G-Code Fehler in axis.ngc
- klamos
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 30
- Thank you received: 0
14 May 2022 05:32 - 14 May 2022 05:38 #242939
by klamos
HAllo! Ich habe einen dynamischen Werkzeugwechsel eingerichtet und bekomme beim Start von der Maschine die erste G.Code Fehlermeldung und wenn ich mit ok bestätige, startet wohl die Maschine. Wenn ich eine G-Code Datei importiere kommt die 2. Fehlermeldung. Hat jemand eine Idee, was die Lösung sein könnte. Antwort bitte in Deutsch! Danke!
G-Code Fehler in axis.ngc was created by klamos
HAllo! Ich habe einen dynamischen Werkzeugwechsel eingerichtet und bekomme beim Start von der Maschine die erste G.Code Fehlermeldung und wenn ich mit ok bestätige, startet wohl die Maschine. Wenn ich eine G-Code Datei importiere kommt die 2. Fehlermeldung. Hat jemand eine Idee, was die Lösung sein könnte. Antwort bitte in Deutsch! Danke!
Attachments:
Last edit: 14 May 2022 05:38 by klamos.
Please Log in or Create an account to join the conversation.
- mgm
-

- Offline
- Elite Member
-

Less
More
- Posts: 210
- Thank you received: 13
14 May 2022 06:26 - 14 May 2022 06:44 #242941
by mgm
Replied by mgm on topic G-Code Fehler in axis.ngc
Hallo Klaus,
Lass doch mal die beiden Dateien sehen!
Habe gerade im Deutschen Teil einen. ähnlichen Eintrag von Dir gelesen.
Lass mal Deine ini Datei sehen!
Lass doch mal die beiden Dateien sehen!
Habe gerade im Deutschen Teil einen. ähnlichen Eintrag von Dir gelesen.
Lass mal Deine ini Datei sehen!
Last edit: 14 May 2022 06:44 by mgm.
Please Log in or Create an account to join the conversation.
- klamos
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
14 May 2022 14:08 - 14 May 2022 14:10 #242951
by klamos
Replied by klamos on topic G-Code Fehler in axis.ngc
Hallo! Danke für deine Antwort:
Das sind die beiden Dateien, Vielleicht kannst du etwas finden.
Beste Grüße
Klamos
Das sind die beiden Dateien, Vielleicht kannst du etwas finden.
Beste Grüße
Klamos
Last edit: 14 May 2022 14:10 by klamos.
Please Log in or Create an account to join the conversation.
- mgm
-
- Offline
- Elite Member
-
Less
More
- Posts: 210
- Thank you received: 13
15 May 2022 09:22 #243009
by mgm
Replied by mgm on topic G-Code Fehler in axis.ngc
Hallo Klaus,
Kannst Du auch noch Deine „ini“ Datei hier einstellen !
Gruß Michael
Kannst Du auch noch Deine „ini“ Datei hier einstellen !
Gruß Michael
Please Log in or Create an account to join the conversation.
- klamos
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
16 May 2022 07:53 #243068
by klamos
Replied by klamos on topic G-Code Fehler in axis.ngc
Hallo Michael!
Anbei sende ich dir die ini Datei. Vielleicht kannst du etwas finden, was mir weiterhilft. Wenn ich diesen Eintrag in
[RS274NGC] auskommentiere REMAP=M6 modalgroup=6 ngc=messen
dann erscheint der Fehler nicht mehr.
Danke!
