just did an upgrade to build 2180 of master version and it seems this issue is solved.
Will do some more testing and mark this topic as solved, after confirming it.
Thank you, all.
Will do some more testing and mark this topic as solved, after confirming it.
Thank you, all.
Please Log in or Create an account to join the conversation.
Time to create page: 0.172 seconds