motion channels for robotic atc library
- ihavenofish
- Offline
- Platinum Member
-

Less
More
- Posts: 1014
- Thank you received: 285
28 Feb 2026 23:41 - 28 Feb 2026 23:50 #343672
by ihavenofish
motion channels for robotic atc library was created by ihavenofish
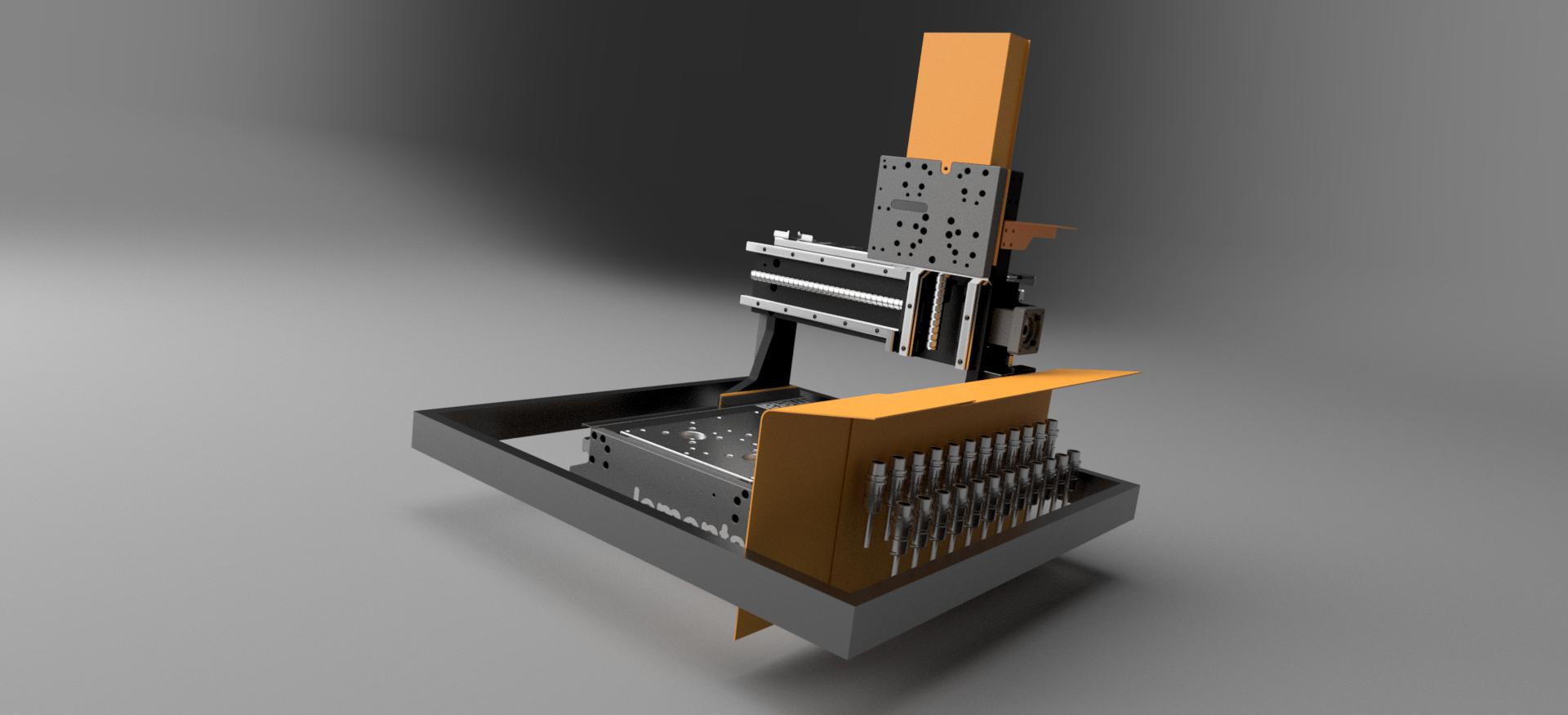
So i had a craaazy idea for a little robot tool library.
Wondering how you would implement it in linuxcnc.
So we have our XYZA on our cnc. lets reserve B just in case we ever need a 5th.
That leaves 4 more axes available.
Our little tool robot will have an x2 y2 z2, and a x3 (fixed motion, likely air) and C do pivoting the gripper - again fixed motion.
Basically it is a cnc of its own, and needs to operate while the main machine is cutting so it can sort and stage tools. This is different from using C for an atc platter that is actually coordinated with the main machine.