Klaus
# Erstellt von PNCconf am Sun Jun 6 21:00:51 2021
# Using LinuxCNC version: 2.8
# Änderungen an dieser Datei werden beim nächsten
# overwritten when you run PNCconf again
[EMC]
MACHINE = Erika
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = axis
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.000000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/klaus/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 25.000000
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
EMBED_TAB_NAME=Probe-Antasten
EMBED_TAB_COMMAND=halcmd loadusr -Wn gladevcp gladevcp -c gladevcp -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
REMAP=M6 modalgroup=6 ngc=messen
FEATURES=30
SUBROUTINE_PATH = macros
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 600
# Absolute coordinates of the toolsensor pad
x = 280
y = 188
# Absolute Z start search coordinates
Z = -50
# Maximum search distance and direction (sign)
MAXPROBE =-50
# Speed of movements during working in Probe Screen
[CHANGE_POSITION]
# Abs coordinates tool change point
x = 280
y = 138
z = -50
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
SERVO_PERIOD = 1000000
[HMOT]
CARD0=hm2_7i76e.0
[HAL]
HALUI = halui
HALFILE = Erika.hal
HALFILE = custom.hal
POSTGUI_HALFILE = postgui_call_list.hal
SHUTDOWN = shutdown.hal
HALFILE = chinahandrad.hal
[HALUI]
MDI_COMMAND = G10 L20 P0 X0 ( Set X to zero )
MDI_COMMAND = G10 L20 P0 Y0 ( Set Y to zero )
MDI_COMMAND = G10 L20 P0 Z0 ( Set Z to zero )
MDI_COMMAND = G10 L20 P0 A0 ( Set A to zero )
MDI_COMMAND=(debug,macro0) # this one is for numbering but not used by pendant (need 1 to 16)
MDI_COMMAND=(debug,macro1)
MDI_COMMAND=(debug,macro2)
MDI_COMMAND=(debug,macro3)
MDI_COMMAND=(debug,macro4)
MDI_COMMAND=(debug,macro5)
MDI_COMMAND=(debug,macro6)
MDI_COMMAND=(debug,macro7)
MDI_COMMAND=(debug,macro8)
MDI_COMMAND=(debug,macro9)
MDI_COMMAND=(debug,macro10)
MDI_COMMAND=(debug,macro11)
MDI_COMMAND=(debug,macro12)
MDI_COMMAND=(debug,macro13)
MDI_COMMAND=(debug,macro14)
MDI_COMMAND=(debug,macro15)
MDI_COMMAND=(debug,macro16)
[KINS]
JOINTS = 4
KINEMATICS = trivkins coordinates=XYZA
[TRAJ]
COORDINATES = XYZA
MAX_ANGULAR_VELOCITY = 360.00
DEFAULT_ANGULAR_VELOCITY = 36.00
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 2.00
MAX_LINEAR_VELOCITY = 20.00
POSITION_FILE = position.txt
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_WITH_SPINDLE_ON = 1
TOOL_CHANGE_QUILL_UP = 1
RANDOM_TOOLCHANGER = 1
#******************************************
[AXIS_X]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 800.0
MIN_LIMIT = -0.01
MAX_LIMIT = 280.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 25
STEPGEN_MAXACCEL = 750
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = -800
MIN_LIMIT = -0.01
MAX_LIMIT = 280.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 3.333333
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 1
#******************************************
#******************************************
[AXIS_Y]
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
MIN_LIMIT = -220.01
MAX_LIMIT = 0.01
[JOINT_1]
TYPE = LINEAR
HOME = -220.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 25
STEPGEN_MAXACCEL = 750
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 800
MIN_LIMIT = -220.01
MAX_LIMIT = 0.01
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -3.333333
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 2
#******************************************
#******************************************
[AXIS_Z]
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
MIN_LIMIT = -115.0
MAX_LIMIT = 0.01
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 25
STEPGEN_MAXACCEL = 750
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 800
MIN_LIMIT = -115.0
MAX_LIMIT = 0.01
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -3.333333
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 0
#******************************************
#******************************************
[AXIS_A]
MAX_VELOCITY = 360.0
MAX_ACCELERATION = 1200.0
MIN_LIMIT = -36000.0
MAX_LIMIT = 36000.0
[JOINT_3]
TYPE = ANGULAR
HOME = 0.0
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 360.0
MAX_ACCELERATION = 1200.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 450
STEPGEN_MAXACCEL = 1500
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 26.6667
MIN_LIMIT = -36000.0
MAX_LIMIT = 36000.0
HOME_OFFSET = 0.0
HOME_SEQUENCE = 3
#******************************************
[SPINDLE_0]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 2000
Anbei sende ich dir die ini Datei. Vielleicht kannst du etwas finden, was mir weiterhilft. Wenn ich diesen Eintrag in
[RS274NGC] auskommentiere REMAP=M6 modalgroup=6 ngc=messen
dann erscheint der Fehler nicht mehr.
