gmoccapy z height after hitting start
- crazycajun
- Offline
- Senior Member
-

- Posts: 40
- Thank you received: 1
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4709
- Thank you received: 2106
Please Log in or Create an account to join the conversation.
- crazycajun
- Offline
- Senior Member
-
- Posts: 40
- Thank you received: 1
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4709
- Thank you received: 2106
Please Log in or Create an account to join the conversation.
- darrylb123
- Offline
- New Member
-

- Posts: 13
- Thank you received: 0
About a month ago, the tool started cutting deeper than it should. Initially blamed a mechanical problem and performed many tests.
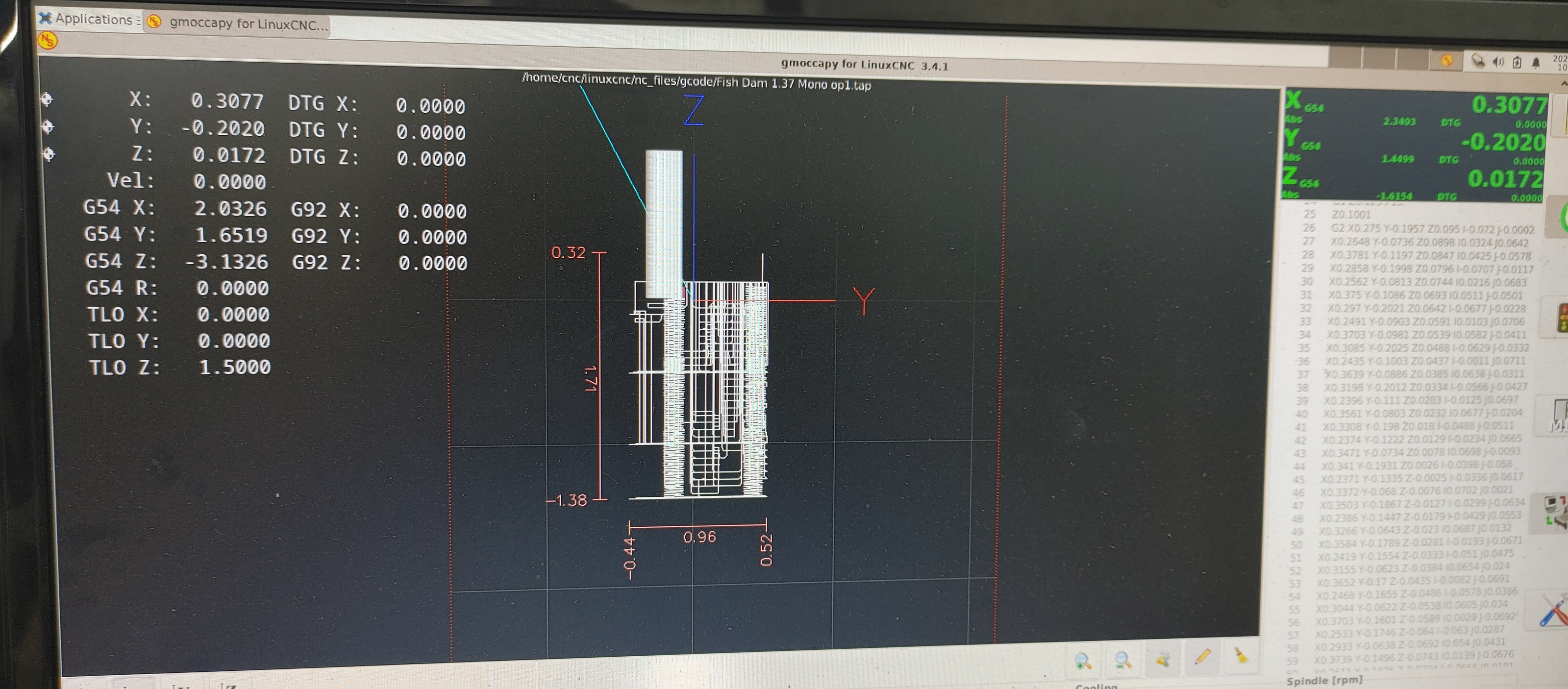
Today I discovered TLO (as I mentioned, a CNC newbie) and found the -1mm offset was in the tool.tbl file. Had ignored this file up to this point.
The INI file has not changed in the last year. Why had this not been a problem before? I do try to keep linuxcnc up to date, so an update may have triggered it.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4709
- Thank you received: 2106
The INI file has not changed in the last year. Why had this not been a problem before? I do try to keep linuxcnc up to date, so an update may have triggered it.
There is no need to change the ini file to get different behavior like this.
TLO can be activated/deactivated through Gcode (G43/G49)
Tooloffsets can be changed through Gcode (G10 L1)
Sounds like you are missing some fundamental concepts of CNC control. Without a sound understanding of Gcode you are bound to get affected by all kinds of pitfalls.
linuxcnc.org/docs/html/gcode/g-code.html
Please Log in or Create an account to join the conversation.
- darrylb123
- Offline
- New Member
-
- Posts: 13
- Thank you received: 0
This is routine as I always create a different path job for each tool so they are always tool 2 ( 1 being the default tool).
Why did the behaviour change?
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4709
- Thank you received: 2106
tool size was different until after the G43 H2 line which prompts for inserting tool 2.
That command does NOT prompt for 'inserting tool 2', that command activates TLO with offset values defined in the tool table for tool #2.
If you are not using TLO in linuxcnc anyway then I would recommend setting freecad up so it does not output GCODE that activates TLO. This way there are no surprises whatever offset values you have in your tooltable.
Probably not the answer you want but most likely due to operator error.Why did the behaviour change?
Please Log in or Create an account to join the conversation.