Why is Z0.00 different when using MDI vs running a job?
- Sray69
- Offline
- Elite Member
-

- Posts: 255
- Thank you received: 13
Thanks
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19861
- Thank you received: 4636
Please Log in or Create an account to join the conversation.
- JPL
- Offline
- Platinum Member
-

- Posts: 337
- Thank you received: 118
First this is a relatively small error (0.001" = 0.0254mm). I've seen many cheap 'high precision' Chinese 'touch plate' that did not even have have that level of repeatability. I'm assuming here that you touch once for the surface job, then later (after adjusting your limit switches) again for the 'edge' job. Also, touching the tool directly on MDF spoilboard (without touch plate but with feeler gauge) will NEVER result with the precision needed to have a seamless result between the two jobs.
Second, rigidity: The more material you remove the more deflection you will have. Enough difference of forces could certainly account for 0.001" error, unless you have a VERY rigid machine. In any case, finishing a surface in two steps (as you did) is very difficult because you want the tool to be at exactly the same height as it was the first time. This is probably not 0.00 because of the deflection forces and the compression of the material under cut.
Please Log in or Create an account to join the conversation.
- Sray69
- Offline
- Elite Member
-
- Posts: 255
- Thank you received: 13
Not that I am aware of. I did not adjust/change the tool or any tool settings because I did not want to alter the Z0.00 setting. The only thing I did was change the soft limits of the X/Y axes to get the edges.There shouldn't be any difference. Is it possible that you have a tool length offset loaded that was applied in one case and not in the other?
First I do not have my touch plate installed yet so that was not the issue. Second, when I said I touched the tool to the spoilboard that was before I ran the spoilboard job to surface the entire spoilboard. I only wanted it to barely shaved the surface. When that job was done I only made adjustments to the X/Y soft limits so that I could shave off the edge of the spoilboard to match the rest of the board. So no changes to the tool or anything that would affect the Z0.00 setting that the prior job used. Third, because I only shaved the surface (could barely feel the difference) running the job and only took .001 off while running the tool around the edges (via MDI) there was barely any force applied to the Z axis. So I seriously doubt there was enough force applied to make any changes. Sorry if I am not explaining things correctly.JPL post=267097 userid=28339
IMHO there could be many explanations why this is happening.
First this is a relatively small error (0.001" = 0.0254mm). I've seen many cheap 'high precision' Chinese 'touch plate' that did not even have have that level of repeatability. I'm assuming here that you touch once for the surface job, then later (after adjusting your limit switches) again for the 'edge' job. Also, touching the tool directly on MDF spoilboard (without touch plate but with feeler gauge) will NEVER result with the precision needed to have a seamless result between the two jobs.
Second, rigidity: The more material you remove the more deflection you will have. Enough difference of forces could certainly account for 0.001" error, unless you have a VERY rigid machine. In any case, finishing a surface in two steps (as you did) is very difficult because you want the tool to be at exactly the same height as it was the first time. This is probably not 0.00 because of the deflection forces and the compression of the material under cut.
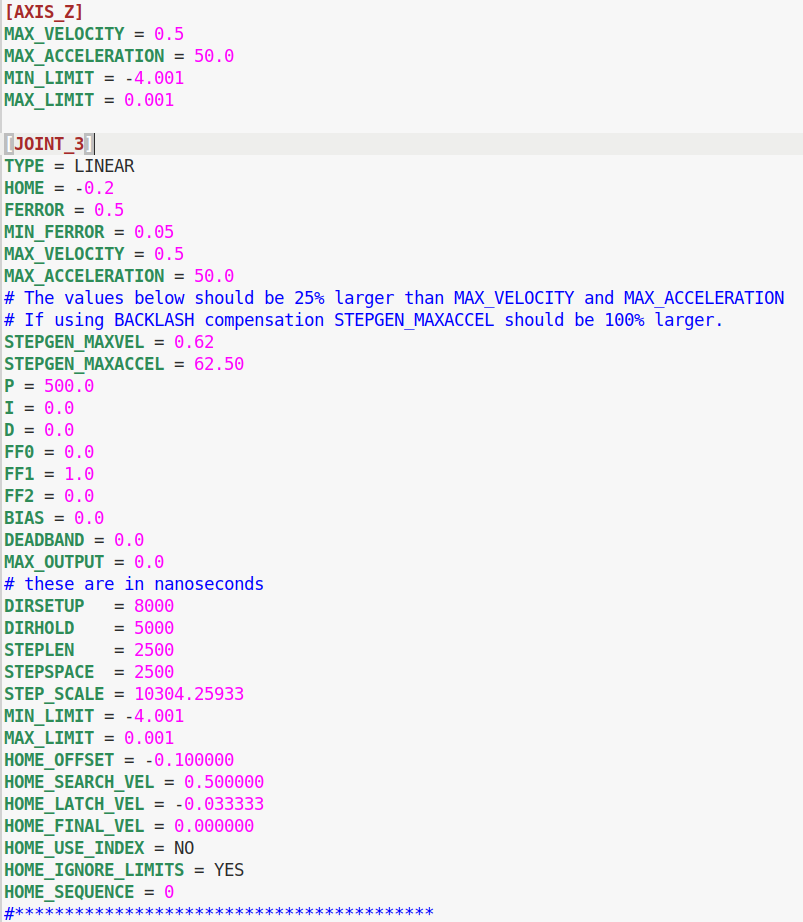
I appreciate both of your suggestions. I had hoped that it was something in my INI. Exactly 0.001" seems oddly coincidental. So just to clarify how it is supposed to work. Wherever I Touch Off the Z axis, that is now Z0.00 whether I run it in a job or manually via MDI, correct?
I guess I will have to do some extensive testing to see how repeatable my Z axis is.
Please Log in or Create an account to join the conversation.
- JPL
- Offline
- Platinum Member
-
- Posts: 337
- Thank you received: 118
As Andypugh mentioned before, that is correct as long as no work or tool offset are active.
Wherever I Touch Off the Z axis, that is now Z0.00 whether I run it in a job or manually via MDI, correct?
This may be a long shot but other factors could be temperature & humidity. MDF will expand under higher humidity, much more than wood (about 5x). This could be the cause of the 0.001" diff. if left long enough (after the first job) in relatively humid condition. This is serious enough for cabinet makers to account for the expansion/contraction caused by a change of relative humidity.
Please Log in or Create an account to join the conversation.
- Sray69
- Offline
- Elite Member
-
- Posts: 255
- Thank you received: 13
Well I will be sure to do my testing all at the same time just to be sure.
Thanks
Please Log in or Create an account to join the conversation.