Danke!
Klaus
# Erstellt von PNCconf am Sun Jun 6 21:00:51 2021
# Using LinuxCNC version: 2.8
# Änderungen an dieser Datei werden beim nächsten
# overwritten when you run PNCconf again
[EMC]
MACHINE = Erika
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = axis
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.000000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/klaus/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 25.000000
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
EMBED_TAB_NAME=Probe-Antasten
EMBED_TAB_COMMAND=halcmd loadusr -Wn gladevcp gladevcp -c gladevcp -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
REMAP=M6 modalgroup=6 ngc=messen
FEATURES=30
SUBROUTINE_PATH = macros
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 600
# Absolute coordinates of the toolsensor pad
x = 280
y = 188
# Absolute Z start search coordinates
Z = -50
# Maximum search distance and direction (sign)
MAXPROBE =-50
# Speed of movements during working in Probe Screen
[CHANGE_POSITION]
# Abs coordinates tool change point
x = 280
y = 138
z = -50
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
SERVO_PERIOD = 1000000
[HMOT]
CARD0=hm2_7i76e.0
[HAL]
HALUI = halui
HALFILE = Erika.hal
HALFILE = custom.hal
POSTGUI_HALFILE = postgui_call_list.hal
SHUTDOWN = shutdown.hal
HALFILE = chinahandrad.hal
[HALUI]
MDI_COMMAND = G10 L20 P0 X0 ( Set X to zero )
MDI_COMMAND = G10 L20 P0 Y0 ( Set Y to zero )
MDI_COMMAND = G10 L20 P0 Z0 ( Set Z to zero )
MDI_COMMAND = G10 L20 P0 A0 ( Set A to zero )
MDI_COMMAND=(debug,macro0) # this one is for numbering but not used by pendant (need 1 to 16)
MDI_COMMAND=(debug,macro1)
MDI_COMMAND=(debug,macro2)
MDI_COMMAND=(debug,macro3)
MDI_COMMAND=(debug,macro4)
MDI_COMMAND=(debug,macro5)
MDI_COMMAND=(debug,macro6)
MDI_COMMAND=(debug,macro7)
MDI_COMMAND=(debug,macro8)
MDI_COMMAND=(debug,macro9)
MDI_COMMAND=(debug,macro10)
MDI_COMMAND=(debug,macro11)
MDI_COMMAND=(debug,macro12)
MDI_COMMAND=(debug,macro13)
MDI_COMMAND=(debug,macro14)
MDI_COMMAND=(debug,macro15)
MDI_COMMAND=(debug,macro16)
[KINS]
JOINTS = 4
KINEMATICS = trivkins coordinates=XYZA
[TRAJ]
COORDINATES = XYZA
MAX_ANGULAR_VELOCITY = 360.00
DEFAULT_ANGULAR_VELOCITY = 36.00
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 2.00
MAX_LINEAR_VELOCITY = 20.00
POSITION_FILE = position.txt
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_WITH_SPINDLE_ON = 1
TOOL_CHANGE_QUILL_UP = 1
RANDOM_TOOLCHANGER = 1
#******************************************
[AXIS_X]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 800.0
MIN_LIMIT = -0.01
MAX_LIMIT = 280.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 25
STEPGEN_MAXACCEL = 750
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = -800
MIN_LIMIT = -0.01
MAX_LIMIT = 280.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 3.333333
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 1
#******************************************
#******************************************
[AXIS_Y]
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
MIN_LIMIT = -220.01
MAX_LIMIT = 0.01
[JOINT_1]
TYPE = LINEAR
HOME = -220.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 25
STEPGEN_MAXACCEL = 750
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 800
MIN_LIMIT = -220.01
MAX_LIMIT = 0.01
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -3.333333
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 2
#******************************************
#******************************************
[AXIS_Z]
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
MIN_LIMIT = -115.0
MAX_LIMIT = 0.01
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 600.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 25
STEPGEN_MAXACCEL = 750
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 800
MIN_LIMIT = -115.0
MAX_LIMIT = 0.01
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -3.333333
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 0
#******************************************
#******************************************
[AXIS_A]
MAX_VELOCITY = 360.0
MAX_ACCELERATION = 1200.0
MIN_LIMIT = -36000.0
MAX_LIMIT = 36000.0
[JOINT_3]
TYPE = ANGULAR
HOME = 0.0
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 360.0
MAX_ACCELERATION = 1200.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 450
STEPGEN_MAXACCEL = 1500
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 26.6667
MIN_LIMIT = -36000.0
MAX_LIMIT = 36000.0
HOME_OFFSET = 0.0
HOME_SEQUENCE = 3
#******************************************
[SPINDLE_0]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 2000
Please Log in or Create an account to join the conversation.
