Okuma lathe retrofit servo help
- harindugamlath
- Offline
- Senior Member
-

Less
More
- Posts: 78
- Thank you received: 19
16 Jul 2021 14:57 #215060
by harindugamlath
Okuma lathe retrofit servo help was created by harindugamlath
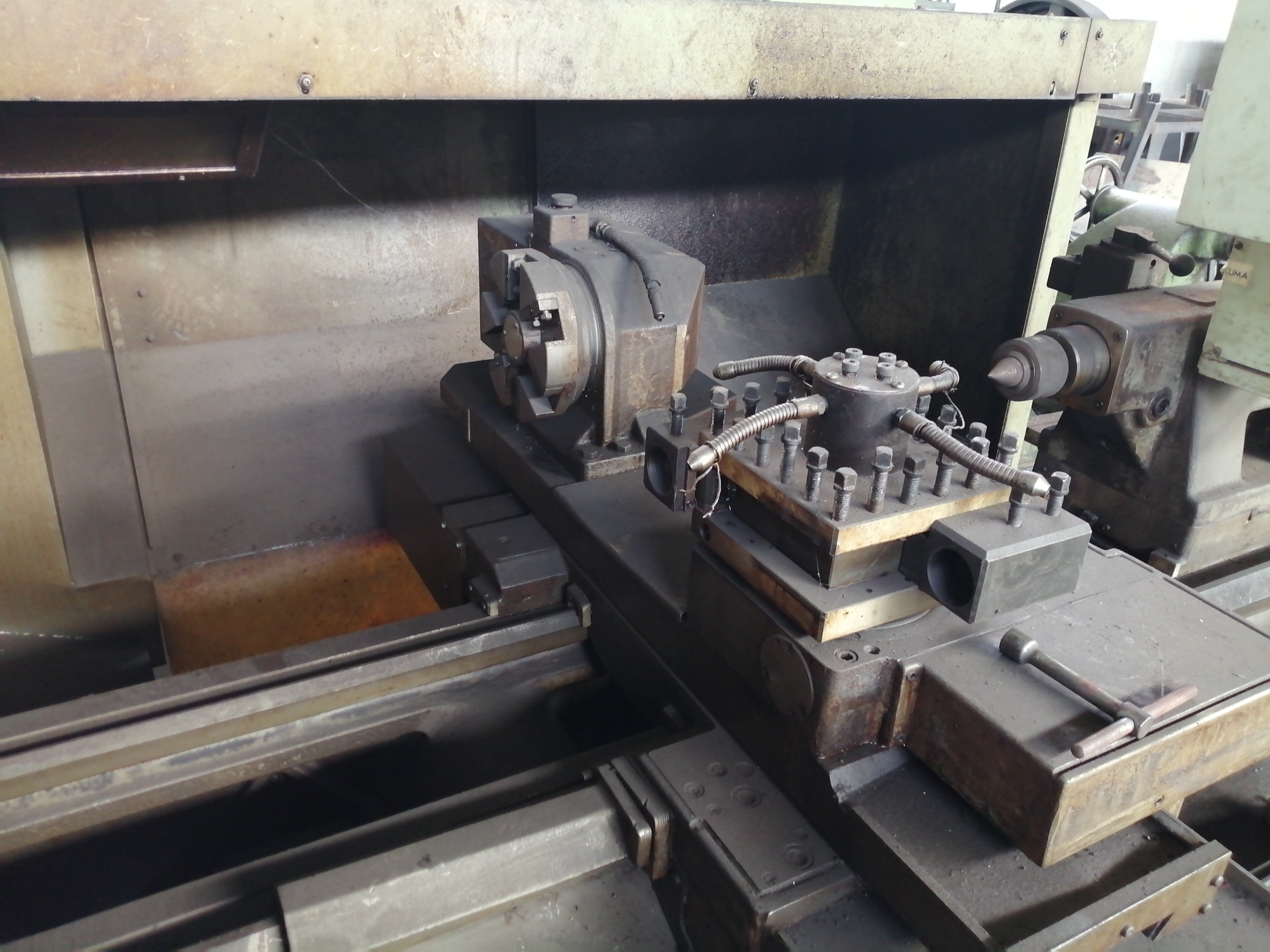
Hi, I need a bit of information on retrofitting a okuma ls30-n flat bed CNC lathe.

