G18 Plane and G84
- DoWerna
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 185
- Thank you received: 57
05 Oct 2021 08:33 #222259
by DoWerna
G18 Plane and G84 was created by DoWerna
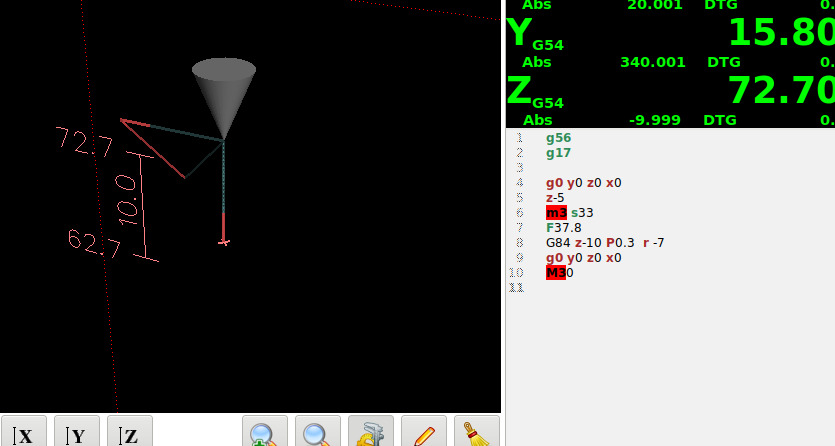
I just wanted to programme a G84, with G17 active and infeed axis in Z it was no problem, it worked straight away.
But now I would have to insert horizontal threads.
With the horizontal spindle of my Maho.
So G18 active
Infeed axis Y
I didn't manage to programme a G84.
now ask for a simple example?
in German:
Wollte gerade einen G84 Programmieren, mit G17 aktiv und Zustellachse in Z war das auch kein Problem, hat auf Anhieb geklappt.
Jetzt müsste ich aber horizontale Gewinde einbringen.
Mit der Horizontalspindel meiner Maho.
Also G18 aktiv
Zustellachse Y
Ich hab es nicht geschafft einen G84 zu programmieren.
jetzt frage nach nen einfachem Beispiel?
But now I would have to insert horizontal threads.
With the horizontal spindle of my Maho.
So G18 active
Infeed axis Y
I didn't manage to programme a G84.
now ask for a simple example?
in German:
Wollte gerade einen G84 Programmieren, mit G17 aktiv und Zustellachse in Z war das auch kein Problem, hat auf Anhieb geklappt.
Jetzt müsste ich aber horizontale Gewinde einbringen.
Mit der Horizontalspindel meiner Maho.
Also G18 aktiv
Zustellachse Y
Ich hab es nicht geschafft einen G84 zu programmieren.
jetzt frage nach nen einfachem Beispiel?
Please Log in or Create an account to join the conversation.
- DoWerna
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 185
- Thank you received: 57
05 Oct 2021 11:35 - 05 Oct 2021 14:21 #222272
by DoWerna
G17 works
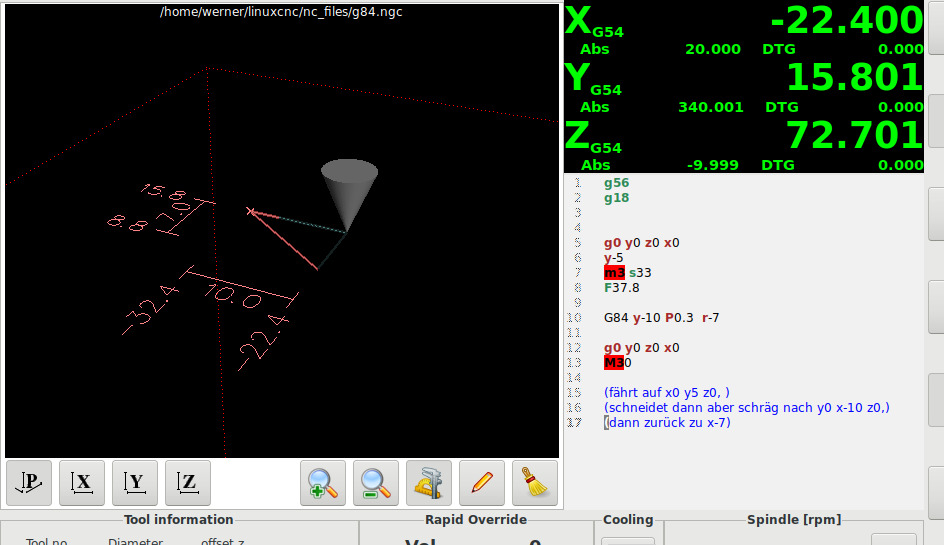
G18 not
what i m doing wrong?
