toolchange.ngc error calling subroutine
- mloser
- Offline
- Junior Member
-

Less
More
- Posts: 39
- Thank you received: 0
02 Apr 2023 22:28 #268125
by mloser
toolchange.ngc error calling subroutine was created by mloser
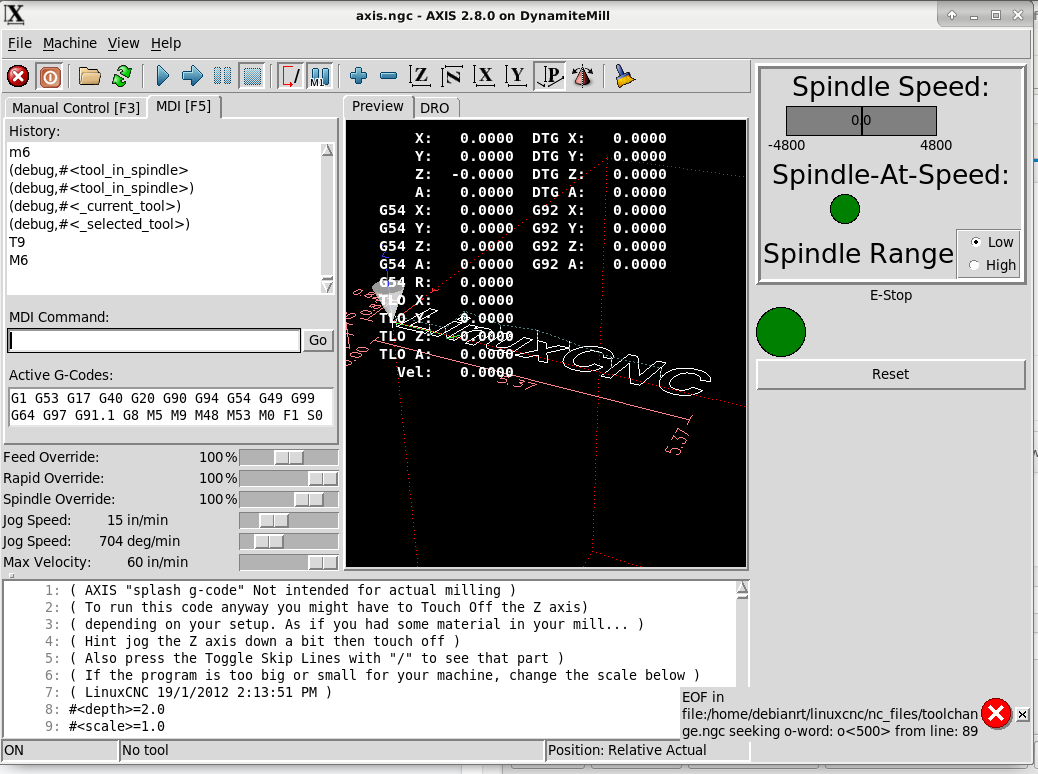
I followed the toolchange.ngc example as best I could. I have the errors all fixed as far as I can tell.I get the attached error message when I run the M6 command. I attached the .hal and .ini filesalong with the toolchange.ngc file. I have the PROGRAM_PREFIX and SUBROUTINE_PATH lines in the .ini file.
Thanks,
Mike
Thanks,
Mike
Attachments:
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 2106
- Thank you received: 874
02 Apr 2023 22:54 #268127
by spumco
Replied by spumco on topic toolchange.ngc error calling subroutine
Need the toolchange.ngc file too
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21627
- Thank you received: 7384
03 Apr 2023 01:09 #268135
by tommylight
Replied by tommylight on topic toolchange.ngc error calling subroutine
Seems like inside the above ngc file is a call for 0<500> that does not exist.Need the toolchange.ngc file too
Please Log in or Create an account to join the conversation.
- mloser
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 0
03 Apr 2023 02:29 #268141
by mloser
Replied by mloser on topic toolchange.ngc error calling subroutine
Sorry about that. Here is toolchange.ngc
Attachments:
Please Log in or Create an account to join the conversation.
- mloser
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 0
03 Apr 2023 14:01 #268173
by mloser
Replied by mloser on topic toolchange.ngc error calling subroutine
o500 is at the top of toolchange.ngc;ARM_IN subroutine
o500 sub
M64 P0 ; Move arm in
G4 .25 ;wait
M65 P0 ;Remove "arm in" signal
M66 P0 L4 Q4 ; Wait for arm-in LS (low)
O501 if [#5399 LT 0]
(abort, failed to move arm in)
O501 endif
o500 endsub
o500 sub
M64 P0 ; Move arm in
G4 .25 ;wait
M65 P0 ;Remove "arm in" signal
M66 P0 L4 Q4 ; Wait for arm-in LS (low)
O501 if [#5399 LT 0]
(abort, failed to move arm in)
O501 endif
o500 endsub
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2106
- Thank you received: 874
03 Apr 2023 15:36 #268181
by spumco
Replied by spumco on topic toolchange.ngc error calling subroutine
Ok, hopefully someone else will come along and correct me as I'm a little hazy on O-words and subroutines.
I think what you want to do is put the subroutines at the end of the file, or rename them and save them as separate files.
Like so:
and in your subroutines folder you have files named:
arm_in
arm_out
unclamp
etc.
In my ATC sequence the functions you've got as subroutines have been remapped as M-codes. My version of your "O500" is "M25", and m25.ngc has been saved in my sub folder. My version of the sequence above would look like this:
Try sticking the subs at the end of the file first. If that doesn't help, try saving each sub function as a separate file.
I think what you want to do is put the subroutines at the end of the file, or rename them and save them as separate files.
Like so:
o<toolchange> sub
...
o200 IF [#<_selected_tool> GT 0]
o<arm_in> call ;Arm In
o<unclamp> call ; Unclamp
G53 G0 Z #2 'TODO Move Z to tool change clearance height
...
o<toolchange> endsuband in your subroutines folder you have files named:
arm_in
arm_out
unclamp
etc.
In my ATC sequence the functions you've got as subroutines have been remapped as M-codes. My version of your "O500" is "M25", and m25.ngc has been saved in my sub folder. My version of the sequence above would look like this:
o<toolchange> sub
...
o200 IF [#<_selected_tool> GT 0]
M25 ;Arm In
M24 ; Unclamp
G53 G0 Z #2 'TODO Move Z to tool change clearance height
...
o<toolchange> endsubTry sticking the subs at the end of the file first. If that doesn't help, try saving each sub function as a separate file.
The following user(s) said Thank You: mloser
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2106
- Thank you received: 874
03 Apr 2023 15:39 #268182
by spumco
Replied by spumco on topic toolchange.ngc error calling subroutine
And another thing...
The LCNC manual cautions against putting comments on the same line as O-words.
linuxcnc.org/docs/devel/html/gcode/o-code.html
You might try removing the comments in the main toolchange "oNNN call" lines first and see if that's the issue.
The LCNC manual cautions against putting comments on the same line as O-words.
linuxcnc.org/docs/devel/html/gcode/o-code.html
You might try removing the comments in the main toolchange "oNNN call" lines first and see if that's the issue.
The following user(s) said Thank You: mloser
Please Log in or Create an account to join the conversation.
- CNCGOOS
- Offline
- Junior Member
-
Less
More
- Posts: 28
- Thank you received: 1
29 May 2023 16:51 #272437
by CNCGOOS
Replied by CNCGOOS on topic toolchange.ngc error calling subroutine
Question.
where do you have savend the file toolchange.ngc?
where do you have savend the file toolchange.ngc?
Please Log in or Create an account to join the conversation.
Time to create page: 1.066 seconds