Machine stall after tool length probing
- d2inventory
- Offline
- Senior Member
-

Less
More
- Posts: 41
- Thank you received: 10
21 Sep 2022 12:25 #252501
by d2inventory
Machine stall after tool length probing was created by d2inventory
Hi everyone
Sometimes the machine stalls when probing the tool length. Usually at the start of a program which is good so I can just rerun everything and it will be fine. But I kinda wanna know why this happens so I can trust the machine again
This is what I do:
Use MDI (or ngc program) to issue an "T1 M6" command
This calls the tool length measuring macro "messen.ngc"
I added some debug lines to see where exactly the program stalls.
1, 2, 3 -> stall
So the machine is stuck @ line 34 "G1 Z2.5 F500 (frei fahren)"
What is confusing me is when I check the machine status
It tells me the command is: "G38.2 Z-10 F25 (messen fein)"
But the debug message "4" never shows which is before that command.
Also the status shows "current_line 34" which would be a different command (the one above).
Could it be that the probe is jumpy and that is cancelling line 34?
Is there a way can see if it stalled because of a bouncy probe?
(I'm using debouncing in hal already with a value of 3)
Sometimes the machine stalls when probing the tool length. Usually at the start of a program which is good so I can just rerun everything and it will be fine. But I kinda wanna know why this happens so I can trust the machine again
This is what I do:
Use MDI (or ngc program) to issue an "T1 M6" command
This calls the tool length measuring macro "messen.ngc"
I added some debug lines to see where exactly the program stalls.
1, 2, 3 -> stall
So the machine is stuck @ line 34 "G1 Z2.5 F500 (frei fahren)"
What is confusing me is when I check the machine status
It tells me the command is: "G38.2 Z-10 F25 (messen fein)"
But the debug message "4" never shows which is before that command.
Also the status shows "current_line 34" which would be a different command (the one above).
Could it be that the probe is jumpy and that is cancelling line 34?
Is there a way can see if it stalled because of a bouncy probe?
(I'm using debouncing in hal already with a value of 3)
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
01 Oct 2022 16:37 #253188
by andypugh
Replied by andypugh on topic Machine stall after tool length probing
It's intriguing to read the rest of the output. It looks like execution is actually stalled at
And the reason that you see the numbers is:
To find where the system _really_ is you could try using an M67 command and watch the output with a halmeter.
Though that doesn't really explain why the code should stall at the probe move. Is it possible that spindle-at speed is false, or feed-hold or adaptive feed are set to zero?
motion_line 30And the reason that you see the numbers is:
read_line 36To find where the system _really_ is you could try using an M67 command and watch the output with a halmeter.
Though that doesn't really explain why the code should stall at the probe move. Is it possible that spindle-at speed is false, or feed-hold or adaptive feed are set to zero?
Please Log in or Create an account to join the conversation.
- Boaschti
- Offline
- Junior Member
-

Less
More
- Posts: 23
- Thank you received: 2
26 Feb 2023 20:22 #265436
by Boaschti
Replied by Boaschti on topic Machine stall after tool length probing
Hi,
I have the same problem with the same file (except positions).
I could create a minimal example to reproduce this behavior. My code stuck in line 21 exactly when probe is touched.
see here: .
I will check your listed pins. spindle-at-speed is definitly low.
I have the same problem with the same file (except positions).
I could create a minimal example to reproduce this behavior. My code stuck in line 21 exactly when probe is touched.
see here: .
I will check your listed pins. spindle-at-speed is definitly low.
Attachments:
Please Log in or Create an account to join the conversation.
- Boaschti
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
02 Mar 2023 16:15 #265725
by Boaschti
Replied by Boaschti on topic Machine stall after tool length probing
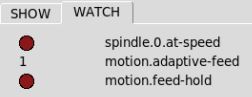
These are my signals at all G38.2 moves I do in upper .ngc file.
Any Idea?
Any Idea?
