Circle not drawn(machine) correctly!
- garulus
- Offline
- Junior Member
-

Less
More
- Posts: 20
- Thank you received: 3
24 Feb 2019 11:08 #127044
by garulus
Circle not drawn(machine) correctly! was created by garulus
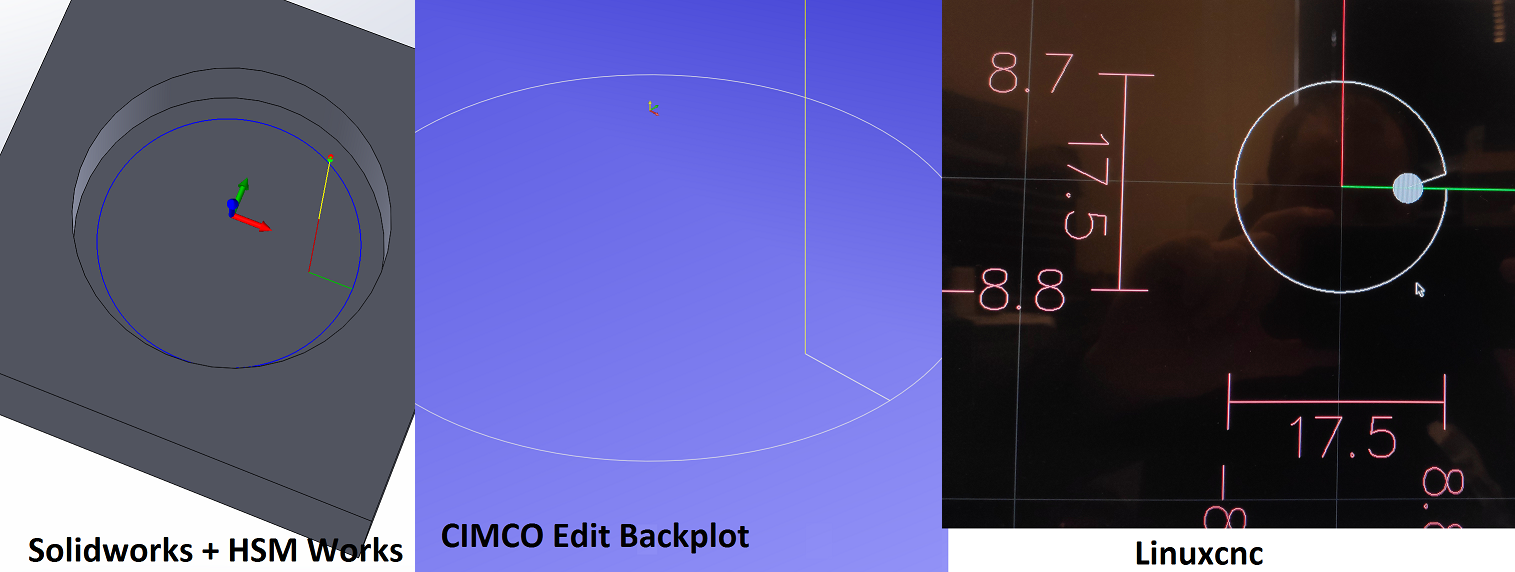
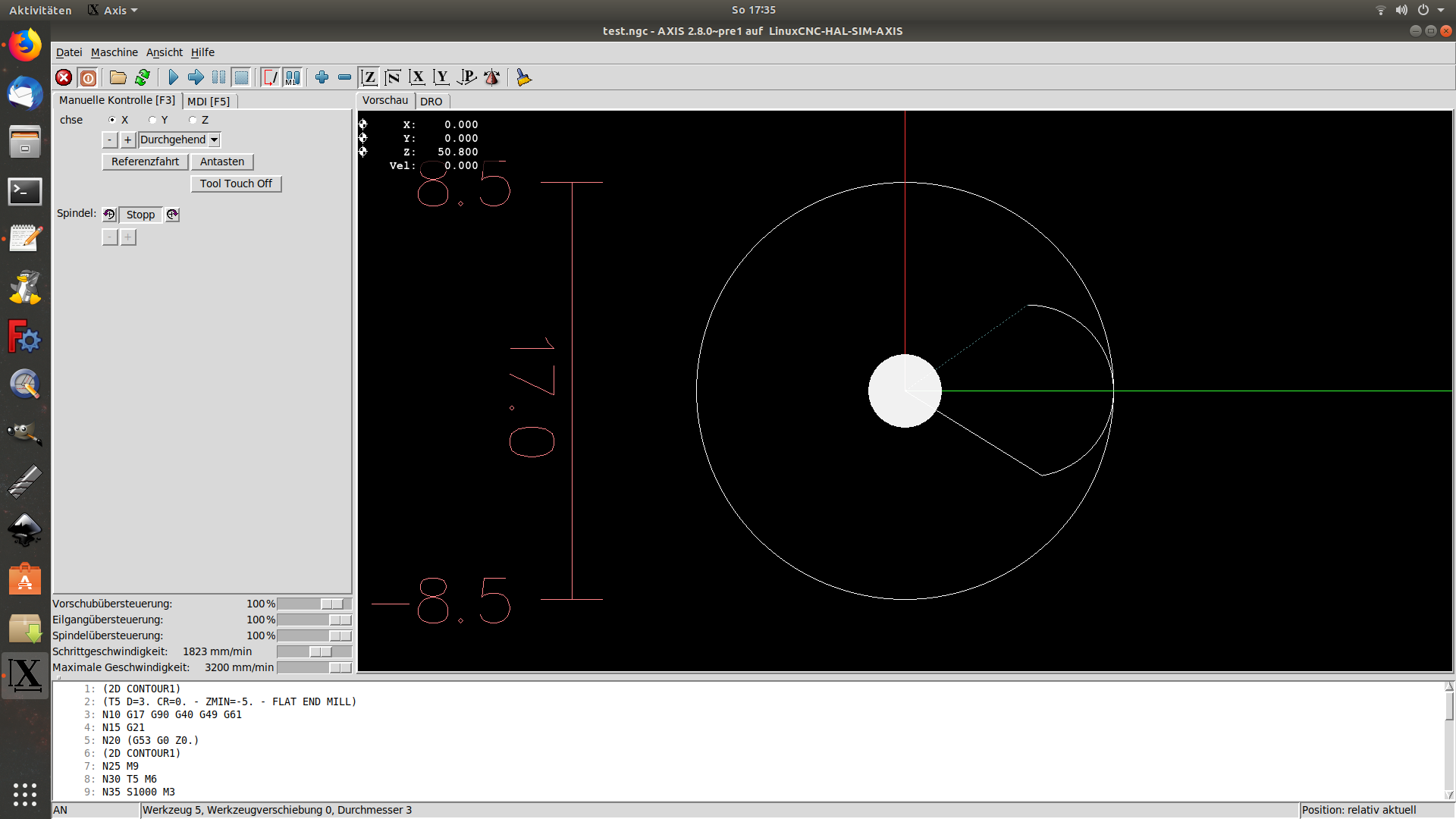
Can somebody explain me why linuxcnc don’t drawn(machine) full circle when everything is ok in backplotting, please?
