Manual Tool Change Routine for CNC Router Mill
- ytiuqibu
- Offline
- Senior Member
-

Less
More
- Posts: 77
- Thank you received: 3
10 Mar 2020 21:10 #159700
by ytiuqibu
Manual Tool Change Routine for CNC Router Mill was created by ytiuqibu
Is there a straight forward routine for changing a tool manually and either re-touching-off or using a probe to reset z-axis zero then continue running a file when using the Axis GUI?
At present every job that requires a change of tool needs to be split into separate files. This seems to defeat the purpose of having M6 included as part of the command set in LinuxCNC.
At present every job that requires a change of tool needs to be split into separate files. This seems to defeat the purpose of having M6 included as part of the command set in LinuxCNC.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4764
- Thank you received: 1464
11 Mar 2020 00:05 #159722
by Todd Zuercher
Replied by Todd Zuercher on topic Manual Tool Change Routine for CNC Router Mill
I think M6 is mostly defeated on any manual tool change machine. But I believe some people have had success using remapping of the M6 code to allow auto tool touch off with appropriate probing hardware. But I have not experimented with it myself.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
12 Mar 2020 14:04 #159871
by andypugh
M6 is only really useful on systems that have a repeatable-length way to change tools. On systems with an automatic toolchanger it is essential.
I do have a tool table and repeatable tools (but I am the tool-changer) and still often split the G-code up by tool (as it is often easier to do the same op on multiple parts than to do many ops on one part)
If you have a tool-length sensor it is possible to configure LinuxCNC to automatically measure the tool length for you. That requires a re-map of the M6 command to run a tool-probing cycle. There is a sample config in sim-axis-remap if you want to see how that works.
Replied by andypugh on topic Manual Tool Change Routine for CNC Router Mill
At present every job that requires a change of tool needs to be split into separate files. This seems to defeat the purpose of having M6 included as part of the command set in LinuxCNC.
M6 is only really useful on systems that have a repeatable-length way to change tools. On systems with an automatic toolchanger it is essential.
I do have a tool table and repeatable tools (but I am the tool-changer) and still often split the G-code up by tool (as it is often easier to do the same op on multiple parts than to do many ops on one part)
If you have a tool-length sensor it is possible to configure LinuxCNC to automatically measure the tool length for you. That requires a re-map of the M6 command to run a tool-probing cycle. There is a sample config in sim-axis-remap if you want to see how that works.
Please Log in or Create an account to join the conversation.
- ytiuqibu
- Offline
- Senior Member
-
Less
More
- Posts: 77
- Thank you received: 3
14 Mar 2020 04:54 - 14 Mar 2020 05:08 #160126
by ytiuqibu
Replied by ytiuqibu on topic Manual Tool Change Routine for CNC Router Mill
Thank you both.
I will have a look at the sim-axis-remap code but from what you say it will probably be easier to teach students to separate their jobs.
Where do I find sim-axis-remap? I have found a file in Github
called hal_manualtoolchange.py that seems to be based on another similar but older file in LinuxCNC Wiki
gist.github.com/robanonymous/b677a47aed504548440c8258f71724b1
Is this something similar to sim-axis-remap?
Although the notes accompanying refer to it as a custom file and implies that the 'original' might reside in usr/bin I cannot find an original file by that name either in use/bin or usr/share/linuxcnc and therefore conclude that this replaces nothing.
I will have a look at the sim-axis-remap code but from what you say it will probably be easier to teach students to separate their jobs.
Where do I find sim-axis-remap? I have found a file in Github
called hal_manualtoolchange.py that seems to be based on another similar but older file in LinuxCNC Wiki
gist.github.com/robanonymous/b677a47aed504548440c8258f71724b1
Is this something similar to sim-axis-remap?
Although the notes accompanying refer to it as a custom file and implies that the 'original' might reside in usr/bin I cannot find an original file by that name either in use/bin or usr/share/linuxcnc and therefore conclude that this replaces nothing.
Last edit: 14 Mar 2020 05:08 by ytiuqibu. Reason: Incorrect link posted
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
14 Mar 2020 07:40 #160143
by andypugh
It is one of the sample simulator configs.