This one is a fairly large size lathe and with two turrets which i believe linuxcnc can easily control.

VFD seems usable. It takes an analog input for speed control.

My main issue is with the servo motors.
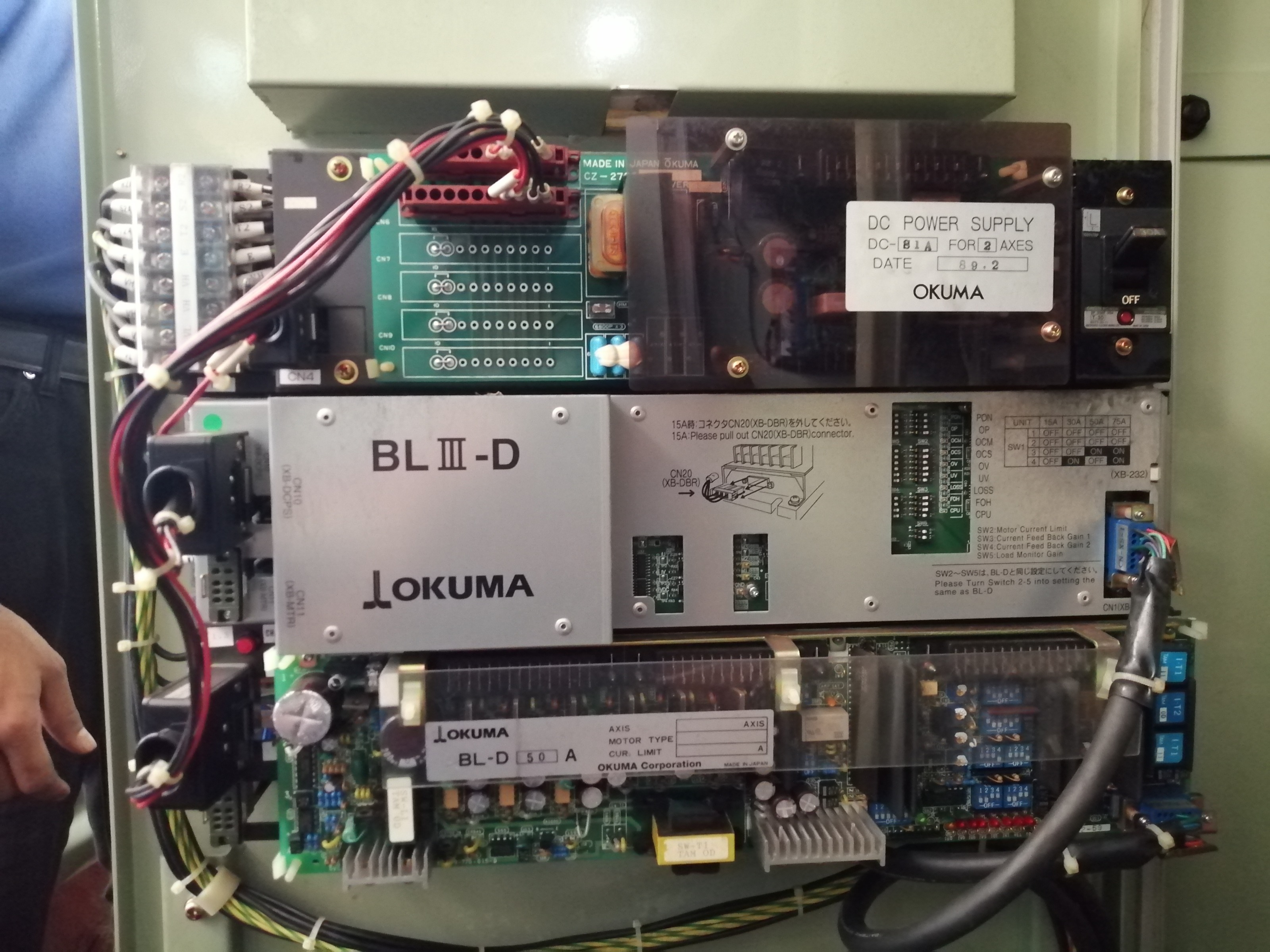
this thing has okuma's own ac servos and drives. (sorry I wasn't able to take photos of the actual motors but as far as I can confirm they seems AC servos with absolute encoder) After digging on the forum I came across that these things don't really accept analog commands or step/dir commands. Instead they have a serial communication to a main board which takes the encoder inputs and command the motors accordingly.
