Error calling MDI for manual tool change
- Guglielmi
- Offline
- Senior Member
-

Less
More
- Posts: 78
- Thank you received: 17
21 Oct 2023 11:46 #283439
by Guglielmi
Error calling MDI for manual tool change was created by Guglielmi
Hello,
I build my own hmi and generally it works. Now I have a basic issue but I'm not able to understand why:
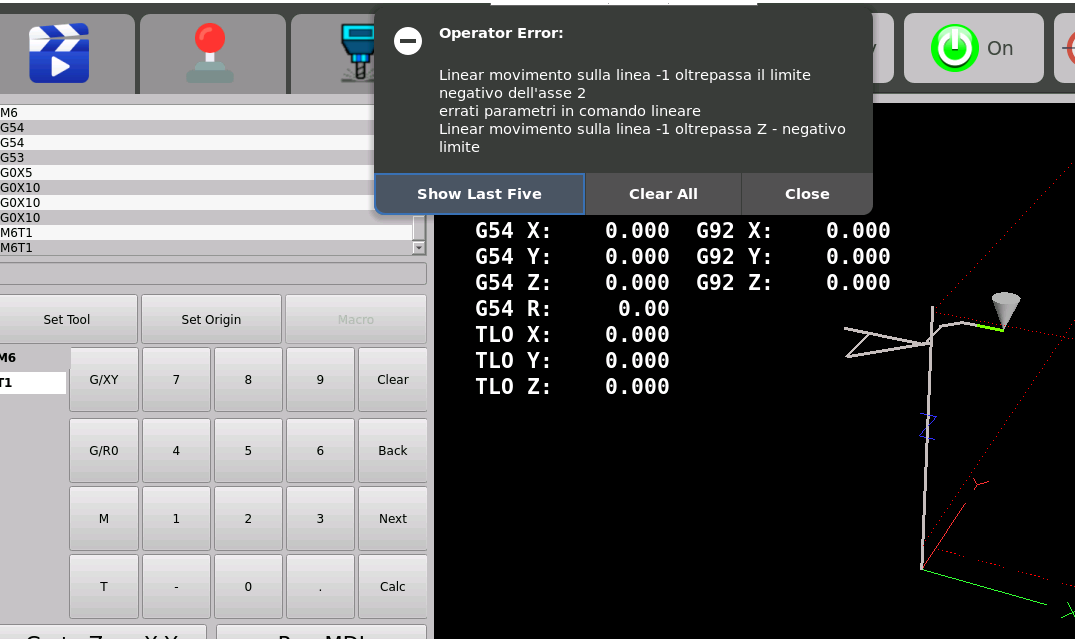
Positions of X,Y,Z are 10,10,50 and limits for X is min=6 and max=57.
Offset tool I try to load is all zero
When I try to call M6 T1 I get error because the movement goes out of minimum limit for Z.
Can you tell me why?
In my opinion it makes no sense.
G54 offset are all zero..
Help Please.
Bye
Andrea
I build my own hmi and generally it works. Now I have a basic issue but I'm not able to understand why:
Positions of X,Y,Z are 10,10,50 and limits for X is min=6 and max=57.
Offset tool I try to load is all zero
When I try to call M6 T1 I get error because the movement goes out of minimum limit for Z.
Can you tell me why?
In my opinion it makes no sense.
G54 offset are all zero..
Help Please.
Bye
Andrea
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4709
- Thank you received: 2106
21 Oct 2023 13:26 #283441
by Aciera
Replied by Aciera on topic Error calling MDI for manual tool change
In the [EMCIO] section of your .ini file do you have a tool change position set?
TOOL_CHANGE_POSITION = ...
TOOL_CHANGE_POSITION = ...
The following user(s) said Thank You: Guglielmi
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21627
- Thank you received: 7384
21 Oct 2023 13:34 #283442
by tommylight
If you set G54 near a machine limit, it can not move over that limit if you just set G54 to 0.