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
03 Mar 2023 15:02 #265781
by andypugh
Replied by andypugh on topic Machine stall after tool length probing
LinuxCNC will wait at any feed move (G1, G2, G3) if spindle.0.at-speed is false (as it is here. Slightly confusingly Halshow has dark red for false and yellow for true)
It is usual for spindle.0.at-speed to be driven true if the spindle speed is zero (and commanded to be zero) so you need to look at the HAL logic driving that pin.
It is usual for spindle.0.at-speed to be driven true if the spindle speed is zero (and commanded to be zero) so you need to look at the HAL logic driving that pin.
Please Log in or Create an account to join the conversation.
- Boaschti
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
03 Mar 2023 17:31 #265787
by Boaschti
Replied by Boaschti on topic Machine stall after tool length probing
I set the spindle-at-speed 5 seconds after spindle relay is set.
And I reset the spindle-at-speed when spindle relay is not set.
LinuxCNC waits these 5s if there is a G0, G1 after M3, that is correct.
Does it make sense, setting spindle-at-speed in probing mode although spindle is not running? During probing the spindle must not run.
Why the first G38.2 in my test file are working? spindle-at-speed is here also false.
And I reset the spindle-at-speed when spindle relay is not set.
LinuxCNC waits these 5s if there is a G0, G1 after M3, that is correct.
Does it make sense, setting spindle-at-speed in probing mode although spindle is not running? During probing the spindle must not run.
Why the first G38.2 in my test file are working? spindle-at-speed is here also false.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
03 Mar 2023 17:50 #265790
by andypugh
Replied by andypugh on topic Machine stall after tool length probing
Yes, because you generally want to prevent moves if the spindle has been stopped but is still spinning.
I don't think that spindle-at-speed blocks G38.x moves (though I think it probably should). So I would guess that your code is stopping at the first G1.
You do have the option of setting at-speed permanently true if you don't actually have any spindle speed feedback.
But, otherwise, if you are using a timer, then it should be true 5s after spindle on and 5s (or maybe more) after off.
I don't think that spindle-at-speed blocks G38.x moves (though I think it probably should). So I would guess that your code is stopping at the first G1.
You do have the option of setting at-speed permanently true if you don't actually have any spindle speed feedback.
But, otherwise, if you are using a timer, then it should be true 5s after spindle on and 5s (or maybe more) after off.
Please Log in or Create an account to join the conversation.
- Boaschti
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
03 Mar 2023 18:02 #265792
by Boaschti
Replied by Boaschti on topic Machine stall after tool length probing
I tested following file:
I wanted to test a G1 after a M3 command to force a wait for spindle-at-speed.
LinuxCNC stuck in Line 16.
Very strange.
I wanted to test a G1 after a M3 command to force a wait for spindle-at-speed.
LinuxCNC stuck in Line 16.
Very strange.
Attachments:
Please Log in or Create an account to join the conversation.
- Boaschti
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
03 Mar 2023 18:27 #265797
by Boaschti
Replied by Boaschti on topic Machine stall after tool length probing
Hm ok.
I need the feature that LCNC waits 5s until spindle relay switched on because the spindle has a external lock to prevent my fingers...
So how I have to configure it?
actual config:
relay-rrk-feedback => ladder timer TON 5s => spindle-at-speed
is this a solution:
on rising edge spindle.0.forward then reset ladder timer and spindle-at-speed then wait 5s and set spindle-at-speed
in hope that ther is no race condition.
But general I don't understand: If a M5 command was fired, why lcnc want to wait everywhere?
I need the feature that LCNC waits 5s until spindle relay switched on because the spindle has a external lock to prevent my fingers...
So how I have to configure it?
actual config:
relay-rrk-feedback => ladder timer TON 5s => spindle-at-speed
is this a solution:
on rising edge spindle.0.forward then reset ladder timer and spindle-at-speed then wait 5s and set spindle-at-speed
in hope that ther is no race condition.
But general I don't understand: If a M5 command was fired, why lcnc want to wait everywhere?
Please Log in or Create an account to join the conversation.
- Boaschti
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
04 Mar 2023 10:14 #265831
by Boaschti
Replied by Boaschti on topic Machine stall after tool length probing
test_tasten.ngc works with G0 instead of G1.
Please Log in or Create an account to join the conversation.
Time to create page: 0.180 seconds