wrap y to a axis
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4709
- Thank you received: 2106
31 Aug 2023 14:15 - 31 Aug 2023 14:51 #279477
by Aciera
Replied by Aciera on topic wrap y to a axis
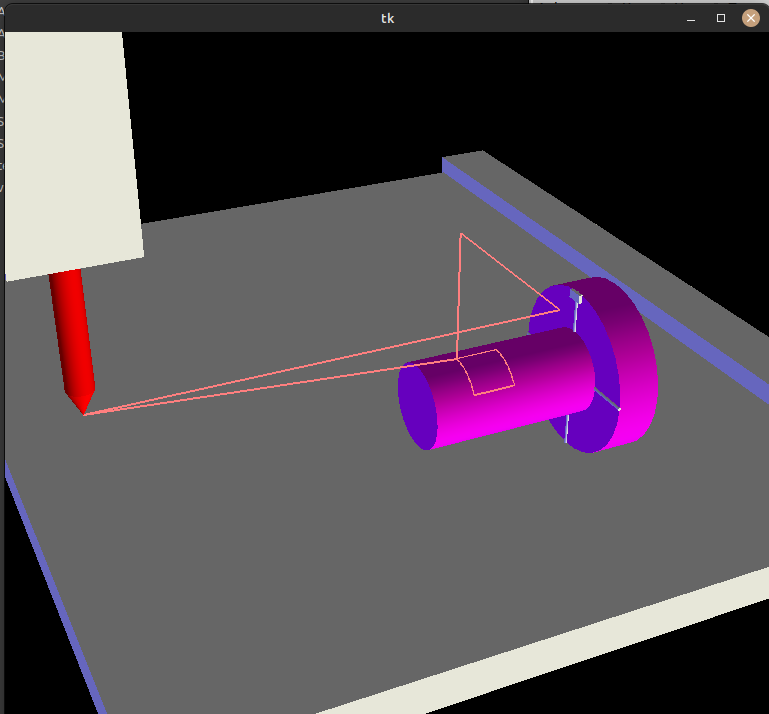
I couldn't resist to try this using a custom kinematic component.
To try it, use halcompile --install 'awrap.comp' then start the config, home the machine and run the preloaded gcode.
Notes:
- ONLY LIGHTLY TESTED
- Work diameter is defined using numbered parameter #1000.
- If parameter #1000 is zero then the kinematic fails because we have a division by zero. This could and probably should be handled in the kinematic file but is not implemented yet.
- General idea is that the user jogs the machine in TRIV mode to the starting point of the engraving, then starts the gcode program (setting parameter #1000 either in the beginning of the gcode or manually through MDI (eg #1000=100.25).
- WRAP mode by default uses work coordinate system 59.2 (my arbitrary choice as set in '429remap.ngc') you could use any of the other systems but testing will be needed to find out how to handle work offsets in the engraving gcode.
- switching the kinematics mode also switches the limits as you will not want to use the y-axis limit values when wrapping it around the a-axis, optionally you could also switch to different axis velocity and acceleration values by defining the values in the ini file using the examples for the limit values.
I hope this helps you along.
To try it, use halcompile --install 'awrap.comp' then start the config, home the machine and run the preloaded gcode.
Notes:
- ONLY LIGHTLY TESTED
- Work diameter is defined using numbered parameter #1000.
- If parameter #1000 is zero then the kinematic fails because we have a division by zero. This could and probably should be handled in the kinematic file but is not implemented yet.
- General idea is that the user jogs the machine in TRIV mode to the starting point of the engraving, then starts the gcode program (setting parameter #1000 either in the beginning of the gcode or manually through MDI (eg #1000=100.25).
- WRAP mode by default uses work coordinate system 59.2 (my arbitrary choice as set in '429remap.ngc') you could use any of the other systems but testing will be needed to find out how to handle work offsets in the engraving gcode.
- switching the kinematics mode also switches the limits as you will not want to use the y-axis limit values when wrapping it around the a-axis, optionally you could also switch to different axis velocity and acceleration values by defining the values in the ini file using the examples for the limit values.
I hope this helps you along.
Last edit: 31 Aug 2023 14:51 by Aciera.
The following user(s) said Thank You: chris@cnc
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
31 Aug 2023 17:01 #279495
by chris@cnc
Replied by chris@cnc on topic wrap y to a axis
Wow exactly that's it. Pretty cool and a bit witchcraft. I'll take a moment to understand that.
As a quick test I wanted to start the linuxcnc font program but unfortunately it is in inch.
Is it possible to give different colors to the toolpath in vismach?
E.g. XY white and Z black
Would be better to see the simulation for engraving letters and numbers
Thank you very much for the finished solution. If you ever visit Hamburg, please let me know.
As a quick test I wanted to start the linuxcnc font program but unfortunately it is in inch.
Is it possible to give different colors to the toolpath in vismach?
E.g. XY white and Z black
Would be better to see the simulation for engraving letters and numbers
Thank you very much for the finished solution. If you ever visit Hamburg, please let me know.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4709
- Thank you received: 2106
01 Sep 2023 09:31 #279559
by Aciera
Replied by Aciera on topic wrap y to a axis
Changing the color of the entire backplot should be relatively straight forward but different colors for XY and Z moves would be quite a challenge, at least from how I understand the code.Is it possible to give different colors to the toolpath in vismach?
You are welcome, I'll keep that in mind.
Thank you very much for the finished solution. If you ever visit Hamburg, please let me know.
Please Log in or Create an account to join the conversation.
Time to create page: 0.204 seconds