Replied by tommylight on topic Error calling MDI for manual tool change
What are G53 values?G54 offset are all zero..
If you set G54 near a machine limit, it can not move over that limit if you just set G54 to 0.
The following user(s) said Thank You: Guglielmi
Please Log in or Create an account to join the conversation.
- Guglielmi
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 17
21 Oct 2023 16:47 #283447
by Guglielmi
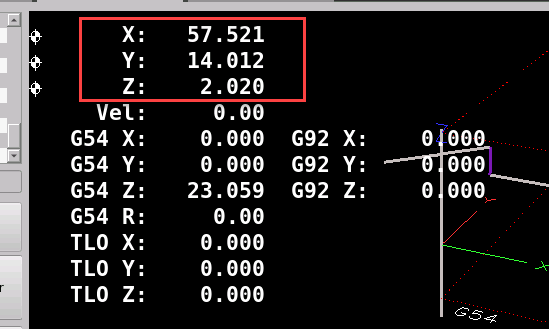
Basically G53 values are shown in the picture right? They are inside the valide range
Replied by Guglielmi on topic Error calling MDI for manual tool change
G54 offset are all zero..
What are G53 values?
If you set G54 near a machine limit, it can not move over that limit if you just set G54 to 0.
Basically G53 values are shown in the picture right? They are inside the valide range
Attachments:
Please Log in or Create an account to join the conversation.
- Guglielmi
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 17
21 Oct 2023 16:51 #283449
by Guglielmi
Removing it I'm able to go ahead.. change tool and so on.
Positions where 0 0 0 so Z wants to go down outside the range that is 6mm.
I want to remove this command because the Z movement, the only I want while working a gcode, is inserted already in the iso by
the post processor I'm using.
Thanks all guys!
Bye
Andrea
Replied by Guglielmi on topic Error calling MDI for manual tool change
That's the reason!!In the [EMCIO] section of your .ini file do you have a tool change position set?
TOOL_CHANGE_POSITION = ...
Removing it I'm able to go ahead.. change tool and so on.
Positions where 0 0 0 so Z wants to go down outside the range that is 6mm.
I want to remove this command because the Z movement, the only I want while working a gcode, is inserted already in the iso by
the post processor I'm using.
Thanks all guys!
Bye
Andrea
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21627
- Thank you received: 7384
21 Oct 2023 21:31 #283458
by tommylight
Replied by tommylight on topic Error calling MDI for manual tool change
Z motion should be on the negative side, seems you have it positive.
What are the max and min values for the Z axis in the ini file?
Max should be near or 0, min should be -100 or -200 or whatever your Z axis can do in mm.
What are the max and min values for the Z axis in the ini file?
Max should be near or 0, min should be -100 or -200 or whatever your Z axis can do in mm.
Please Log in or Create an account to join the conversation.
- Guglielmi
- Offline
- Senior Member
-
Less
More
- Posts: 78
- Thank you received: 17
21 Oct 2023 21:39 #283460
by Guglielmi
Replied by Guglielmi on topic Error calling MDI for manual tool change
My Z ha limits: min = 6, max = 57
The direction is correct, became negative going down.
But the zero is down not up..
I think it should not be a problem right?
I recreated the gui but with old RPI I was using in this way for long time..
The direction is correct, became negative going down.
But the zero is down not up..
I think it should not be a problem right?
I recreated the gui but with old RPI I was using in this way for long time..
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21627
- Thank you received: 7384
22 Oct 2023 00:28 #283467
by tommylight
Replied by tommylight on topic Error calling MDI for manual tool change
If it works for you, it is OK.
Almost always on mills the Z 0 is at the top and goes down in negative direction, that is how most CAM software will output G code.
Almost always on mills the Z 0 is at the top and goes down in negative direction, that is how most CAM software will output G code.
The following user(s) said Thank You: Guglielmi
Please Log in or Create an account to join the conversation.
Time to create page: 0.157 seconds