Still having rounding corner(s) with G64 P0.001
- peterk6502
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 2
09 Feb 2019 21:21 #126094
by peterk6502
Still having rounding corner(s) with G64 P0.001 was created by peterk6502
I am using linuxcnc since 2015 with only minor issues (mostly user errors).
This weekend i have installed additional rotary axis (rotates along X-axis).
The first test was to make an engraving on a pocket flash light.
The problem is the letter "K" which does have a rounded corner on the right side which should NOT be there, it should be sharp like all other corners, see photo
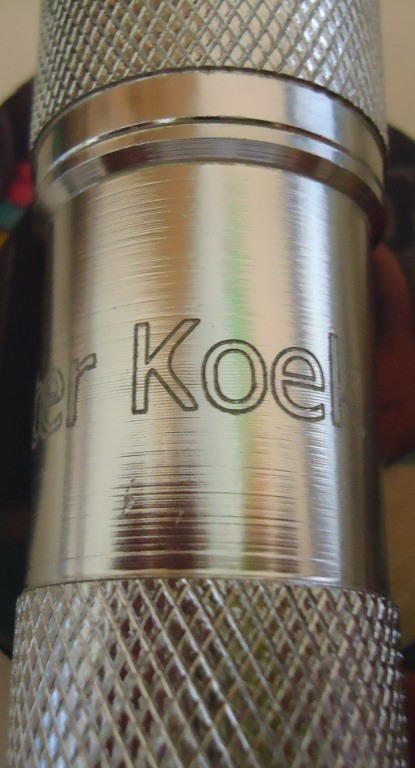
The g-code which created the attached picture was stripped from all other letters with only the letter "k" remaining.
When I run this code on linuxcnc version 2.7.14, then I get a rounded corner +/- 1mm radius on the right side of the letter "K"
No matter how small I make the P value of the G64 command, it still makes a rounded corner.
Only when I replace the G64 with G61 then the corner is sharp (as it should be)
Why does the G64 P0.001 does not work for that specific corner (while other corners are ok)?
I don't understand this problem, can anybody help me to fix this issue?
The following g-code file (which only the letter K), does have this problem:
%
G90 G17
G80 G40 G54 G21 G94
G64 P0.001
G0 G53 Z0
G0 G54 X0 Y0 A0
M8
S20000 M3
G0 X11.1 Y0. Z24.268 A30.944
Z11.6
G1 Z9.4 F33
A26.642 F1079
X13.849 A37.639 F733
X17.255 A25.999 F669
A30.587 F1079
X14.39 A40.282 F665
X14.795 A41.835 F716
X17.255 F250
A45.37 F1079
X11.1 F250
A41.835 F1079
X13.931 F250
X11.1 A30.944 F717
G0 Z24.268
G0 G53 Z0 A0 M9 M5
M30
%
This weekend i have installed additional rotary axis (rotates along X-axis).
The first test was to make an engraving on a pocket flash light.
The problem is the letter "K" which does have a rounded corner on the right side which should NOT be there, it should be sharp like all other corners, see photo
The g-code which created the attached picture was stripped from all other letters with only the letter "k" remaining.
When I run this code on linuxcnc version 2.7.14, then I get a rounded corner +/- 1mm radius on the right side of the letter "K"
No matter how small I make the P value of the G64 command, it still makes a rounded corner.
Only when I replace the G64 with G61 then the corner is sharp (as it should be)
Why does the G64 P0.001 does not work for that specific corner (while other corners are ok)?
I don't understand this problem, can anybody help me to fix this issue?
The following g-code file (which only the letter K), does have this problem:
%
G90 G17
G80 G40 G54 G21 G94
G64 P0.001
G0 G53 Z0
G0 G54 X0 Y0 A0
M8
S20000 M3
G0 X11.1 Y0. Z24.268 A30.944
Z11.6
G1 Z9.4 F33
A26.642 F1079
X13.849 A37.639 F733
X17.255 A25.999 F669
A30.587 F1079
X14.39 A40.282 F665
X14.795 A41.835 F716
X17.255 F250
A45.37 F1079
X11.1 F250
A41.835 F1079
X13.931 F250
X11.1 A30.944 F717
G0 Z24.268
G0 G53 Z0 A0 M9 M5
M30
%
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17994
- Thank you received: 5281
09 Feb 2019 21:36 #126097
by PCW
Replied by PCW on topic Still having rounding corner(s) with G64 P0.001
G21 = mm
so G64 P0.001 = 1 micron deviation max (I wonder if this triggers a bug)
What happens with G64 P0.01 ?
so G64 P0.001 = 1 micron deviation max (I wonder if this triggers a bug)
What happens with G64 P0.01 ?
Please Log in or Create an account to join the conversation.
- peterk6502
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 2
09 Feb 2019 22:08 #126104
by peterk6502
Replied by peterk6502 on topic Still having rounding corner(s) with G64 P0.001
I tried different values:
- P0.05
- P0.01
- P0.001
All the same result. Only with G61 I get a sharp corner.
I never seen this problem when using only 3 axes.
- P0.05
- P0.01
- P0.001
All the same result. Only with G61 I get a sharp corner.
I never seen this problem when using only 3 axes.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17994
- Thank you received: 5281
09 Feb 2019 22:16 #126105
by PCW
Replied by PCW on topic Still having rounding corner(s) with G64 P0.001
Not sure but I think LinuxCNC does not do high speed blending/lookahead
with rotary axis.
Another possibility is really low A axis acceleration settings
with rotary axis.
Another possibility is really low A axis acceleration settings
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
13 Feb 2019 22:37 #126405
by andypugh
Replied by andypugh on topic Still having rounding corner(s) with G64 P0.001
The interesting thing about that line is that it is a constant-speed linear move with a rotary move. I bet that the corner isn't "noticed" by the trajectory planner.
I bet adding a miniscule back-track in the linear direction would fix it.
I bet adding a miniscule back-track in the linear direction would fix it.
Please Log in or Create an account to join the conversation.
- Leon82
- Offline
- Platinum Member
-

Less
More
- Posts: 592
- Thank you received: 79
13 Feb 2019 22:52 - 13 Feb 2019 22:53 #126410
by Leon82
Replied by Leon82 on topic Still having rounding corner(s) with G64 P0.001
Have you try g61 exact stop?
Last edit: 13 Feb 2019 22:53 by Leon82.
Please Log in or Create an account to join the conversation.
- peterk6502
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 2
14 Feb 2019 17:45 - 14 Feb 2019 17:46 #126475
by peterk6502
Replied by peterk6502 on topic Still having rounding corner(s) with G64 P0.001
@andypugh
I think you are right, the right side of the letter 'K' is a linear move in the direction of the X-axis while the rotary axis is the only one which changes direction (which causes the corner). I have not yet tried to add a miniscule back-track to the line, if it is larger then the P value, then it should work.
@Leon82
In my first post I mentioned that the G61 does not have this problem. The G61 does produce indeed sharp corners.
I think you are right, the right side of the letter 'K' is a linear move in the direction of the X-axis while the rotary axis is the only one which changes direction (which causes the corner). I have not yet tried to add a miniscule back-track to the line, if it is larger then the P value, then it should work.
@Leon82
In my first post I mentioned that the G61 does not have this problem. The G61 does produce indeed sharp corners.
Last edit: 14 Feb 2019 17:46 by peterk6502.
Please Log in or Create an account to join the conversation.
Time to create page: 0.184 seconds