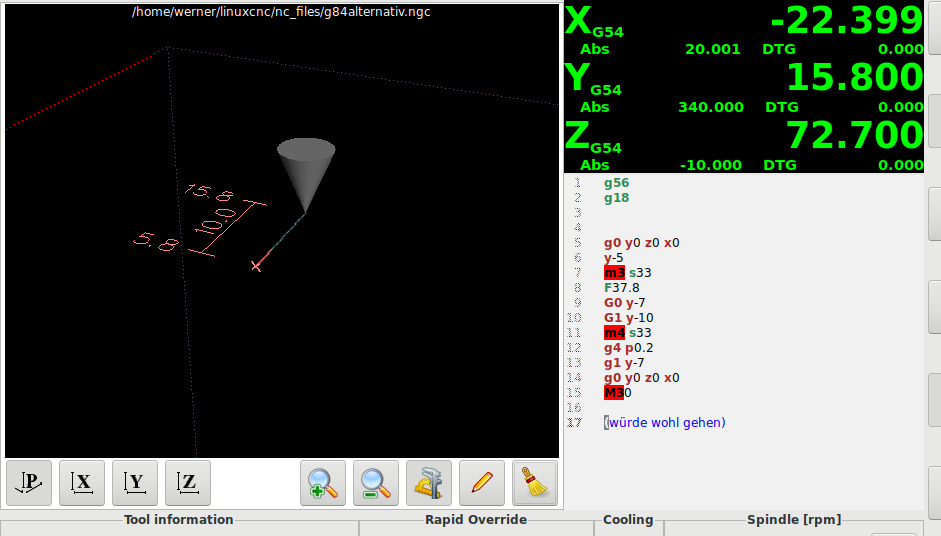
or i write the cycle manually...
Replied by DoWerna on topic G18 Plane and G84
G17 works
G18 not
what i m doing wrong?
or i write the cycle manually...
Attachments:
Last edit: 05 Oct 2021 14:21 by DoWerna.
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 533
- Thank you received: 235
05 Oct 2021 15:57 #222285
by MaHa
Replied by MaHa on topic G18 Plane and G84
If you look at machine configurations, you are limited to machining in Z direction for boring cycles. If you can do a separate config for horizontal machining, just swapping Y and Z configuration.
Otherwise, there is 'spindle synchronized motion with return' G33.1 with machining axis selectable.
Otherwise, there is 'spindle synchronized motion with return' G33.1 with machining axis selectable.
The following user(s) said Thank You: DoWerna
Please Log in or Create an account to join the conversation.
- DoWerna
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 185
- Thank you received: 57
05 Oct 2021 16:22 #222287
by DoWerna
Replied by DoWerna on topic G18 Plane and G84
g33 is not an option (yet) because I don't have an encoder on the spindle.
Ok so all (?) drilling cycles work only in G17?
Is now also no big deal, just wanted to know if I did something wrong or it simply not implemented
Ok so all (?) drilling cycles work only in G17?
Is now also no big deal, just wanted to know if I did something wrong or it simply not implemented
Please Log in or Create an account to join the conversation.
Time to create page: 0.642 seconds