How could we do this?can we decouple these new axes from the main motion as a "channel" ?
Wondering how you would implement it in linuxcnc.
So we have our XYZA on our cnc. lets reserve B just in case we ever need a 5th.
That leaves 4 more axes available.
Our little tool robot will have an x2 y2 z2, and a x3 (fixed motion, likely air) and C do pivoting the gripper - again fixed motion.
Basically it is a cnc of its own, and needs to operate while the main machine is cutting so it can sort and stage tools. This is different from using C for an atc platter that is actually coordinated with the main machine.
How could we do this?can we decouple these new axes from the main motion as a "channel" ?
Attachments:
Last edit: 28 Feb 2026 23:50 by ihavenofish.
Please Log in or Create an account to join the conversation.
- Marcos DC
-

- Offline
- Senior Member
-

Less
More
- Posts: 74
- Thank you received: 47
01 Mar 2026 00:31 #343673
by Marcos DC
Replied by Marcos DC on topic motion channels for robotic atc library
LinuxCNC has a single realtime motion module (motmod).
All coordinated motion and joint updates go through that one trajectory planner and queue.
Even if you configure additional axes (U/V/W etc.), they still belong to the same motion instance.
There is no concept of a second independent motion channel inside one LinuxCNC process.
Industrial controllers sometimes give the impression that this should be possible because they support true multi-channel motion. For example, platforms like Omron Sysmac can run multiple independent motion groups or program contexts in parallel within the same controller. That capability is built directly into the motion kernel.
LinuxCNC, however, is architected around a single motion instance per process.
If you need the tool robot to move while the main machine is cutting, the practical solutions are:
• Run a second LinuxCNC instance / second controller for the tool robot and handshake via IO/fieldbus.
• Use an external PLC/MCU/drive sequencer for the robot and trigger it from LinuxCNC via M-codes or IO.
A “HAL-only second planner” is technically possible, but then you own all the safety, limits, interlocks and coordination logic yourself — and it tends to become fragile fast.
All coordinated motion and joint updates go through that one trajectory planner and queue.
Even if you configure additional axes (U/V/W etc.), they still belong to the same motion instance.
There is no concept of a second independent motion channel inside one LinuxCNC process.
Industrial controllers sometimes give the impression that this should be possible because they support true multi-channel motion. For example, platforms like Omron Sysmac can run multiple independent motion groups or program contexts in parallel within the same controller. That capability is built directly into the motion kernel.
LinuxCNC, however, is architected around a single motion instance per process.
If you need the tool robot to move while the main machine is cutting, the practical solutions are:
• Run a second LinuxCNC instance / second controller for the tool robot and handshake via IO/fieldbus.
• Use an external PLC/MCU/drive sequencer for the robot and trigger it from LinuxCNC via M-codes or IO.
A “HAL-only second planner” is technically possible, but then you own all the safety, limits, interlocks and coordination logic yourself — and it tends to become fragile fast.
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1014
- Thank you received: 285
01 Mar 2026 00:46 #343674
by ihavenofish
Replied by ihavenofish on topic motion channels for robotic atc library
Thanks, that's basically what I thought
Please Log in or Create an account to join the conversation.
- NWE
-

- Offline
- Elite Member
-

Less
More
- Posts: 214
- Thank you received: 64
01 Mar 2026 02:58 - 01 Mar 2026 03:03 #343675
by NWE
Replied by NWE on topic motion channels for robotic atc library
I've been thinking about this for some time.
Obviously the easiest way is probably going to be to run a second LinuxCNC pc. (Assuming I'm doing everything in LinuxCNC.)
Then I was thinking about the possibility of running a custom multi-instance capable tp component consisting of something like:
GUI <-hal-> [tp.0, tp.1, tp.2] <-hal-> [trivkins.0, scarakins.0, scarakins.1] <-hal-> I/O (mesa, lcec, etc)
Definately re-inventing most of the wheel. Can we make it any harder?
Obviously the easiest way is probably going to be to run a second LinuxCNC pc. (Assuming I'm doing everything in LinuxCNC.)
Then I was thinking about the possibility of running a custom multi-instance capable tp component consisting of something like:
GUI <-hal-> [tp.0, tp.1, tp.2] <-hal-> [trivkins.0, scarakins.0, scarakins.1] <-hal-> I/O (mesa, lcec, etc)
Definately re-inventing most of the wheel. Can we make it any harder?
