our sherline cnc machine couldnot working homing conditions
- nishmal@nhanz.com
- Offline
- New Member
-

Less
More
- Posts: 5
- Thank you received: 0
02 Aug 2019 07:17 #141177
by nishmal@nhanz.com
our sherline cnc machine couldnot working homing conditions was created by nishmal@nhanz.com
DEAR SIR
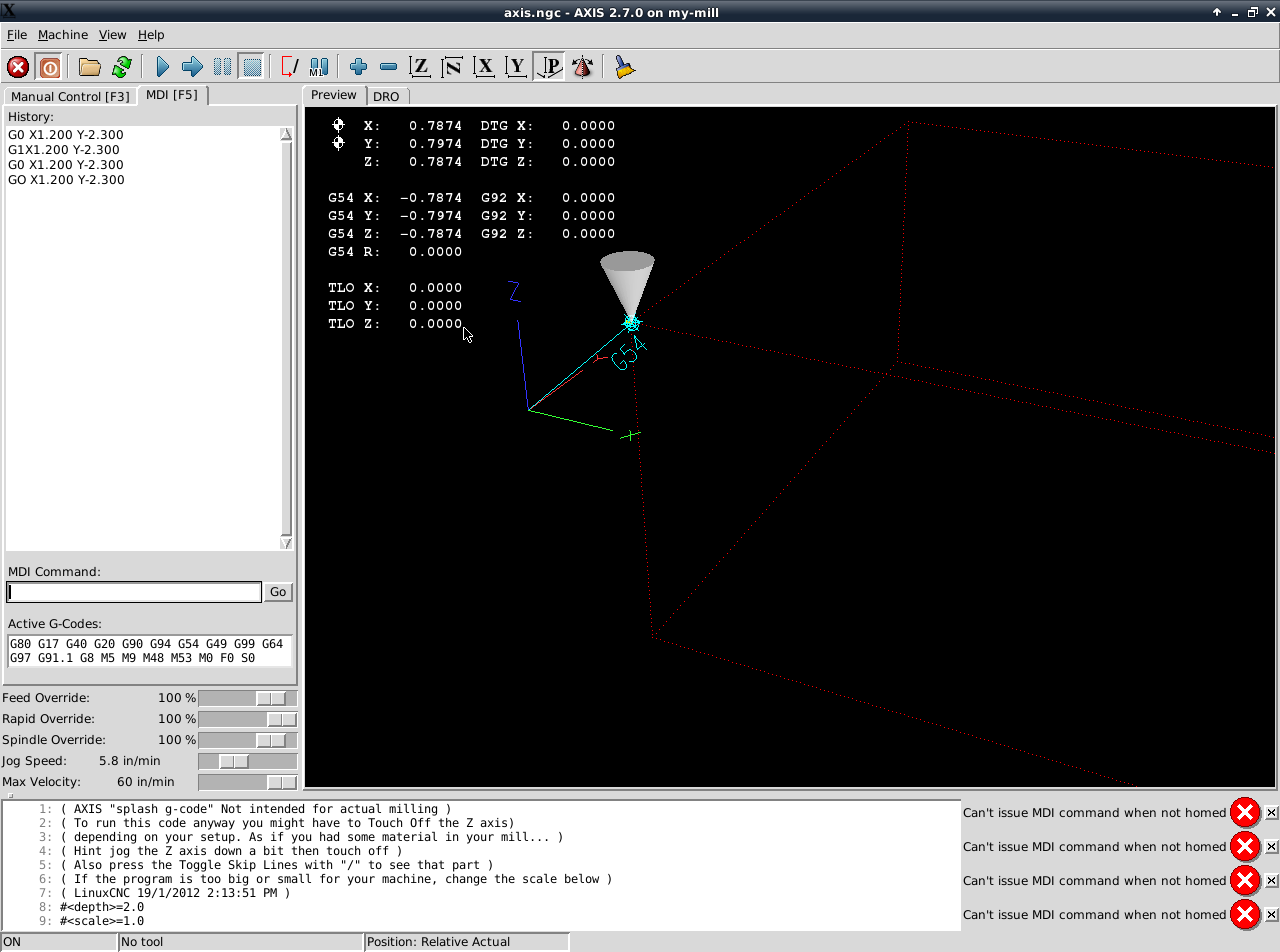
OUR SHERLINE CNC MACHINE COULD NOT WORKING HOMING CONDITIONS.FIRST I SET PARAMETERS IN LINUX STEP CONFIGURATION
AFTER SET THE VALUES OF HOMING VALUES OF X AND YAXIS IN MANUL CODITION.AFTER THE RUN IN THE PROGRAM
ITS SHOW CANNOT ISSUE MDI COMMAND WHEN NOT HOMED ERROR
THEN HOW DID CORRECT THE ERROR
OUR SHERLINE CNC MACHINE COULD NOT WORKING HOMING CONDITIONS.FIRST I SET PARAMETERS IN LINUX STEP CONFIGURATION
AFTER SET THE VALUES OF HOMING VALUES OF X AND YAXIS IN MANUL CODITION.AFTER THE RUN IN THE PROGRAM
ITS SHOW CANNOT ISSUE MDI COMMAND WHEN NOT HOMED ERROR
THEN HOW DID CORRECT THE ERROR
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21763
- Thank you received: 7437
02 Aug 2019 09:51 #141179
by tommylight
Replied by tommylight on topic our sherline cnc machine couldnot working homing conditions
Home the Z axis.
Use lower case letters, switch off CAPSLOCK.
Use lower case letters, switch off CAPSLOCK.
Please Log in or Create an account to join the conversation.
- nishmal@nhanz.com
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
02 Aug 2019 10:33 #141180
by nishmal@nhanz.com
Replied by nishmal@nhanz.com on topic our sherline cnc machine couldnot working homing conditions
Home the z axis after that each could not working homing condition
Please Log in or Create an account to join the conversation.
- verticalperformance
-