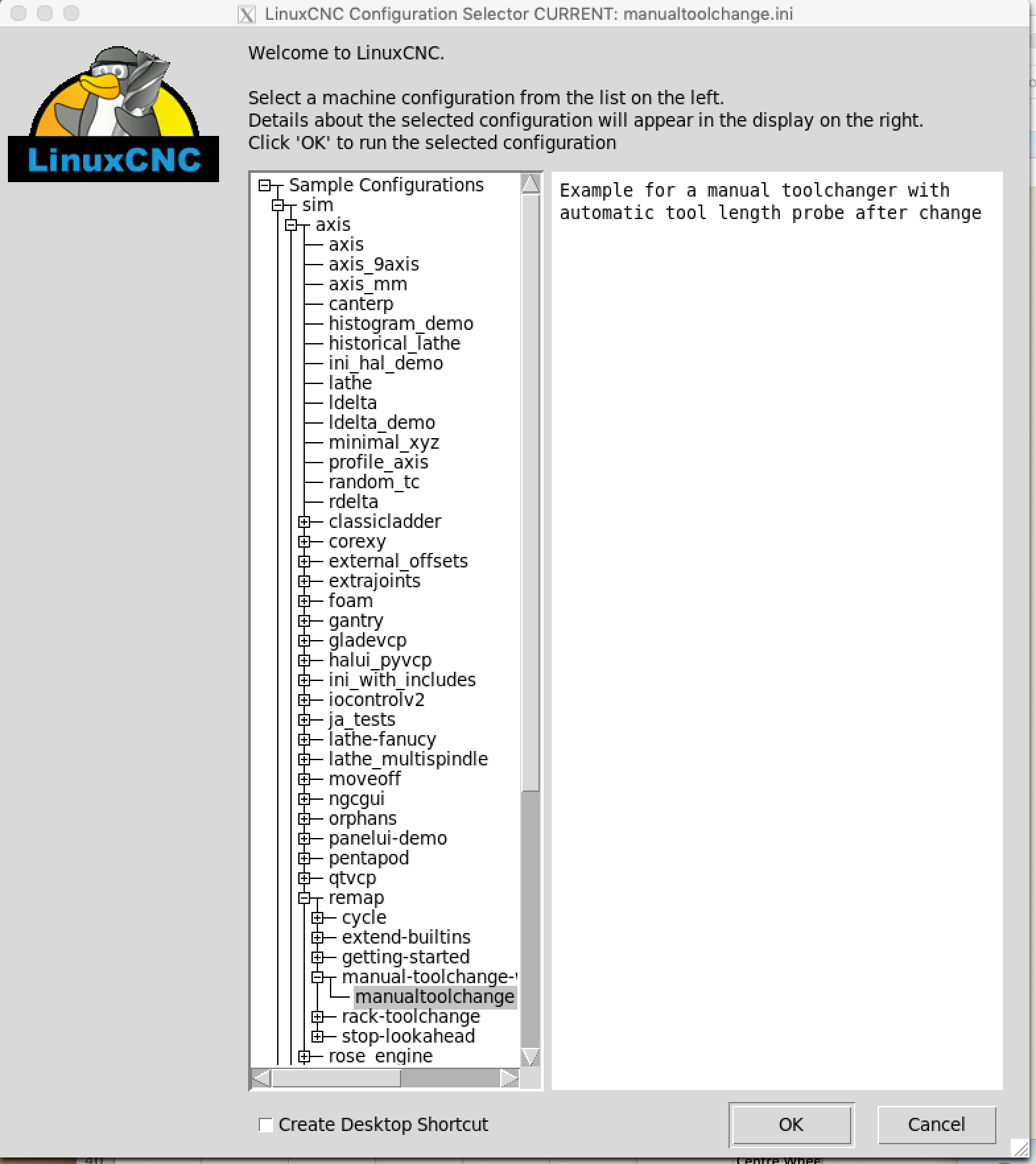
You should be able to run iy and watch it work. (without affecting your current configs)
That is a standard part of LinuxCNC and will be needed too, so that the user can indicate that they have changed the tool.
Replied by andypugh on topic Manual Tool Change Routine for CNC Router Mill
Thank you both.
I will have a look at the sim-axis-remap code but from what you say it will probably be easier to teach students to separate their jobs.
Where do I find sim-axis-remap?
It is one of the sample simulator configs.
You should be able to run iy and watch it work. (without affecting your current configs)
called hal_manualtoolchange.py that seems to be based on another similar but older file in LinuxCNC
That is a standard part of LinuxCNC and will be needed too, so that the user can indicate that they have changed the tool.
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 2.295 seconds