Last edit: 01 Mar 2026 03:03 by NWE.
Please Log in or Create an account to join the conversation.
- NWE
-
- Offline
- Elite Member
-
Less
More
- Posts: 214
- Thank you received: 64
01 Mar 2026 03:02 #343676
by NWE
Replied by NWE on topic motion channels for robotic atc library
One other possibility I considered, if it is possible to run just one at a time?
Could it then be done pausing the one and temporarily switching kinematics to run the other set of axis... say, toolchanger?
Could it then be done pausing the one and temporarily switching kinematics to run the other set of axis... say, toolchanger?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11990
- Thank you received: 4084
01 Mar 2026 03:47 - 01 Mar 2026 03:49 #343678
by rodw
Replied by rodw on topic motion channels for robotic atc library
Because the OP is on the Ethercat bandwagon (as are the commenters),
I have wondered about a seperate Ethercat component that does not consume an axis. I was mostly thinking about spindles but it might be able to morph into something with position control.
EDIT Running it on a seperate thread may give you enough independence...
I have wondered about a seperate Ethercat component that does not consume an axis. I was mostly thinking about spindles but it might be able to morph into something with position control.
EDIT Running it on a seperate thread may give you enough independence...
Last edit: 01 Mar 2026 03:49 by rodw.
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1014
- Thank you received: 285
01 Mar 2026 06:58 #343681
by ihavenofish
Replied by ihavenofish on topic motion channels for robotic atc library
mmm. interesting
I may wind up making it self contained, as not all my customers will use linuxcnc.
it could run linuxcnc self contained. or we could make it much more simplistic on an arduino.
The way the system is now its down to 2 coordinated linear axes, one fixes linear axis (most likely to be an air cylinder) and one for rotating, which might be best served with a servo axis. not sure yet.
thanks
I may wind up making it self contained, as not all my customers will use linuxcnc.
it could run linuxcnc self contained. or we could make it much more simplistic on an arduino.
The way the system is now its down to 2 coordinated linear axes, one fixes linear axis (most likely to be an air cylinder) and one for rotating, which might be best served with a servo axis. not sure yet.
thanks
Please Log in or Create an account to join the conversation.
- hmnijp
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 49
01 Mar 2026 17:43 #343692
by hmnijp
If the toolchanger robot only requires point-to-point motion and doesn't require circular or linear interpolation, then extrajoints can be used. Basic safety chains, homing, and limits will work as for other regular joints. However, for motion planning, you need to connect the simple_tp or limit3 components. Their motion calls should be implemented in custom M-code (e.g., M100 P1.2 Q23 ...).
Replied by hmnijp on topic motion channels for robotic atc library
A “HAL-only second planner” is technically possible, but then you own all the safety, limits, interlocks and coordination logic yourself — and it tends to become fragile fast.
If the toolchanger robot only requires point-to-point motion and doesn't require circular or linear interpolation, then extrajoints can be used. Basic safety chains, homing, and limits will work as for other regular joints. However, for motion planning, you need to connect the simple_tp or limit3 components. Their motion calls should be implemented in custom M-code (e.g., M100 P1.2 Q23 ...).
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1014
- Thank you received: 285
01 Mar 2026 20:10 #343696
by ihavenofish
oooh. yeah we can 100% just have single axis at a time motion for this.
thanks, ill look into this.
The devices is starting to take shape here


Replied by ihavenofish on topic motion channels for robotic atc library
A “HAL-only second planner” is technically possible, but then you own all the safety, limits, interlocks and coordination logic yourself — and it tends to become fragile fast.
If the toolchanger robot only requires point-to-point motion and doesn't require circular or linear interpolation, then extrajoints can be used. Basic safety chains, homing, and limits will work as for other regular joints. However, for motion planning, you need to connect the simple_tp or limit3 components. Their motion calls should be implemented in custom M-code (e.g., M100 P1.2 Q23 ...).
oooh. yeah we can 100% just have single axis at a time motion for this.
thanks, ill look into this.
