Axis Bug or something else?
- hase
- Offline
- New Member
-

Less
More
- Posts: 9
- Thank you received: 2
02 Oct 2023 17:08 #282080
by hase
Axis Bug or something else? was created by hase
I have a weird behaviour, veryfied in 2.8.3 and 2.8.4.
My G-code (generated by CamBam) looks perfectly sound, all moves are within the parameters I would expect.
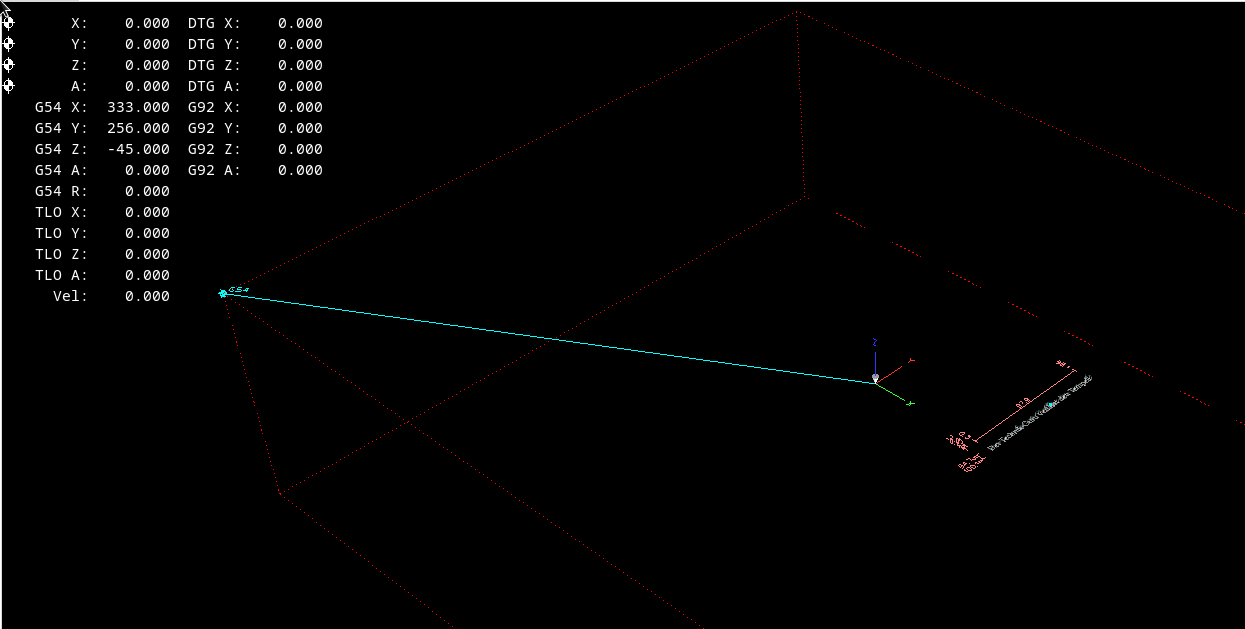
But when I load it into Axis, I see a much larger bounding box for the piece and moves way outside the capabilities of the machine.
Also, this is not just a display bug: when I try to run the G-code, the machine actually moves to the positions shown by Axis.
I attached the Axis screenshot and the G-Code loaded, no secrets there.
I have been using Linuxcnc for a while now and not encountered this behaviour before - but this is the first time I use a g-Code with many small, finicky moves.
In case it matters: the machine controller is a RaspberryPi4 with Mesa FPGA (Ethernet) and a self-made HAT for the spindle interface..
The same G-code loaded into LinuxCNC 2.7.15 displays as expected (no moves outside the expected bounding box). But this other machine I still run on the old version is limited and not suitable for this job, so sadly not an option.
How would I downgrade my Rasbpi to 2.7? In the repositories I only find 2.8.0 and up. Would a downgrade even help?
Merci
hase
My G-code (generated by CamBam) looks perfectly sound, all moves are within the parameters I would expect.
But when I load it into Axis, I see a much larger bounding box for the piece and moves way outside the capabilities of the machine.
Also, this is not just a display bug: when I try to run the G-code, the machine actually moves to the positions shown by Axis.
I attached the Axis screenshot and the G-Code loaded, no secrets there.
I have been using Linuxcnc for a while now and not encountered this behaviour before - but this is the first time I use a g-Code with many small, finicky moves.
In case it matters: the machine controller is a RaspberryPi4 with Mesa FPGA (Ethernet) and a self-made HAT for the spindle interface..
