Spindle FWD button issue
- zmrdko
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 186
- Thank you received: 49
27 May 2024 10:21 #301558
by zmrdko
Spindle FWD button issue was created by zmrdko
Hello,
I have come across this strange behaviour:
Run spindle, lower rpm via S code and spindle stops. However button FWD stays on
So two issues:
1) spindle stops via S6000 command in this case
2) FWD button does not reflect current spindle state
UPDATE: It is happing on sim and axis as well, so probably general LinuxCNC issue.
I have come across this strange behaviour:
Run spindle, lower rpm via S code and spindle stops. However button FWD stays on
So two issues:
1) spindle stops via S6000 command in this case
2) FWD button does not reflect current spindle state
UPDATE: It is happing on sim and axis as well, so probably general LinuxCNC issue.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21627
- Thank you received: 7384
27 May 2024 13:19 #301581
by tommylight
Replied by tommylight on topic Spindle FWD button issue
Might not be an issue, there is the posibillity of setting the minimum speed, so anything under it will stop the spindle while the spindle switch remains on.
Had to do this quite a while back due to usig an air cooled spindle that had a min speed of 8000RPM.
Can not recall exactly what was needed to change that, sorry.
Had to do this quite a while back due to usig an air cooled spindle that had a min speed of 8000RPM.
Can not recall exactly what was needed to change that, sorry.
The following user(s) said Thank You: zmrdko
Please Log in or Create an account to join the conversation.
- zmrdko
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 186
- Thank you received: 49
27 May 2024 13:23 - 27 May 2024 13:24 #301583
by zmrdko
Replied by zmrdko on topic Spindle FWD button issue
I will double check the minimal rpm speeds for spindle, but I am able to start the spindle even at 300rpm.
The issue is, that when the spindle is started using FWD button and then changed speed only via S command in MDI, the spindle does not change the speed, but stops entirely, but the hal pin stays in mixed state:spindle.0.runs-forward is true but spindle.0.is-on is false.
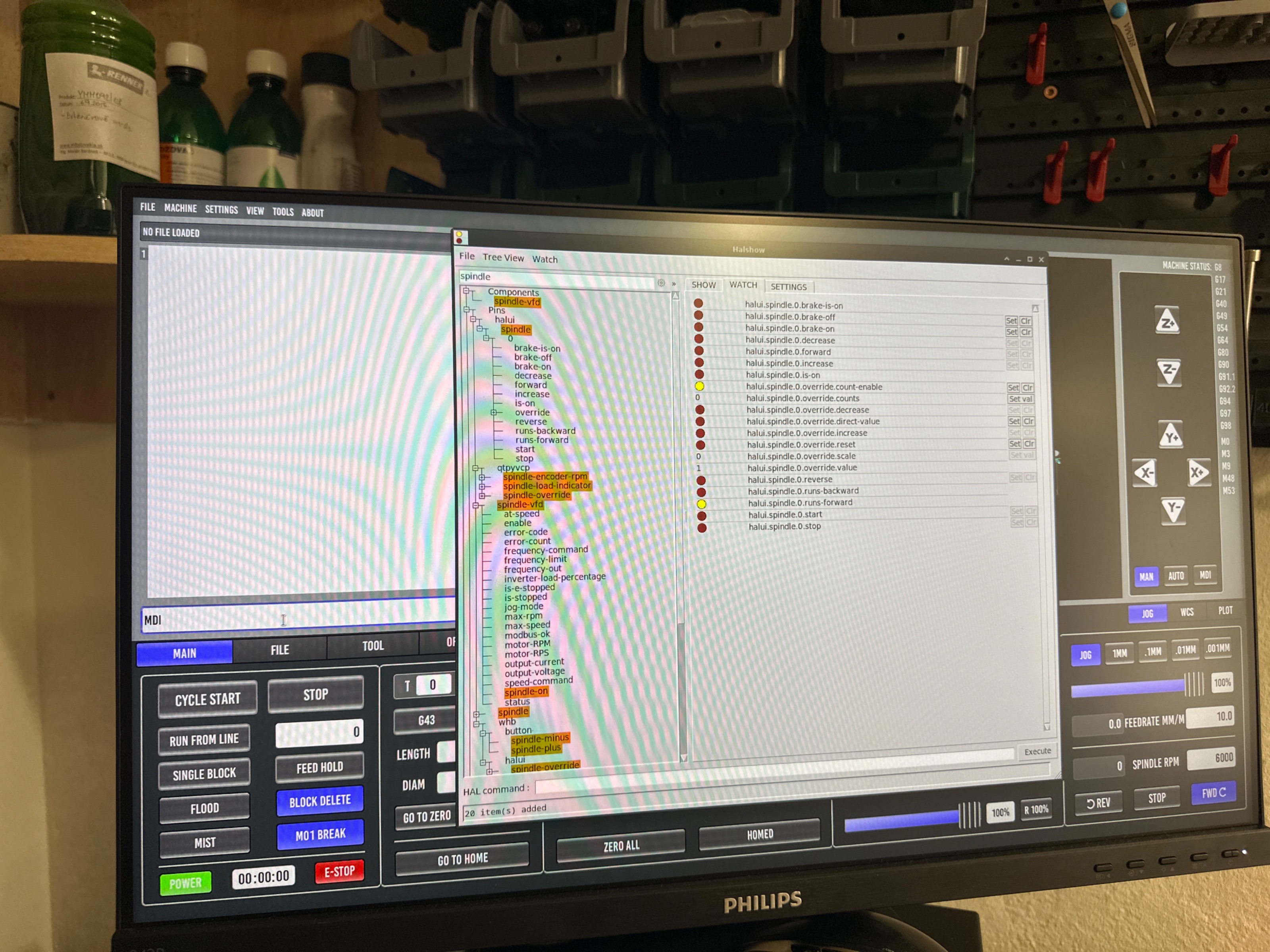
The issue is, that when the spindle is started using FWD button and then changed speed only via S command in MDI, the spindle does not change the speed, but stops entirely, but the hal pin stays in mixed state:spindle.0.runs-forward is true but spindle.0.is-on is false.
Attachments:
Last edit: 27 May 2024 13:24 by zmrdko.
Please Log in or Create an account to join the conversation.
Time to create page: 0.127 seconds