- LinuxCNC
- General LinuxCNC Questions
- How can I modify G76 to make it actually useful for internal threading?
How can I modify G76 to make it actually useful for internal threading?
- radom
- Offline
- Senior Member
-

Less
More
- Posts: 64
- Thank you received: 8
26 Feb 2022 17:56 #235855
by radom
How can I modify G76 to make it actually useful for internal threading? was created by radom
Is it possible to modify G76 so it actually stays on the drive line when doing retract path?
I have been using G33 for internal threading ever since because with G76 with every cutting pass you end up retracting further away for the driveline, so when you have small clearance between tool holder and bore diameter you end up running tool holder into the work after few retract passes
so now for whatever reason I want to use G76, can I modify source code to make that work properly?
I have been using G33 for internal threading ever since because with G76 with every cutting pass you end up retracting further away for the driveline, so when you have small clearance between tool holder and bore diameter you end up running tool holder into the work after few retract passes
so now for whatever reason I want to use G76, can I modify source code to make that work properly?
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-

Less
More
- Posts: 2204
- Thank you received: 486
26 Feb 2022 20:02 #235866
by Clive S
If you can post the code As I can check it on my lathe.
I don't see any problems with G76.
Replied by Clive S on topic How can I modify G76 to make it actually useful for internal threading?
Is it possible to modify G76 so it actually stays on the drive line when doing retract path?
I have been using G33 for internal threading ever since because with G76 with every cutting pass you end up retracting further away for the driveline, so when you have small clearance between tool holder and bore diameter you end up running tool holder into the work after few retract passes
so now for whatever reason I want to use G76, can I modify source code to make that work properly?
If you can post the code As I can check it on my lathe.
I don't see any problems with G76.
Please Log in or Create an account to join the conversation.
- radom
- Offline
- Senior Member
-
Less
More
- Posts: 64
- Thank you received: 8
27 Feb 2022 10:27 #235900
by radom
Replied by radom on topic How can I modify G76 to make it actually useful for internal threading?
linuxcnc 2.8.2
TR40x10 thread,
30mm bore
G7 G21
g0 x30 z0
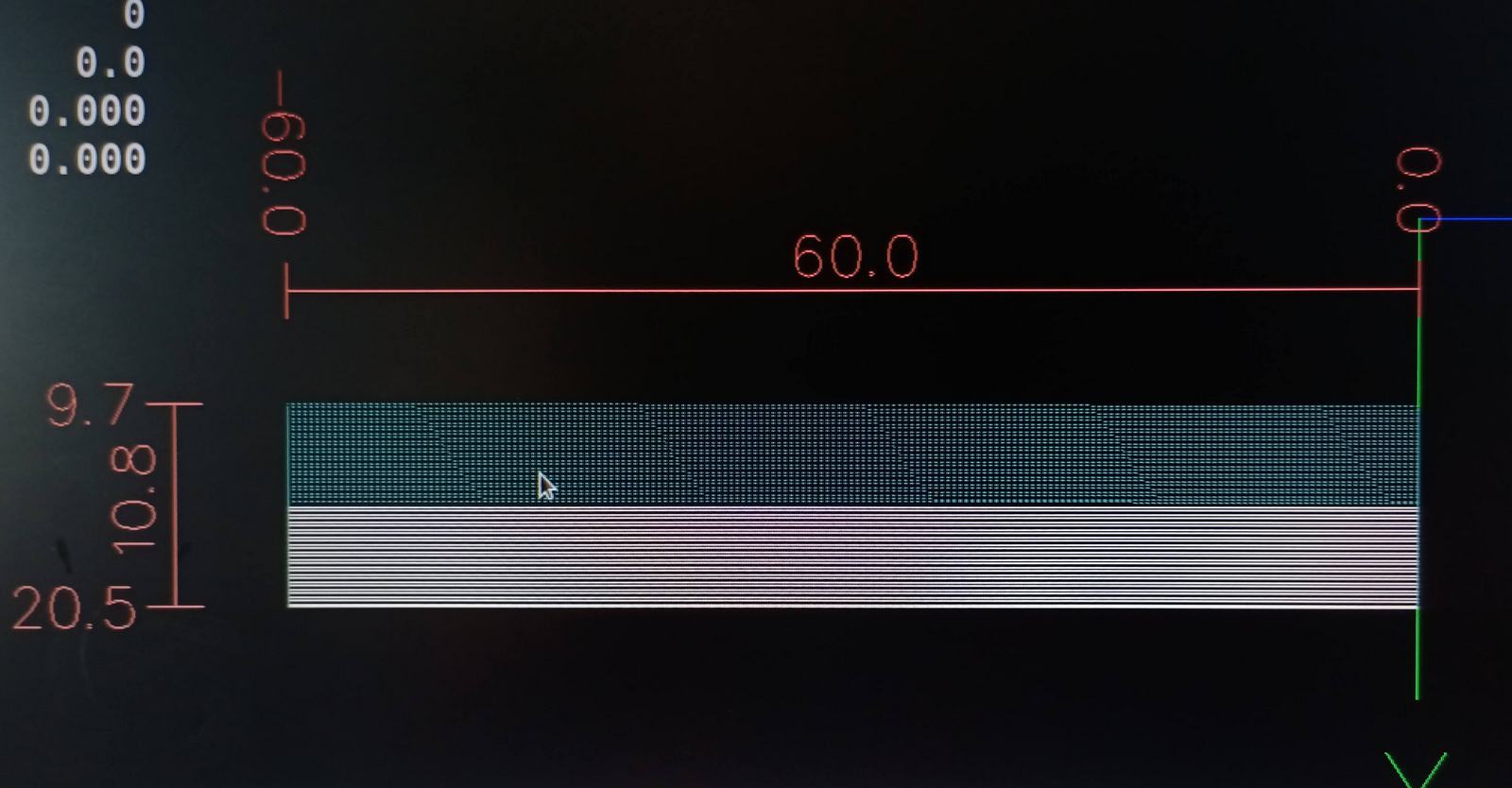
g76 p10 z-60 i0.1 j0.4 k11
screenshot
goes 5.5mm into the cut per side and almost the same amount over driveline on the retract
TR40x10 thread,
30mm bore
G7 G21
g0 x30 z0
g76 p10 z-60 i0.1 j0.4 k11
screenshot
goes 5.5mm into the cut per side and almost the same amount over driveline on the retract
Attachments:
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
27 Feb 2022 18:24 #235937