I plan to get rid of the old controller and the servo drives because it seems like a dead end. What I'm really curious is that can i use the old servo motors with new drives? I mean even if I can get away with replacing only the encoders of the motors that would be great. Does anyone has experiance with that.
I have successfully retrofitted my okuma ram type mill with linuxcnc but I replaced all the servos with new delta ASDA A2 servos and motors. That was expensive trying to save some if I can use the servos. Any help is appreciated.
Thanks.
This one is a fairly large size lathe and with two turrets which i believe linuxcnc can easily control.
VFD seems usable. It takes an analog input for speed control.
My main issue is with the servo motors.
this thing has okuma's own ac servos and drives. (sorry I wasn't able to take photos of the actual motors but as far as I can confirm they seems AC servos with absolute encoder) After digging on the forum I came across that these things don't really accept analog commands or step/dir commands. Instead they have a serial communication to a main board which takes the encoder inputs and command the motors accordingly.
I plan to get rid of the old controller and the servo drives because it seems like a dead end. What I'm really curious is that can i use the old servo motors with new drives? I mean even if I can get away with replacing only the encoders of the motors that would be great. Does anyone has experiance with that.
I have successfully retrofitted my okuma ram type mill with linuxcnc but I replaced all the servos with new delta ASDA A2 servos and motors. That was expensive trying to save some if I can use the servos. Any help is appreciated.
Thanks.
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-

Less
More
- Posts: 408
- Thank you received: 92
16 Jul 2021 16:52 #215068
by Henk
Replied by Henk on topic Okuma lathe retrofit servo help
Only real option is the mesa 8i20 drives. But I think they are too light for your motors.
The following user(s) said Thank You: harindugamlath
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-

Less
More
- Posts: 7323
- Thank you received: 2153
16 Jul 2021 19:09 #215077
by cmorley
Replied by cmorley on topic Okuma lathe retrofit servo help
I have an ongoing retrofit on a lh35-n Okuma flatbed - looks very similar to yours.
mine was brushed servos with tachos and okuma's absolute encoders.
Mine looks older (about 1980 vintage) it used +-10volt servo commands.
At first I replaced the absolute encoders with incremental encoders. - was pretty simple. I could take a pic of what i have left.
Then for reasons, I switched to an AMD drive for one axis. It would have worked fine but I didn't realize the used drive was broken.
I finally re-motored with BALDOR ac servos and STMBL drives using smartserial protocol (ie all digital)
This was a bit more difficult due to the shaft adapter required but in practice has worked fine.
I wonder if the parts are interchangable on these lathes. i am looking for an adapter plate for the splined end of spindle shaft. be nice to know what it looked like.
My original Okuma drive was great just i managed to break it (my fault-ish)
but of course there was no information on fixing them.
I wish there was info on the absolute encoder - that would have been nicer.
STMBL drives are great - just hard to get
Used (ebay) AMC analog drives are a great deal but of course a riskier purchase.
I have a couple AMC digital drives and they seem ok but i have not used one as a servo drive just a spindle drive on a small mill.
Chris
mine was brushed servos with tachos and okuma's absolute encoders.
Mine looks older (about 1980 vintage) it used +-10volt servo commands.
At first I replaced the absolute encoders with incremental encoders. - was pretty simple. I could take a pic of what i have left.
Then for reasons, I switched to an AMD drive for one axis. It would have worked fine but I didn't realize the used drive was broken.
I finally re-motored with BALDOR ac servos and STMBL drives using smartserial protocol (ie all digital)
This was a bit more difficult due to the shaft adapter required but in practice has worked fine.
