don't understand tool length behaviour
- Reinhard
- Offline
- Platinum Member
-

Less
More
- Posts: 508
- Thank you received: 94
13 Apr 2020 13:57 #163873
by Reinhard
don't understand tool length behaviour was created by Reinhard
Hi
I recently got to know about G43.1, that it would be something like TL from Heidenhain.
Well, it is not.
But on testing this feature, I run into some inconsistencies, I don't understand.
As I cannot post pictures to the ml, I have to post here.
For testing I use the file gmoccapy_2_tools_with_cutter_radius_compensation.ngc from linuxcnc.
To test G43.1 I added a line after the first G43 (I did not change line 18 with G43, but added a new line) with G43.1 Z0.5
I stepped through the file in single step mode.
First step nothing happens. I guess it runs through initialization.
Second step issues the tool change.
Running axis as gui, I have to manually confirm the tool-change through its tool-change-dialog.
Right after hitting the OK button from tool-change-dialog, the following two lines are executed at once (G43 and G43.1 - whereas both result in different positions).
My app shows 0.5 as tool-length, whereas axis continues to show the toollength I know from tool table. See picture below (statusline!)
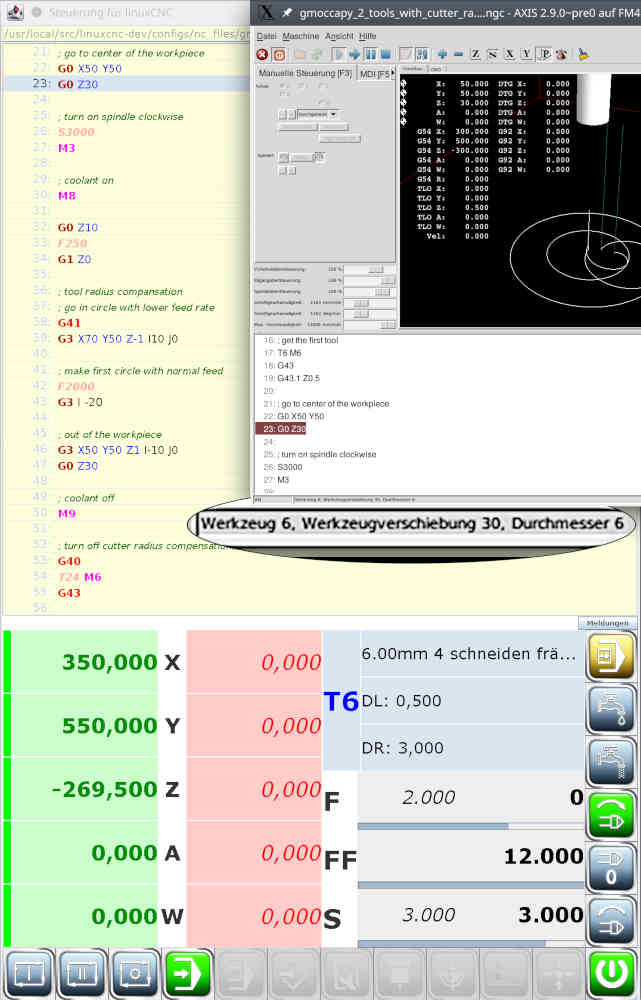
Axis shows relative position, whereas my app shows machine coordinates.
I built my app to work in sync with axis, but now I'm confused and don't know, what's going wrong.
I recently got to know about G43.1, that it would be something like TL from Heidenhain.
Well, it is not.
But on testing this feature, I run into some inconsistencies, I don't understand.
As I cannot post pictures to the ml, I have to post here.
For testing I use the file gmoccapy_2_tools_with_cutter_radius_compensation.ngc from linuxcnc.
To test G43.1 I added a line after the first G43 (I did not change line 18 with G43, but added a new line) with G43.1 Z0.5
I stepped through the file in single step mode.
First step nothing happens. I guess it runs through initialization.
Second step issues the tool change.
Running axis as gui, I have to manually confirm the tool-change through its tool-change-dialog.
Right after hitting the OK button from tool-change-dialog, the following two lines are executed at once (G43 and G43.1 - whereas both result in different positions).
My app shows 0.5 as tool-length, whereas axis continues to show the toollength I know from tool table. See picture below (statusline!)
Axis shows relative position, whereas my app shows machine coordinates.
I built my app to work in sync with axis, but now I'm confused and don't know, what's going wrong.
Attachments:
Please Log in or Create an account to join the conversation.
- bbsr_5a
- Offline
- Platinum Member
-
Less
More
- Posts: 544
- Thank you received: 106
14 Apr 2020 11:35 - 14 Apr 2020 11:37 #163935
by bbsr_5a
Replied by bbsr_5a on topic don't understand tool length behaviour
tool length takes effect only at the next Z move
so in the Real Screen print it is not accepted only DRO values
the G43.1
after a G43 corrects only the number in the Tooltable but does not cause any motion on relal machine
You may ask what its made for ??
think of subroutiine O-code going along a path
repeat 5 times go more depth can be done like this without parameter Z codes
so in the Real Screen print it is not accepted only DRO values
the G43.1
after a G43 corrects only the number in the Tooltable but does not cause any motion on relal machine
You may ask what its made for ??
think of subroutiine O-code going along a path
repeat 5 times go more depth can be done like this without parameter Z codes
Last edit: 14 Apr 2020 11:37 by bbsr_5a. Reason: correction
Please Log in or Create an account to join the conversation.
Time to create page: 2.287 seconds