by Clive S
Replied by Clive S on topic How can I modify G76 to make it actually useful for internal threading?
Re:-
g76 p10 z-60 i0.1 j0.4 k11
I think it should be G76 P10 Z-60 I-0.1 J0.4 K10
Figure 3. G76 Threading
g76 p10 z-60 i0.1 j0.4 k11
I think it should be G76 P10 Z-60 I-0.1 J0.4 K10
Figure 3. G76 Threading
- Drive Line - A line through the initial X position parallel to the Z.
- P- - The thread pitch in distance per revolution.
- Z- - The final position of threads. At the end of the cycle the tool will be at this Z position.
- I- - The thread peak offset from the drive line. Negative I values are external threads, and positive I values are internal threads. Generally the material has been turned to this size before the G76 cycle.
- J- - A positive value specifying the initial cut depth. The first threading cut will be J beyond the thread peak position.
- K- - A positive value specifying the full thread depth. The final threading cut will be K beyond the thread peak position.
Please Log in or Create an account to join the conversation.
- radom
- Offline
- Senior Member
-
Less
More
- Posts: 64
- Thank you received: 8
27 Feb 2022 18:47 #235941
by radom
Replied by radom on topic How can I modify G76 to make it actually useful for internal threading?
no, I'm cutting internal thread
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17999
- Thank you received: 5285
27 Feb 2022 23:20 #235956
by PCW
Replied by PCW on topic How can I modify G76 to make it actually useful for internal threading?
I may not understand but I think the retract drive line is moved
parallel to the cut driveline to equalize the sync time available
before the tool starts cutting.
parallel to the cut driveline to equalize the sync time available
before the tool starts cutting.
Please Log in or Create an account to join the conversation.
- radom
- Offline
- Senior Member
-
Less
More
- Posts: 64
- Thank you received: 8
28 Feb 2022 08:16 #235995
by radom
Replied by radom on topic How can I modify G76 to make it actually useful for internal threading?
Ok I found solution for my problem,
11 years ago
www.mail-archive.com/emc-developers@list...ge.net/msg04863.html
now only if I knew how to recompile the source
11 years ago
www.mail-archive.com/emc-developers@list...ge.net/msg04863.html
now only if I knew how to recompile the source
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21768
- Thank you received: 7440
28 Feb 2022 10:23 #236000
by tommylight
Replied by tommylight on topic How can I modify G76 to make it actually useful for internal threading?
It should be on the documents page, getting LinuxCNC or the likes, look for run in place.
Sorry, on the phone so not much help.
Sorry, on the phone so not much help.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
28 Feb 2022 11:47 #236007
by Clive S
Thank you I did not know it was doing that as I do not do much internal threading with tight bore.
