Cutting Circles
- claytoncramer
- Offline
- Junior Member
-

Less
More
- Posts: 21
- Thank you received: 2
27 Jun 2024 23:39 #303942
by claytoncramer
Cutting Circles was created by claytoncramer
I feel really stupid asking this question. I want to use G2 to cut a 1" diameter circle with a .125" end mill, with the center at (x,y). There are tutorials on cutting arcs, on cutting rounded corners on squares. There are lots of gCode generators that seem to produce nothing. Can anyone tell me how tto write either G2 or G3 starting at (x, y) with diameter d feed rate 5? IIf I have one working example, I will write a prograjm to produce the gCode for whatever size I need. I am sure most of you can do this in your sleep. I fear the stroke in 2014 took away too much analytic skill.
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 523
- Thank you received: 227
28 Jun 2024 00:48 - 28 Jun 2024 15:30 #303944
by MaHa
Replied by MaHa on topic Cutting Circles
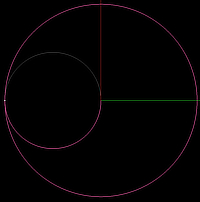
This is an idea, without G41/G42, but it compensates tooldiameter from tooltable entry. Just enter the machining diameter near top.
Straight X move, then one round, and straight back to center.
You can do a helix also, just start at Z0, enter in the line with G2 also Z depth and amount P of turns (Z-2 P10)
Maybe G2 G3 can be changed for opposite direction.
It is not tested, so try careful dry run
Edit:
It is tested in my sim, and half circle lead in / lead out added for smooth transition to circle
You can do a helix also, just start at Z0, enter in the line with G2 also Z depth and amount P of turns (Z-2 P10)
Maybe G2 G3 can be changed for opposite direction.
Edit:
It is tested in my sim, and half circle lead in / lead out added for smooth transition to circle
;*************************************
;INPUT MACHINING DIAMETER
#<DIAMETER> = 1
;************************************
(DEBUG, DIA= #<DIAMETER>;)
G0 G54 G90 G20 G64 P.013
X0 Y0 F5
S1000 M3
Z1
#<R_EFF> = [[#<DIAMETER> - #5410] / 2]
X0. Y0.
G1 Z-2
G2 X-#<R_EFF> Y0 I-[#<R_EFF> / 2] J0
X-#<R_EFF> Y0 I#<R_EFF> J0
X0 Y0 I[#<R_EFF> / 2] J0
G0 Z1
M5
M2
Attachments:
Last edit: 28 Jun 2024 15:30 by MaHa.
Please Log in or Create an account to join the conversation.
Time to create page: 0.188 seconds