The devices is starting to take shape here
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- ihavenofish
- Offline
- Platinum Member
-
Less
More
- Posts: 1014
- Thank you received: 285
04 Mar 2026 00:31 #343819
by ihavenofish
Replied by ihavenofish on topic motion channels for robotic atc library
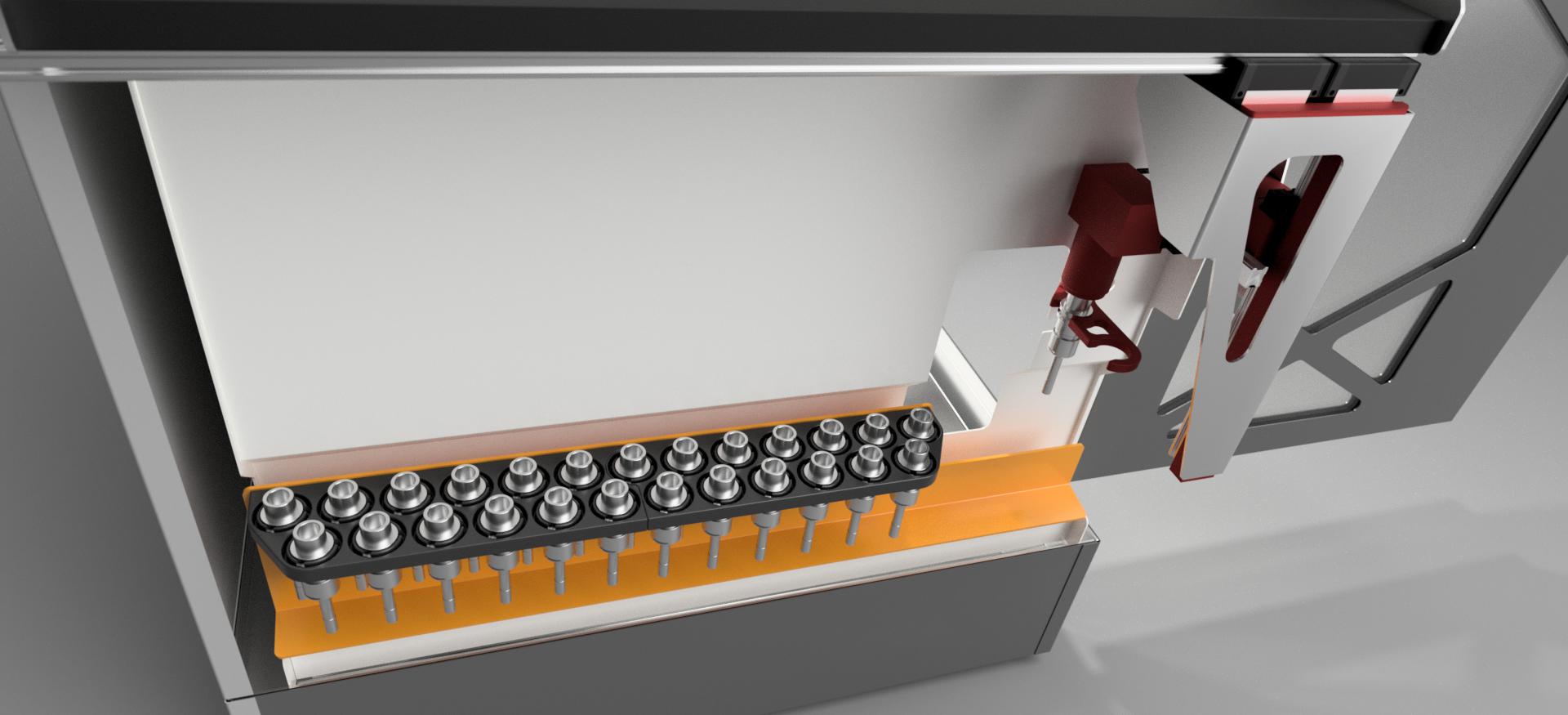
So we have wound up with a simple little 3 axis cartesian robot. Robot basically has a spindle taper and air powered gripper, and then hands off to a switcher arm that will be moved by the little robot with a roller cam.
