how to do automatic tool change in linuxcnc?
- michelmorad2
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 0
26 Jan 2023 12:19 #262930
by michelmorad2
how to do automatic tool change in linuxcnc? was created by michelmorad2
I was dealing with Mach 3 and I wanted to switch to Linuxcnc, but I have a problem, which is converting the tool changer from manual to automatic. In the Mach 3 program, a macro file is placed and the commands for the automatic tool changer are in it. The question is how can I do it in Linuxcnc.
can any one help me .
can any one help me .
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-

Less
More
- Posts: 233
- Thank you received: 31
26 Jan 2023 12:36 #262931
by CNC_ANDI
Replied by CNC_ANDI on topic how to do automatic tool change in linuxcnc?
Please Log in or Create an account to join the conversation.
- michelmorad2
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
26 Jan 2023 12:47 - 26 Jan 2023 12:49 #262932
by michelmorad2
Replied by michelmorad2 on topic how to do automatic tool change in linuxcnc?
thank you , but i have alathe machine not mill , how i can do it with lathe machine
Last edit: 26 Jan 2023 12:49 by michelmorad2.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21627
- Thank you received: 7384
26 Jan 2023 12:51 #262934
by tommylight
Replied by tommylight on topic how to do automatic tool change in linuxcnc?
More info, pictures, video, anything...
Please Log in or Create an account to join the conversation.
- JT
-

- Away
- Administrator
-

Less
More
- Posts: 1091
- Thank you received: 581
26 Jan 2023 12:57 #262935
by JT
Replied by JT on topic how to do automatic tool change in linuxcnc?
Please Log in or Create an account to join the conversation.
- michelmorad2
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
26 Jan 2023 12:59 #262936
by michelmorad2
Replied by michelmorad2 on topic how to do automatic tool change in linuxcnc?
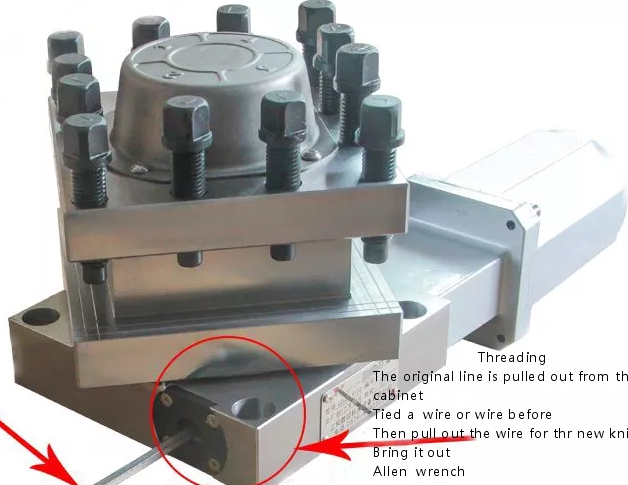
this is my tool changer in linuxcnc when i want to change the tool , (m6 t2) e.x. i need the programme do it automatically with my tool
Attachments:
Please Log in or Create an account to join the conversation.
- michelmorad2
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
26 Jan 2023 13:01 #262937
by michelmorad2
Replied by michelmorad2 on topic how to do automatic tool change in linuxcnc?
can you explain how. pls
Please Log in or Create an account to join the conversation.
- jimwhiting
- Offline
- Junior Member
-

Less
More
- Posts: 35
- Thank you received: 6
01 Feb 2023 11:22 #263434
by jimwhiting
Replied by jimwhiting on topic how to do automatic tool change in linuxcnc?
It might help if you post the mach3 macro so people can see what that does.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
02 Feb 2023 23:58 #263557
by andypugh
Replied by andypugh on topic how to do automatic tool change in linuxcnc?
There are lots of ways to control a toolchanger. The carousel HAL component can help, but that only handles the position feedback and toolchanger rotation, it doesn't include any axis moves or clamp/unclamp operations.
The most flexible way to handle those aspects is with a G-code subroutine. G-code is a pretty clunky programming language, but it makes it easy to incorporate axis moves etc.
So, basically, you end up writing a routine in G-code to do the same as your Mach3 macro.
It is also possible to do it in Python, if you prefer.
Classicladder is another popular option, but it is hard to incorporate axis movements if using that approach.
The most flexible way to handle those aspects is with a G-code subroutine. G-code is a pretty clunky programming language, but it makes it easy to incorporate axis moves etc.
So, basically, you end up writing a routine in G-code to do the same as your Mach3 macro.
It is also possible to do it in Python, if you prefer.
Classicladder is another popular option, but it is hard to incorporate axis movements if using that approach.
Please Log in or Create an account to join the conversation.
- michelmorad2
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
14 Feb 2023 11:44 #264499
by michelmorad2
Replied by michelmorad2 on topic how to do automatic tool change in linuxcnc?
this is my macro in mach3
how i can do it with g-code or python ?
tool = GetSelectedTool()
If tool=1 Then
activatesignal(output1)
While isactive(input1)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 1 Error"
DoOEMButton(1003)
End If
End If
If tool=2 Then
activatesignal(output1)
While isactive(input2)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 2 Error"
DoOEMButton(1003)
End If
End If
If tool=3 Then
activatesignal(output1)
While isactive(input3)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 3 Error"
DoOEMButton(1003)
End If
End If
If tool=4 Then
activatesignal(output1)
While isactive(input4)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 4 Error"
DoOEMButton(1003)
End If
End If
SetCurrentTool( tool )
how i can do it with g-code or python ?
how i can do it with g-code or python ?
tool = GetSelectedTool()
If tool=1 Then
activatesignal(output1)
While isactive(input1)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 1 Error"
DoOEMButton(1003)
End If
End If
If tool=2 Then
activatesignal(output1)
While isactive(input2)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 2 Error"
DoOEMButton(1003)
End If
End If
If tool=3 Then
activatesignal(output1)
While isactive(input3)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 3 Error"
DoOEMButton(1003)
End If
End If
If tool=4 Then
activatesignal(output1)
While isactive(input4)
sleep(200)
Wend
deactivatesignal(output1)
sleep(200)
activatesignal(output2)
sleep(2000)
deactivatesignal(output2)
If Not isactive(input1)Then
message"Toolchange 4 Error"
DoOEMButton(1003)
End If
End If
SetCurrentTool( tool )
how i can do it with g-code or python ?
Please Log in or Create an account to join the conversation.
Time to create page: 0.503 seconds