The same G-code loaded into LinuxCNC 2.7.15 displays as expected (no moves outside the expected bounding box). But this other machine I still run on the old version is limited and not suitable for this job, so sadly not an option.
How would I downgrade my Rasbpi to 2.7? In the repositories I only find 2.8.0 and up. Would a downgrade even help?
Merci
hase
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 523
- Thank you received: 227
02 Oct 2023 22:36 #282102
by MaHa
Replied by MaHa on topic Axis Bug or something else?
If i load your file, it looks like this. My machine has Z0 at Z full retracted. You try to run a different file with the same name, with additional vertical item at 722.6
If you don't select a coordinate system in your gcode, it will run with whatever is active.
If you don't select a coordinate system in your gcode, it will run with whatever is active.
Attachments:
Please Log in or Create an account to join the conversation.
- hase
- Offline
- New Member
-
Less
More
- Posts: 9
- Thank you received: 2
03 Oct 2023 08:01 - 03 Oct 2023 08:11 #282136
by hase
Replied by hase on topic Axis Bug or something else?
Thanks for the quick reply.
I tried renaming - following your hint - to get the same result: an uncommanded move at x=722.6. I also see the lowest Z-move way below any move in the file (file minimum is Z=-0.7, Axis shows -113.0 in the bounding box).
I move my origin by touching off all 3 axis every time, so the coodinate system should not matter.
And I can assure you: I am loading exactly the G-code I attached to the post, exact same file.
And the weird thing: when I click on the vertical move at 722.6, Axis shows that to be line 35 of my file which has the move G1 X98.95778 Y97.89562 in it, preceeeded by G1 X98.97112 Y97.96341 in line 34.
And deleting the line in question gives the exact same result (uncommanded move at 722.6) with Axis indicating line 35 (the new line 35) again.

I tried renaming - following your hint - to get the same result: an uncommanded move at x=722.6. I also see the lowest Z-move way below any move in the file (file minimum is Z=-0.7, Axis shows -113.0 in the bounding box).
I move my origin by touching off all 3 axis every time, so the coodinate system should not matter.
And I can assure you: I am loading exactly the G-code I attached to the post, exact same file.
And the weird thing: when I click on the vertical move at 722.6, Axis shows that to be line 35 of my file which has the move G1 X98.95778 Y97.89562 in it, preceeeded by G1 X98.97112 Y97.96341 in line 34.
And deleting the line in question gives the exact same result (uncommanded move at 722.6) with Axis indicating line 35 (the new line 35) again.
Attachments:
Last edit: 03 Oct 2023 08:11 by hase. Reason: Added more info
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4709
- Thank you received: 2106
03 Oct 2023 08:45 #282140
by Aciera
Replied by Aciera on topic Axis Bug or something else?
Loads fine on my simulation in version 2.9.
Just a stab in the dark but have you tried removing the tool change command in line 9:
T11 M6
Just a stab in the dark but have you tried removing the tool change command in line 9:
T11 M6
Please Log in or Create an account to join the conversation.
- hase
- Offline
- New Member
-
Less
More
- Posts: 9
- Thank you received: 2
03 Oct 2023 09:00 #282142
by hase
Replied by hase on topic Axis Bug or something else?
Thanks a lot for the comment.
I found my problem, it is *not* with LinuxCNC.
It's a layer 8 error.
I recently started an upgrade for my machine (tool height sensor). And that sensor is at - you guessed it - x=722.6...
Too bad that "recently" for my Hobby shop amounts to "longer than my flaking memory" or
or ")
Anyway: your tip was on the mopney: there is more G-Code executed than there is in the file.
I found my problem, it is *not* with LinuxCNC.
It's a layer 8 error.
I recently started an upgrade for my machine (tool height sensor). And that sensor is at - you guessed it - x=722.6...
Too bad that "recently" for my Hobby shop amounts to "longer than my flaking memory"
or Anyway: your tip was on the mopney: there is more G-Code executed than there is in the file.
Please Log in or Create an account to join the conversation.
- hase
- Offline
- New Member
-
Less
More
- Posts: 9
- Thank you received: 2
03 Oct 2023 15:01 #282165
by hase
Replied by hase on topic Axis Bug or something else?
Good catch: it was indeed an override of the M6 code (intended for tool length probing whenever I get to that upgrade) that injected the vertical Z move.
But as usual: such thing happen if - and only if - the job must be finished today. Then the unexpected stuff happens.
And also as usual: once the reason was found, I was embarrased
hase
But as usual: such thing happen if - and only if - the job must be finished today. Then the unexpected stuff happens.
And also as usual: once the reason was found, I was embarrased
hase
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Time to create page: 0.155 seconds