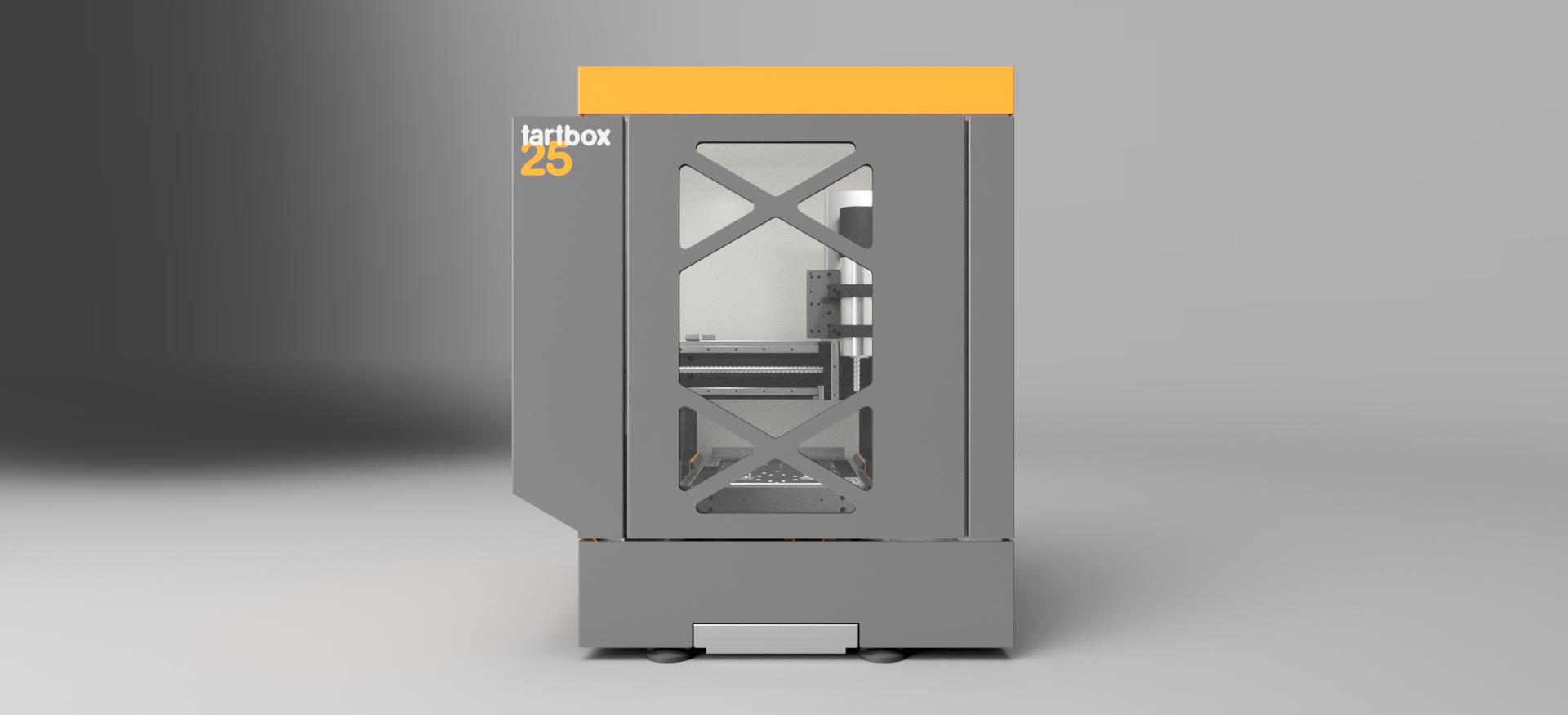

I will probably build this in april, then we can see if it can live inside the master linuxcnc or needs a separate controller.
So the run down:
- X, Y, Z linear motion.
- gripper air cylinder.
1: Robot on its own goes to grab the next tool needed by the machine, and places it in the arm SLOT A
2: M6 Tx called
3: Robot uses cam to move arm out into position. Door opens on the same linkage (we could also do this with air)
4: Machine moves to tool change arm and places the tool in SLOT B
5: Then it grabs the tool in SLOT A and moves away from the arm
Basically the main control sees the atc as a stationary rack type with only 2 tools
6: The arm retracts in and door closes
7: Machine resumes cutting
8: The robot takes the tool from SLOT B and puts it back in the right pocket
9: Robot grabs the next tool in the program and we repeat everything again
Make sense?
I will probably build this in april, then we can see if it can live inside the master linuxcnc or needs a separate controller.
So the run down:
- X, Y, Z linear motion.
- gripper air cylinder.
1: Robot on its own goes to grab the next tool needed by the machine, and places it in the arm SLOT A
2: M6 Tx called
3: Robot uses cam to move arm out into position. Door opens on the same linkage (we could also do this with air)
4: Machine moves to tool change arm and places the tool in SLOT B
5: Then it grabs the tool in SLOT A and moves away from the arm
Basically the main control sees the atc as a stationary rack type with only 2 tools
6: The arm retracts in and door closes
7: Machine resumes cutting
8: The robot takes the tool from SLOT B and puts it back in the right pocket
9: Robot grabs the next tool in the program and we repeat everything again
Make sense?
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.382 seconds