Feedback control XY not full speed run G1 when curve or Arc
- abdulasis12
- Offline
- Premium Member
-

Less
More
- Posts: 133
- Thank you received: 8
07 Dec 2024 06:38 #316160
by abdulasis12
Feedback control XY not full speed run G1 when curve or Arc was created by abdulasis12
Hi
I use servo motor 750W and encoder from motor connect to 7i77 X and Y axis Feedback control
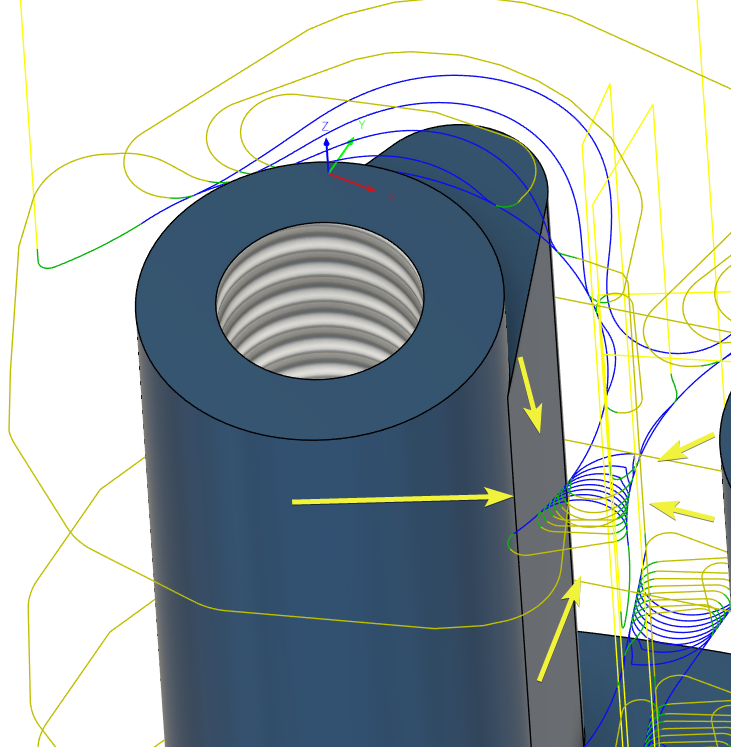
I use fusion360 for CAM and option G64 P0.002 Q0.002
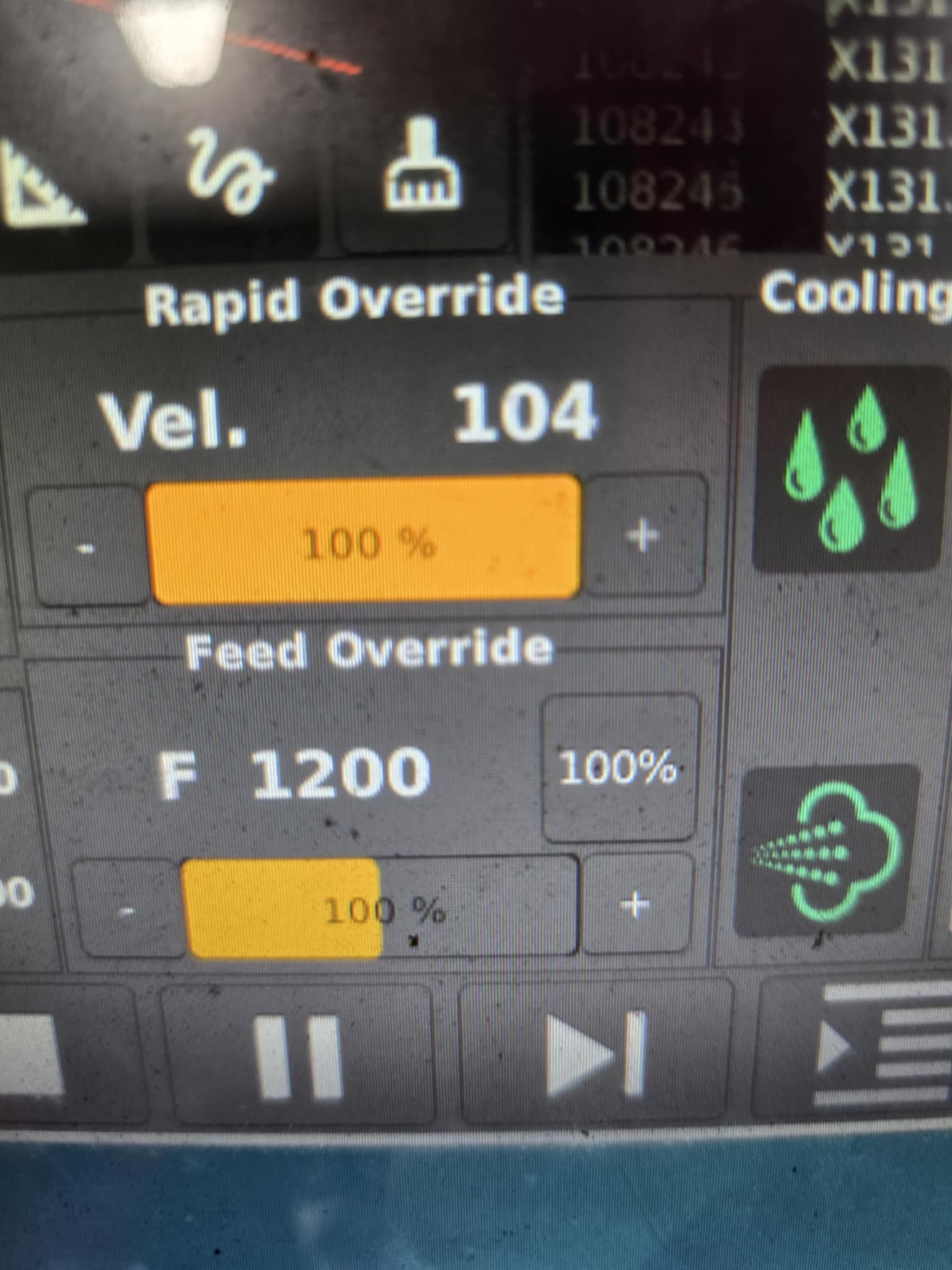
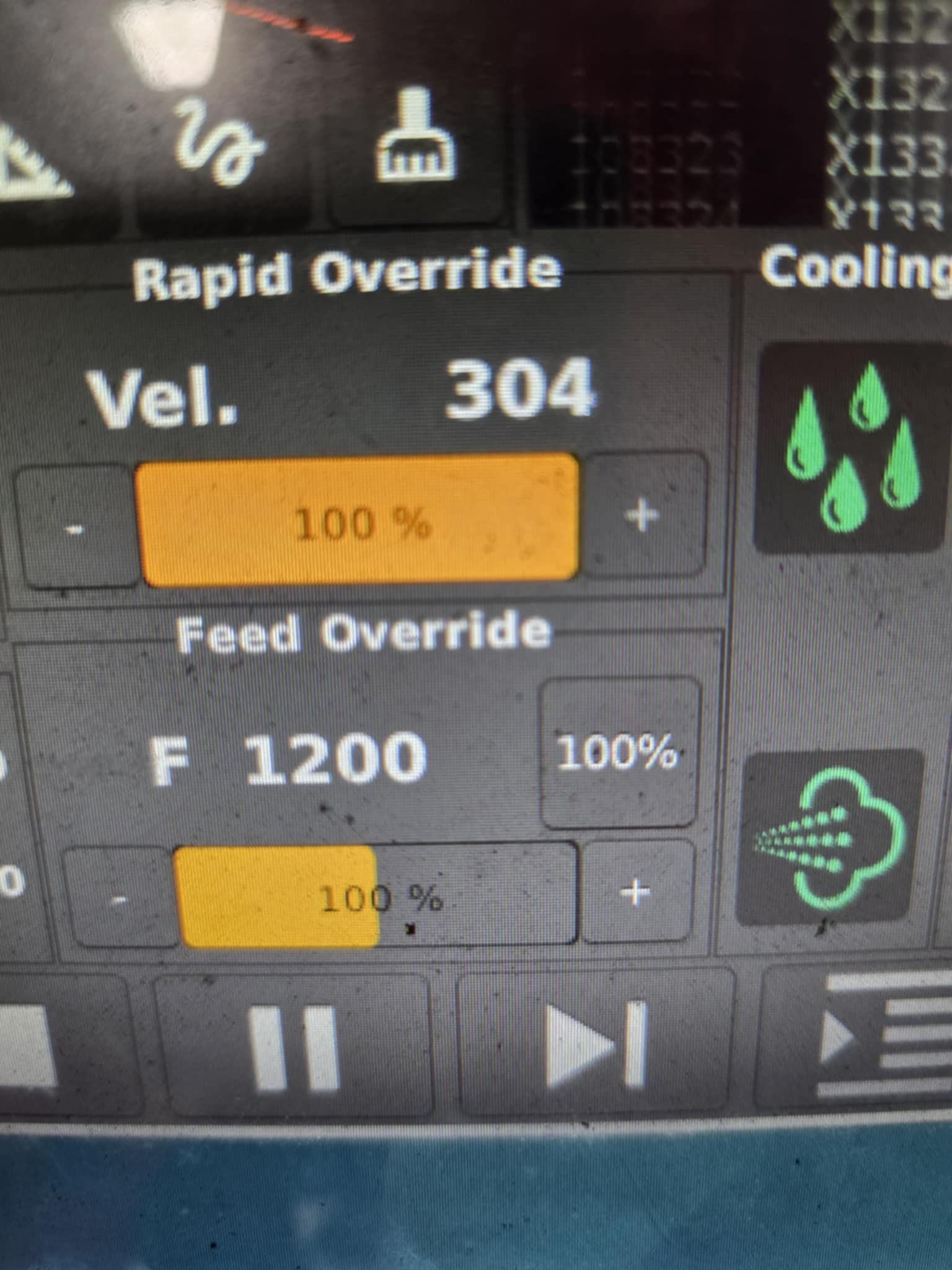
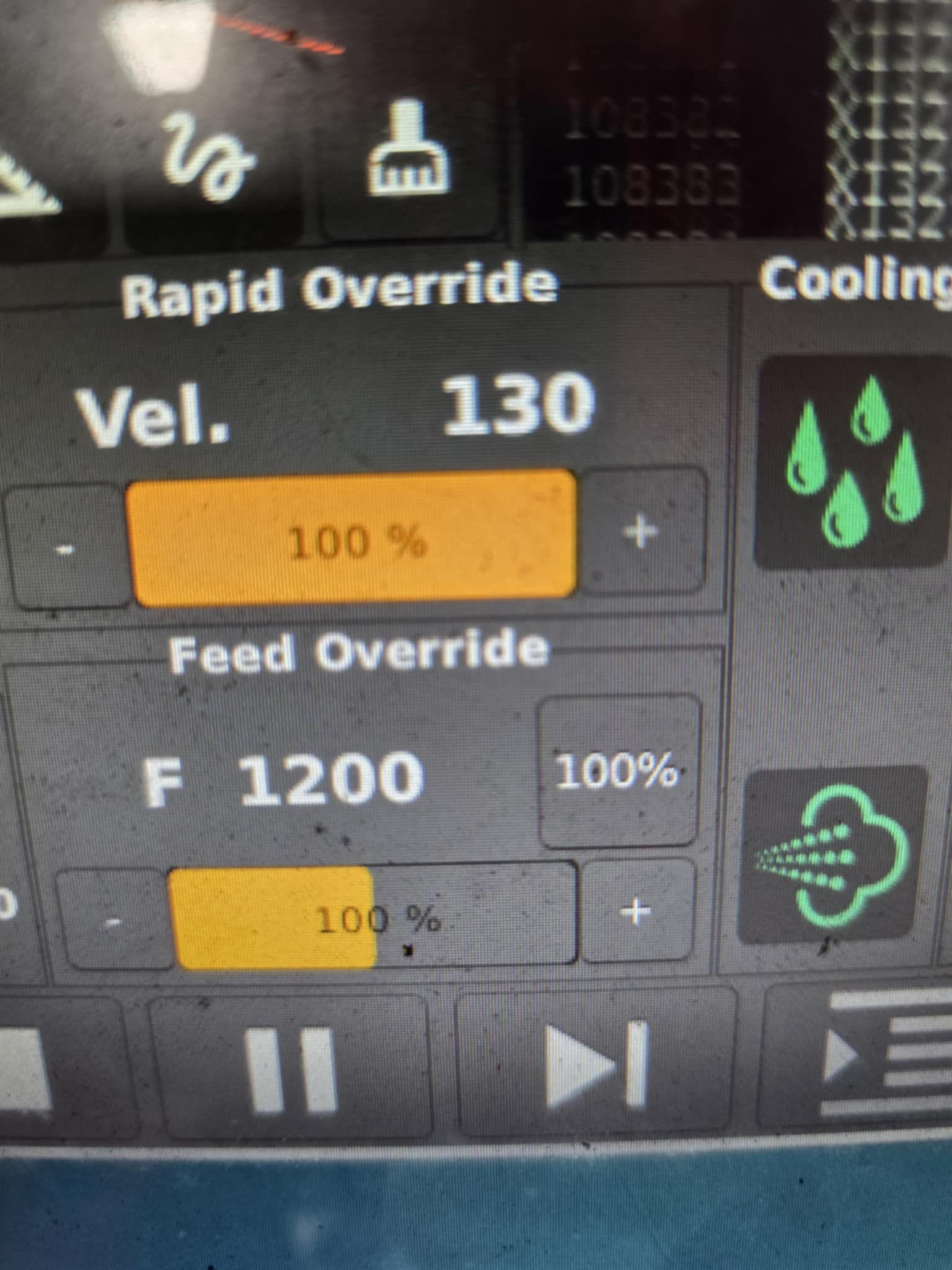