Please post the answer here if you can.
Replied by Clive S on topic How can I modify G76 to make it actually useful for internal threading?
Ok I found solution for my problem,
11 years ago
www.mail-archive.com/emc-developers@list...ge.net/msg04863.html
now only if I knew how to recompile the source
Thank you I did not know it was doing that as I do not do much internal threading with tight bore.
Please post the answer here if you can.
Please Log in or Create an account to join the conversation.
- radom
- Offline
- Senior Member
-
Less
More
- Posts: 64
- Thank you received: 8
01 Mar 2022 11:25 #236092
by radom
Replied by radom on topic How can I modify G76 to make it actually useful for internal threading?
took me awhile to compile run-in-place build but I finally got it
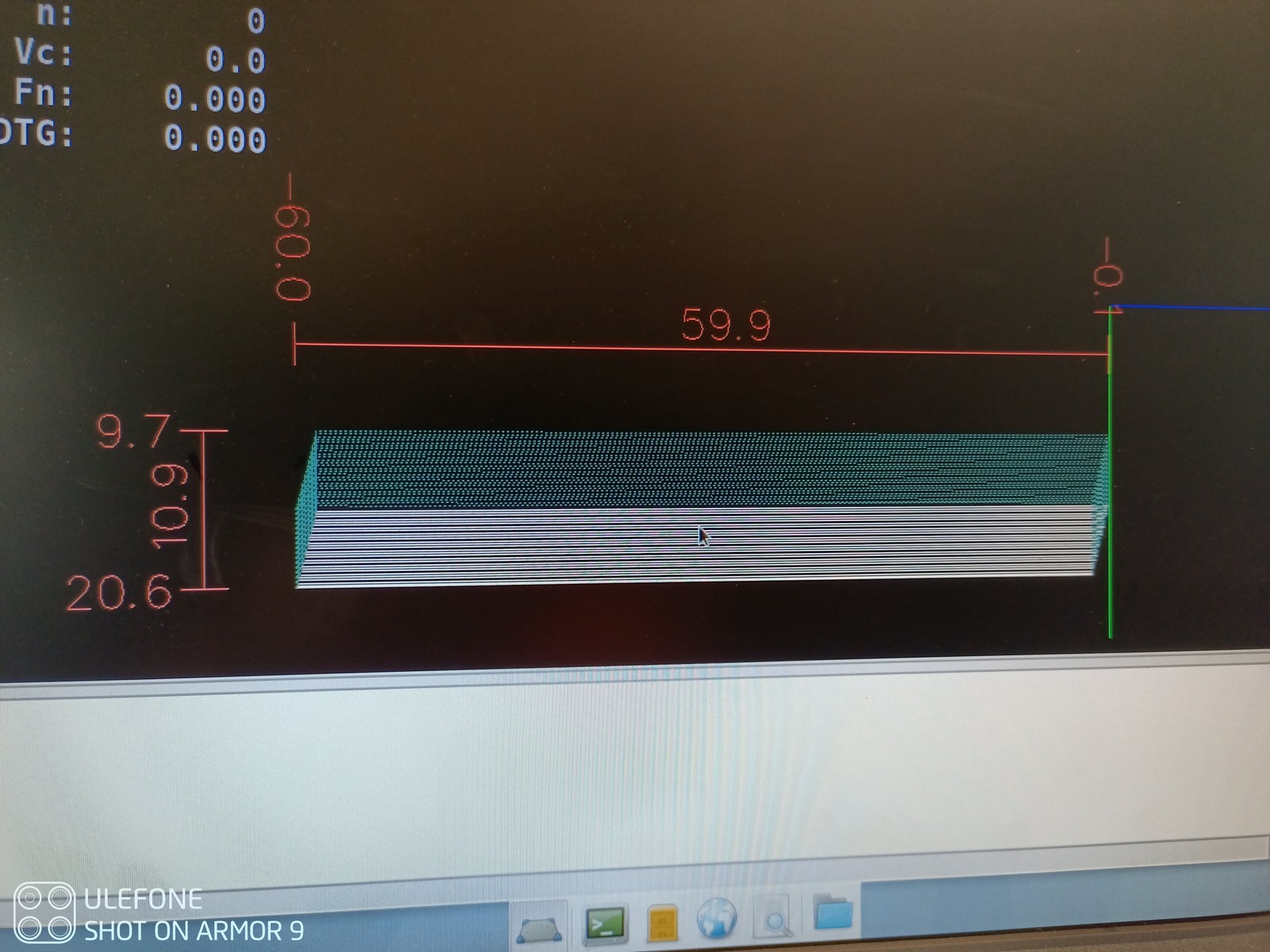
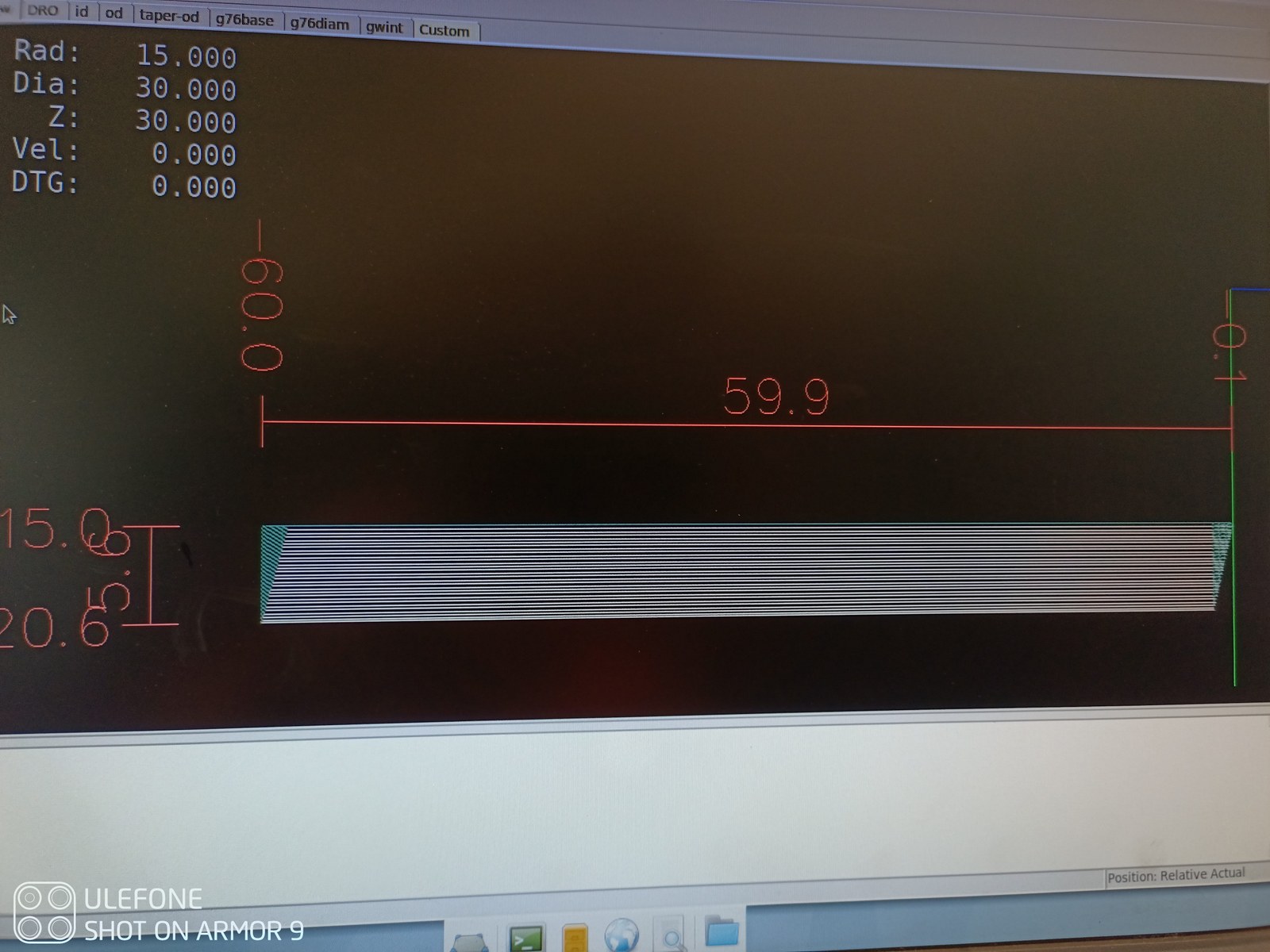
G76 P10 Z-60 I0.1 J0.4 Q14.5 K11
still don't understand what's the point of this safe_x+depth-end_depth
before and after
G76 P10 Z-60 I0.1 J0.4 Q14.5 K11
still don't understand what's the point of this safe_x+depth-end_depth
before and after
Attachments:
Please Log in or Create an account to join the conversation.
- LinuxCNC
- General LinuxCNC Questions
- How can I modify G76 to make it actually useful for internal threading?
Time to create page: 0.143 seconds