%
(2D CONTOUR1)
(T5 D=3. CR=0. - ZMIN=-5. - FLAT END MILL)
N10 G90 G94 G17 G61
N15 G21
N20 G53 G0 Z0.
(2D CONTOUR1)
N25 M9
N30 T5 M6
N35 S1000 M3
N40 G54
N45 M8
N50 G0 X5.35 Y0.
N55 G43 Z15. H5
N60 G0 Z5.
N65 G1 Z2. F100.
N70 Z-5.
N75 G41 X10. D5
N80 G3 X-10. I-10. J0.
N85 X10. I10. J0.
N90 G1 G40 X5.35
N95 G0 Z15.
N100 M9
N105 G53 Z0.
N110 M30
%
%
(2D CONTOUR1)
(T5 D=3. CR=0. - ZMIN=-5. - FLAT END MILL)
N10 G90 G94 G17 G61
N15 G21
N20 G53 G0 Z0.
(2D CONTOUR1)
N25 M9
N30 T5 M6
N35 S1000 M3
N40 G54
N45 M8
N50 G0 X5.35 Y0.
N55 G43 Z15. H5
N60 G0 Z5.
N65 G1 Z2. F100.
N70 Z-5.
N75 G41 X10. D5
N80 G3 X-10. I-10. J0.
N85 X10. I10. J0.
N90 G1 G40 X5.35
N95 G0 Z15.
N100 M9
N105 G53 Z0.
N110 M30
%
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1872
- Thank you received: 358
24 Feb 2019 16:11 #127057
by pl7i92
Replied by pl7i92 on topic Circle not drawn(machine) correctly!
First the postrocessor is junping the Coordinate systems
G53 to G54
NOT a Good idee
only G54 shoudt be in Gcode
THE N YES it is correct as you do a G41 Move Without Circeling in and out
USE Lead In Out
Radius on Off Mode
G53 to G54
NOT a Good idee
only G54 shoudt be in Gcode
THE N YES it is correct as you do a G41 Move Without Circeling in and out
USE Lead In Out
Radius on Off Mode
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
24 Feb 2019 16:36 #127059
by pl7i92
Replied by pl7i92 on topic Circle not drawn(machine) correctly!
correct G-code shoudt look like This
MAHE SHURE Your Toltabel got the Entry T5 D5 With Diameter 3mm and Hight set to your need 0 Preferd
MAHE SHURE Your Toltabel got the Entry T5 D5 With Diameter 3mm and Hight set to your need 0 Preferd
(2D CONTOUR1)
(T5 D=3. CR=0. - ZMIN=-5. - FLAT END MILL)
N10 G17 G90 G40 G49 G61
N15 G21
N20 (G53 G0 Z0.)
(2D CONTOUR1)
N25 M9
N30 T5 M6
N35 S1000 M3
N40 G54
N45 M8
N50 G0 X0 Y0.
N55 G43 H5
G0 Z15
N60 G0 Z5.
N65 G1 Z2. F100.
G41 D5
G1 x5 y-5
N70 Z-5.
N75 G3 X10 Y0 I0 J5
N80 G3 X10. Y0 I-10. J0.
N85 G3 X5 Y5. I-5. J0.
N90 G0 Z15.
N95 G40
N100 M9
N105 G0 X0 Y0.
M2
N110 M30
Please Log in or Create an account to join the conversation.
- garulus
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 3
24 Feb 2019 16:43 #127062
by garulus
Replied by garulus on topic Circle not drawn(machine) correctly!
G53 is fine, retracting my Z axis.
I’m coming from Heidenhain background and nothing like this ever happened to me using RL RR
Backplot is not showing tool compensation I guess....
Lead in and Out will probably solve the problem, but sometimes I have trouble to fit it in to the small hole. For me it is weird anyway, even if it is normal
I’m coming from Heidenhain background and nothing like this ever happened to me using RL RR
Backplot is not showing tool compensation I guess....
Lead in and Out will probably solve the problem, but sometimes I have trouble to fit it in to the small hole. For me it is weird anyway, even if it is normal
Please Log in or Create an account to join the conversation.
Time to create page: 0.111 seconds