when my cnc run process Adaptive clearing toolpath is curve or Arc I few cnc base little jerky and feed in Gcode(G1) is 1200 mm/mins but CNC just run 100-300 mm/mins
How to fix this problem ?
I don't know where setting wrong.
Thank you
Asis
I use servo motor 750W and encoder from motor connect to 7i77 X and Y axis Feedback control
I use fusion360 for CAM and option G64 P0.002 Q0.002
when my cnc run process Adaptive clearing toolpath is curve or Arc I few cnc base little jerky and feed in Gcode(G1) is 1200 mm/mins but CNC just run 100-300 mm/mins
How to fix this problem ?
I don't know where setting wrong.
Thank you
Asis
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4709
- Thank you received: 2106
07 Dec 2024 08:31 #316166
by Aciera
Replied by Aciera on topic Feedback control XY not full speed run G1 when curve or Arc
Can you post your gcode or at least a section of it?
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21627
- Thank you received: 7384
07 Dec 2024 13:49 #316189
by tommylight
Replied by tommylight on topic Feedback control XY not full speed run G1 when curve or Arc
Also, what acceleration is set in the ini file?
The following user(s) said Thank You: abdulasis12
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
08 Dec 2024 17:34 #316261
by abdulasis12
Replied by abdulasis12 on topic Feedback control XY not full speed run G1 when curve or Arc
Hi, MR.ACIERA MR. TOMMY
Thank you for reply and sorry in weekend slow reply.
This below post file gcode problem.
example about in gcode file at N15 to N3900
**Also, what acceleration is set in the ini file?**
Tomorow at workshop I will check and told again.
Thank you
Asis,
Thank you for reply and sorry in weekend slow reply.