- mgm
-
- Offline
- Elite Member
-
Less
More
- Posts: 210
- Thank you received: 13
16 May 2022 09:54 - 16 May 2022 09:57 #243073
by mgm
Replied by mgm on topic G-Code Fehler in axis.ngc
Hallo Klaus,
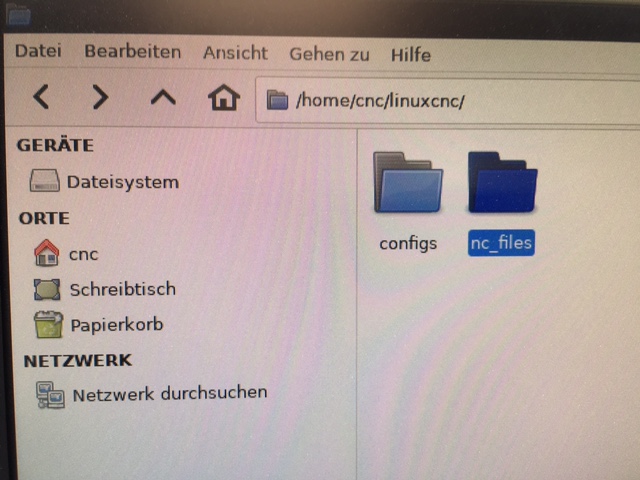
Du solltest neben dem ordner "configs" noch einen Ordner "nc_flies" haben.
Wenn Du
SUBROUTINE_PATH = macros
so in der ini eingetragen hast muss der Ordner "macros" mit der Datei "messen.ngc" in den Ordner "nc_files" eingetragen sein. Denn nur da sucht LCNC danach.
Im Ordner "nc_files" befinden sich normaler weise auch alle Fräsprogramme!
Hello Klaus,
You should have a folder "nc_flies" next to the folder "configs".
If you have
SUBROUTINE_PATH = macros
in the ini the file "messen.ngc" must be in the folder "nc_files". Because only there LCNC searches for it.
In the folder "nc_files" are normally also all milling programs!
Michael
Du solltest neben dem ordner "configs" noch einen Ordner "nc_flies" haben.
Wenn Du
SUBROUTINE_PATH = macros
so in der ini eingetragen hast muss der Ordner "macros" mit der Datei "messen.ngc" in den Ordner "nc_files" eingetragen sein. Denn nur da sucht LCNC danach.
Im Ordner "nc_files" befinden sich normaler weise auch alle Fräsprogramme!
Hello Klaus,
You should have a folder "nc_flies" next to the folder "configs".
If you have
SUBROUTINE_PATH = macros
in the ini the file "messen.ngc" must be in the folder "nc_files". Because only there LCNC searches for it.
In the folder "nc_files" are normally also all milling programs!
Michael
Attachments:
Last edit: 16 May 2022 09:57 by mgm.
Please Log in or Create an account to join the conversation.
- mgm
-
- Offline
- Elite Member
-
Less
More
- Posts: 210
- Thank you received: 13
18 May 2022 18:23 #243290
by mgm
Replied by mgm on topic G-Code Fehler in axis.ngc
Und Fehler behoben?
Defect solved?
Defect solved?
Please Log in or Create an account to join the conversation.
- klamos
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 0
21 May 2022 09:41 #243467
by klamos
Replied by klamos on topic G-Code Fehler in axis.ngc
Danke Michael! Habe ich gemacht. Der Fehler lag am fehlenden % Zeichen am Beginn und Ende das Werkzeugwechsel G-Code Jobs
LG Klaus
LG Klaus
Please Log in or Create an account to join the conversation.
Time to create page: 0.422 seconds