I wonder if the parts are interchangable on these lathes. i am looking for an adapter plate for the splined end of spindle shaft. be nice to know what it looked like.
My original Okuma drive was great just i managed to break it (my fault-ish)
but of course there was no information on fixing them.
I wish there was info on the absolute encoder - that would have been nicer.
STMBL drives are great - just hard to get
Used (ebay) AMC analog drives are a great deal but of course a riskier purchase.
I have a couple AMC digital drives and they seem ok but i have not used one as a servo drive just a spindle drive on a small mill.
Chris
The following user(s) said Thank You: harindugamlath
Please Log in or Create an account to join the conversation.
- harindugamlath
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 19
17 Jul 2021 02:21 #215113
by harindugamlath
Replied by harindugamlath on topic Okuma lathe retrofit servo help
They might work but won't be getting the real performance out of the motors. these things are rated at 50A peak. Any chinese drives maybe?
Please Log in or Create an account to join the conversation.
- harindugamlath
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 19
17 Jul 2021 02:28 - 17 Jul 2021 02:29 #215114
by harindugamlath
Replied by harindugamlath on topic Okuma lathe retrofit servo help
Thanks for the reply. Is there a place where I can buy the STMBLs fully assembled? I'm happy send you any photos if you need but the lathe is not on my workshop yet. (need to find space for it. it's still at where it was. That's why I could't get to the motors)
Have you used AMC's drives with AC servos, I looked at them when I did the mill conversion but I had the get rid of that idea due to a damaged z axis motor. Then replaced all three motors with delta ASDA-A2 motors and drive. They turned out to be just great. But it cost me more than what I paid for the mill.
Have you used AMC's drives with AC servos, I looked at them when I did the mill conversion but I had the get rid of that idea due to a damaged z axis motor. Then replaced all three motors with delta ASDA-A2 motors and drive. They turned out to be just great. But it cost me more than what I paid for the mill.
Last edit: 17 Jul 2021 02:29 by harindugamlath.
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-
Less
More
- Posts: 7323
- Thank you received: 2153
17 Jul 2021 05:35 #215117
by cmorley
Replied by cmorley on topic Okuma lathe retrofit servo help
I am using a digital AMC drive for a small ac servo spindle motor with a resolver.
It's a bit of a fool around to tune it (windows xp program over serial)
I dabbled with a larger motor just for testing - it suffered from noise on the +-10 volt input but that was probably my fault.
I bet you don't need 50Amps continuous output.
In fact it looks like the dip switches are set for 30A (though it's a bit hard to see in your pic)
I'm thinking the 50 A is peak power rating.
Are you going to use this lathe for production/money making work?
STMBL are very hard to get particularly now (chips are high price)
It usually comes as a kit.
I've heard there are people that have units in a bit of quantity but they don't advertise - not sure what the deal is there.
There is a chat site for STMBL and people do runs on the boards and kits - you might try them if you are interested.
gitter.im/rene-dev/stmbl
STMBL are limited to about 20A @ 320 Volts dc or 2kw
They are also a pain to set up as the documentation is sparse and the settings are difficult to figure out.
On my machine (IIRC) the Z axis was about 2kw and the X 1.5kw from the factory.
The rapid speeds were 200 IPM.
It's a bit of a fool around to tune it (windows xp program over serial)
I dabbled with a larger motor just for testing - it suffered from noise on the +-10 volt input but that was probably my fault.
I bet you don't need 50Amps continuous output.
In fact it looks like the dip switches are set for 30A (though it's a bit hard to see in your pic)
I'm thinking the 50 A is peak power rating.
Are you going to use this lathe for production/money making work?
STMBL are very hard to get particularly now (chips are high price)
It usually comes as a kit.
I've heard there are people that have units in a bit of quantity but they don't advertise - not sure what the deal is there.
There is a chat site for STMBL and people do runs on the boards and kits - you might try them if you are interested.
gitter.im/rene-dev/stmbl
STMBL are limited to about 20A @ 320 Volts dc or 2kw
They are also a pain to set up as the documentation is sparse and the settings are difficult to figure out.