This below post file gcode problem.
example about in gcode file at N15 to N3900
**Also, what acceleration is set in the ini file?**
Tomorow at workshop I will check and told again.
Thank you
Asis,
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
09 Dec 2024 08:55 #316314
by abdulasis12
Replied by abdulasis12 on topic Feedback control XY not full speed run G1 when curve or Arc
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21627
- Thank you received: 7384
09 Dec 2024 12:33 #316324
by tommylight
Replied by tommylight on topic Feedback control XY not full speed run G1 when curve or Arc
Traj section in the ini file, velocities are much lower than in the display section, try setting those same as display section.
Please Log in or Create an account to join the conversation.
- hmnijp
- Offline
- Senior Member
-

Less
More
- Posts: 42
- Thank you received: 49
09 Dec 2024 17:46 #316350
by hmnijp
Replied by hmnijp on topic Feedback control XY not full speed run G1 when curve or Arc
You should increase motion blending tolerance (g64 p0.002)
The more accurate the tolerance -> the lower the speed.
For roughing operation (adaptive) such accuracy is not required. Try setting P0.05, this will smooth the trajectory and allow it to be executed at high speed.
If the acceleration of your machine is not high, then for roughing operation you can choose P even more.
The more accurate the tolerance -> the lower the speed.
For roughing operation (adaptive) such accuracy is not required. Try setting P0.05, this will smooth the trajectory and allow it to be executed at high speed.
If the acceleration of your machine is not high, then for roughing operation you can choose P even more.
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
13 Dec 2024 01:27 #316558
by abdulasis12
"much lower than in the display section" Okay, I got it wrong. I think it's for the motor velocity. I will change it back to default.
Thank you,
Asis
Replied by abdulasis12 on topic Feedback control XY not full speed run G1 when curve or Arc
Hi MR.TommyTraj section in the ini file, velocities are much lower than in the display section, try setting those same as display section.
"much lower than in the display section" Okay, I got it wrong. I think it's for the motor velocity. I will change it back to default.
Thank you,
Asis
Please Log in or Create an account to join the conversation.
- abdulasis12
- Offline
- Premium Member
-
Less
More
- Posts: 133
- Thank you received: 8
13 Dec 2024 01:35 #316559
by abdulasis12
Thank you for the suggestion. I have applied your advice and made some adjustments. Previously, it was G64 P0.002 Q0.002. Now, I’ve changed it to G64 P0.01 and removed the Q0.002 parameter. The machine runs much more smoothly, although there are still some slight jerks when transitioning into curves during G0 moves. However, it’s a significant improvement.
Do you happen to know what the Q parameter is used for?
Thank you,
Asis
Replied by abdulasis12 on topic Feedback control XY not full speed run G1 when curve or Arc
Hi MR.hmnijpYou should increase motion blending tolerance (g64 p0.002)
The more accurate the tolerance -> the lower the speed.
For roughing operation (adaptive) such accuracy is not required. Try setting P0.05, this will smooth the trajectory and allow it to be executed at high speed.
If the acceleration of your machine is not high, then for roughing operation you can choose P even more.
Thank you for the suggestion. I have applied your advice and made some adjustments. Previously, it was G64 P0.002 Q0.002. Now, I’ve changed it to G64 P0.01 and removed the Q0.002 parameter. The machine runs much more smoothly, although there are still some slight jerks when transitioning into curves during G0 moves. However, it’s a significant improvement.
Do you happen to know what the Q parameter is used for?
Thank you,
Asis
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4709
- Thank you received: 2106
13 Dec 2024 06:39 #316563
by Aciera
Replied by Aciera on topic Feedback control XY not full speed run G1 when curve or Arc
Maybe this documentation helps:
linuxcnc.org/docs/stable/html/user/user-...gramming-the-planner
linuxcnc.org/docs/stable/html/user/user-...gramming-the-planner
The following user(s) said Thank You: Lcvette, abdulasis12
Please Log in or Create an account to join the conversation.
Time to create page: 1.074 seconds