- Offline
- Senior Member
-

Less
More
- Posts: 55
- Thank you received: 11
06 Aug 2019 08:16 #141488
by verticalperformance
Replied by verticalperformance on topic our sherline cnc machine couldnot working homing conditions
Does the machine have home and/or limit switches? Most Sherline setups do not, and the machine must be configured and homed accordingly.
Please Log in or Create an account to join the conversation.
- nishmal@nhanz.com
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
07 Aug 2019 13:57 #141612
by nishmal@nhanz.com
Replied by nishmal@nhanz.com on topic our sherline cnc machine couldnot working homing conditions
Hi
Thanks for the reply,
My home setting is as below in step config
X-axis Limit+home
y-axis Limit+home
Z-axis Limit+home
I have limit switches connected in series on both ends of X and Y axis and only on top side of Z axis . I am using TB6560 4 axis board.
With this setting on Launch , I am unable to automatic homing,
I am getting the following error
"joint 0 on limit switch error"
But I am able to jog.
If some bode here can sent me a working configuration file it would be very helpful.
Thanks for the reply,
My home setting is as below in step config
X-axis Limit+home
y-axis Limit+home
Z-axis Limit+home
I have limit switches connected in series on both ends of X and Y axis and only on top side of Z axis . I am using TB6560 4 axis board.
With this setting on Launch , I am unable to automatic homing,
I am getting the following error
"joint 0 on limit switch error"
But I am able to jog.
If some bode here can sent me a working configuration file it would be very helpful.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-

Less
More
- Posts: 2204
- Thank you received: 486
07 Aug 2019 15:15 - 07 Aug 2019 15:15 #141614
by Clive S
Replied by Clive S on topic our sherline cnc machine couldnot working homing conditions
Can you post the hal and ini files from the config folder
Also what version of Linucnc are you using
Also what version of Linucnc are you using
Last edit: 07 Aug 2019 15:15 by Clive S.
Please Log in or Create an account to join the conversation.
- nishmal@nhanz.com
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
08 Aug 2019 08:00 #141658
by nishmal@nhanz.com
Replied by nishmal@nhanz.com on topic our sherline cnc machine couldnot working homing conditions
Please find attached my hal and ini files.
We are using using LinuxCNC v2.7.14.
We are using using LinuxCNC v2.7.14.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
08 Aug 2019 09:22 #141661
by Clive S
Replied by Clive S on topic our sherline cnc machine couldnot working homing conditions
why do you have home = 10 in axis 0
[AXIS_0]
TYPE = LINEAR
HOME = 10.0 ## try 0
MAX_VELOCITY = 3.0
MAX_ACCELERATION = 3.0
STEPGEN_MAXACCEL = 3.75
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0 ### try -0.01
MAX_LIMIT = 200.0
HOME_OFFSET = 10.0
HOME_SEARCH_VEL = 1.500000 ##this is missing you might have to change the sign
HOME_LATCH_VEL = -1.250000 ##this is missing you might have to change the sign
HOME_SEQUENCE = 1 ## add this
[AXIS_1]
TYPE = LINEAR
HOME = -5.0 ## why is this -5
MAX_VELOCITY = 3.0
MAX_ACCELERATION = 3.0
STEPGEN_MAXACCEL = 3.75
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -5.001 ### try -4.9
MAX_LIMIT = 200.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 1.500000
HOME_LATCH_VEL = -1.250000
HOME_SEQUENCE = 2 ## add this
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 3.0
MAX_ACCELERATION = 3.0
STEPGEN_MAXACCEL = 3.75
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -100.0 ## try -.01
MAX_LIMIT = 0.001 ## try 100
HOME_OFFSET = 0.0
HOME_SEQUENCE = 0 ## add this
HOME_SEARCH_VEL = 1.500000 ##this is missing you might have to change the sign
HOME_LATCH_VEL = -1.250000 ##this is missing you might have to change the sign
[AXIS_0]
TYPE = LINEAR
HOME = 10.0 ## try 0
MAX_VELOCITY = 3.0
MAX_ACCELERATION = 3.0
STEPGEN_MAXACCEL = 3.75
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0 ### try -0.01
MAX_LIMIT = 200.0
HOME_OFFSET = 10.0
HOME_SEARCH_VEL = 1.500000 ##this is missing you might have to change the sign
HOME_LATCH_VEL = -1.250000 ##this is missing you might have to change the sign
HOME_SEQUENCE = 1 ## add this
[AXIS_1]
TYPE = LINEAR
HOME = -5.0 ## why is this -5
MAX_VELOCITY = 3.0
MAX_ACCELERATION = 3.0
STEPGEN_MAXACCEL = 3.75
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -5.001 ### try -4.9
MAX_LIMIT = 200.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 1.500000
HOME_LATCH_VEL = -1.250000
HOME_SEQUENCE = 2 ## add this
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 3.0
MAX_ACCELERATION = 3.0
STEPGEN_MAXACCEL = 3.75
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -100.0 ## try -.01
MAX_LIMIT = 0.001 ## try 100
HOME_OFFSET = 0.0
HOME_SEQUENCE = 0 ## add this
HOME_SEARCH_VEL = 1.500000 ##this is missing you might have to change the sign
HOME_LATCH_VEL = -1.250000 ##this is missing you might have to change the sign
Please Log in or Create an account to join the conversation.
Time to create page: 0.111 seconds