On my machine (IIRC) the Z axis was about 2kw and the X 1.5kw from the factory.
The rapid speeds were 200 IPM.
The following user(s) said Thank You: harindugamlath
Please Log in or Create an account to join the conversation.
- harindugamlath
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 19
17 Jul 2021 10:53 #215128
by harindugamlath
Replied by harindugamlath on topic Okuma lathe retrofit servo help
Thanks for the info. I'm planning to use this for some production. starting to think that I might need to change motors. Looked at AMCs suitable servo drives and for that price I might able to get a new set of delta servos and drives.
Then came across something very concerning. It seems like linuxcnc doesn't really like front and back tools together. Tool orientation in lathes seems just a visual representation ? (At least that what andy had said few years ago) This thing has two turrets with both front and back tools which will have different orientations. How can i deal with that. it seems like it cannot change the direction of the spindle with orientation as well. seems really limiting at that compared to linuxcnc for mills.
Then came across something very concerning. It seems like linuxcnc doesn't really like front and back tools together. Tool orientation in lathes seems just a visual representation ? (At least that what andy had said few years ago) This thing has two turrets with both front and back tools which will have different orientations. How can i deal with that. it seems like it cannot change the direction of the spindle with orientation as well. seems really limiting at that compared to linuxcnc for mills.
Please Log in or Create an account to join the conversation.
- johnmc1
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 21
17 Jul 2021 12:33 #215133
by johnmc1
Replied by johnmc1 on topic Okuma lathe retrofit servo help
Good day ,
Do you mean that the two tool turrets are on the same x axis slide ,as this system
is used on the early mazak m3,m4,and m5 lathes .
I have a mazak m3 and the The tool turret is selected and the tool selection is done in linuxcnc classic ladder.
Have you any manuals on the lathe it will probably explain the required sequence.
It looks like the tool change is hydraulic .
cheers john
Do you mean that the two tool turrets are on the same x axis slide ,as this system
is used on the early mazak m3,m4,and m5 lathes .
I have a mazak m3 and the The tool turret is selected and the tool selection is done in linuxcnc classic ladder.
Have you any manuals on the lathe it will probably explain the required sequence.
It looks like the tool change is hydraulic .
cheers john
The following user(s) said Thank You: harindugamlath
Please Log in or Create an account to join the conversation.
- harindugamlath
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 19
17 Jul 2021 12:58 #215137
by harindugamlath
Replied by harindugamlath on topic Okuma lathe retrofit servo help
Thanks for the reply. Yes both turrets are on the same x axis slide.i might be able to do that with classic ladder. Rear turret seems like it has a servo and a hydraulic lock. I'm currently searching for the manuals.
On your lathe how do you deal with front and back tooling in one program? I just came across a similar thread and they have concluded it to doing axis rotation commands. As i read industry standard for front and back tooling is to do G68,G69 commands to set the orientation. Since linuxcnc don't have g68,g69 they have proposed to remap g68 commands to g10 commands and do the same thing. (This was the first time i read it sorry if i'm mistaken or something) But there were no more posts after that.
On your lathe how do you deal with front and back tooling in one program? I just came across a similar thread and they have concluded it to doing axis rotation commands. As i read industry standard for front and back tooling is to do G68,G69 commands to set the orientation. Since linuxcnc don't have g68,g69 they have proposed to remap g68 commands to g10 commands and do the same thing. (This was the first time i read it sorry if i'm mistaken or something) But there were no more posts after that.
Please Log in or Create an account to join the conversation.
- johnmc1
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 21
17 Jul 2021 13:26 #215138
by johnmc1
Replied by johnmc1 on topic Okuma lathe retrofit servo help
I usually place the boring drilling and tapping tools on the back tool turret and
the turning tools on the front turret.
Also reference both turret tools to the spindle centre line as x axis zero.
cheers john
the turning tools on the front turret.
Also reference both turret tools to the spindle centre line as x axis zero.
cheers john
The following user(s) said Thank You: harindugamlath
Please Log in or Create an account to join the conversation.
Time to create page: 1.026 seconds