Commands Not Completing As Written
- devils4ever
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 1
08 Apr 2026 15:55 #345325
by devils4ever
Commands Not Completing As Written was created by devils4ever
Hi all,
I'm having an issue with LinuxCNC not completing the entire command as written in the G code file.
Here's a piece of the code:
G0 Z1.0000
(PASS 1)
G1 X-2.3750 Y2.7250 F8
G1 Z-0.0500 F4
G1 X-2.3750 Y1.3915 F8.0000
G3 X-2.3738 Y1.3811 I0.0211 J-0.0029 F8.0000
G3 X-2.3585 Y1.3750 I0.0112 J0.0058 F8.0000
G1 X1.7250 Y1.3750 F8.0000
G1 X-2.3750 Y2.7250 F20
(PASS 2)
G1 X-2.3750 Y2.7250 F8
G1 Z-0.1000 F4
G1 X-2.3750 Y1.3915 F8.0000
G3 X-2.3738 Y1.3811 I0.0211 J-0.0029 F8.0000
G3 X-2.3585 Y1.3750 I0.0112 J0.0058 F8.0000
G1 X1.7250 Y1.3750 F8.0000
G1 X-2.3750 Y2.7250 F20
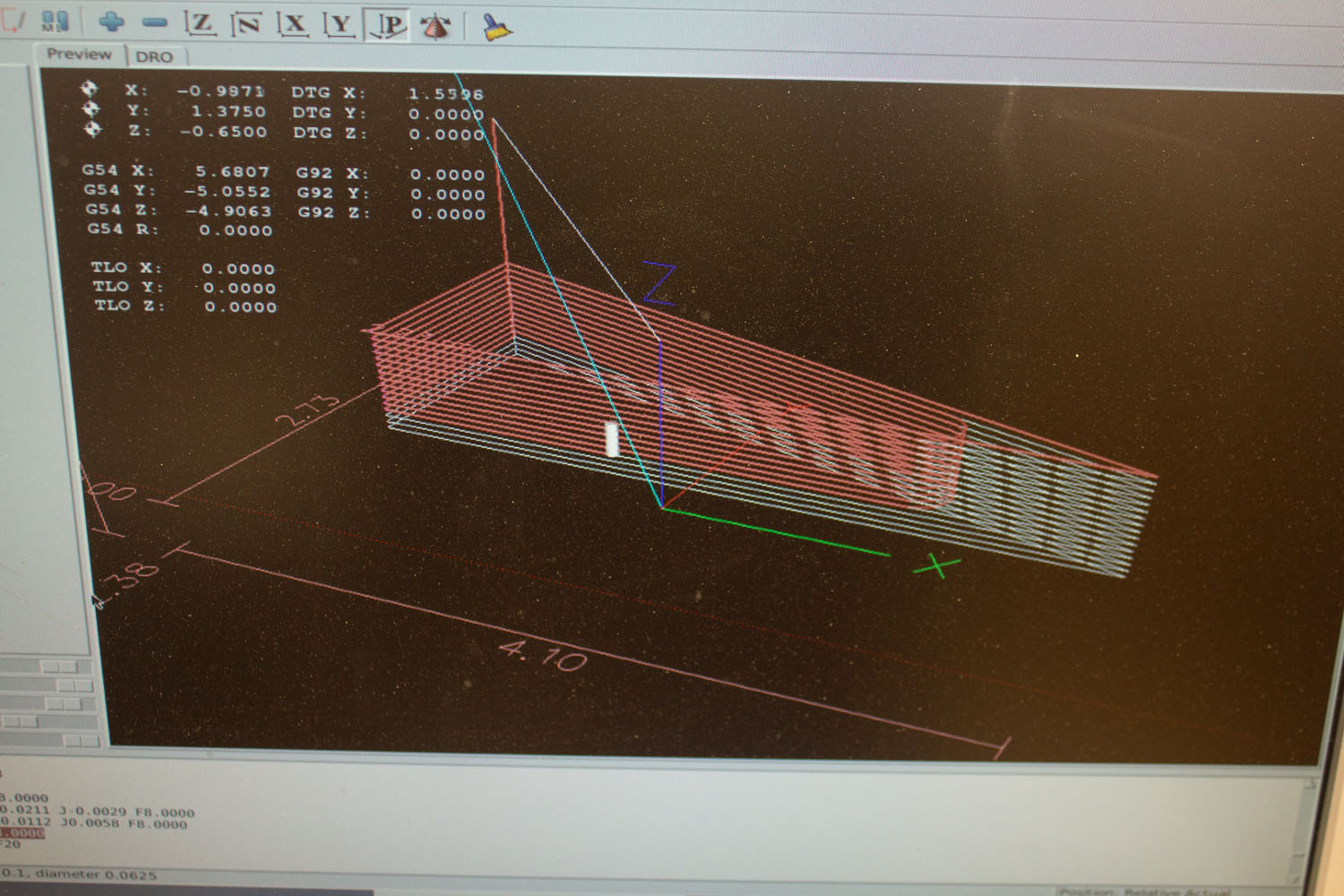
If I single step the code, the command is completed as written. If I let it run, it completes MOST of the command and then it starts on the next command.
See pic.
I'm having an issue with LinuxCNC not completing the entire command as written in the G code file.
Here's a piece of the code:
G0 Z1.0000
(PASS 1)
G1 X-2.3750 Y2.7250 F8
G1 Z-0.0500 F4
G1 X-2.3750 Y1.3915 F8.0000
G3 X-2.3738 Y1.3811 I0.0211 J-0.0029 F8.0000
G3 X-2.3585 Y1.3750 I0.0112 J0.0058 F8.0000
G1 X1.7250 Y1.3750 F8.0000
G1 X-2.3750 Y2.7250 F20
(PASS 2)
G1 X-2.3750 Y2.7250 F8
G1 Z-0.1000 F4
G1 X-2.3750 Y1.3915 F8.0000
G3 X-2.3738 Y1.3811 I0.0211 J-0.0029 F8.0000
G3 X-2.3585 Y1.3750 I0.0112 J0.0058 F8.0000
G1 X1.7250 Y1.3750 F8.0000
G1 X-2.3750 Y2.7250 F20
If I single step the code, the command is completed as written. If I let it run, it completes MOST of the command and then it starts on the next command.
See pic.
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21708
- Thank you received: 7417
08 Apr 2026 16:45 #345326
by tommylight
Replied by tommylight on topic Commands Not Completing As Written
At the top of the gcode file add:
G64 P0.1
for metric machine or
G64 P0.004
for imperial machine,
that will deviate 0.1mm from the original line, or you can change P values as you need them
G64 P0.1
for metric machine or
G64 P0.004
for imperial machine,
that will deviate 0.1mm from the original line, or you can change P values as you need them
Please Log in or Create an account to join the conversation.
- devils4ever
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 1
08 Apr 2026 19:02 #345336
by devils4ever
Replied by devils4ever on topic Commands Not Completing As Written
Wow! That worked! Thanks so much!
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21708
- Thank you received: 7417
08 Apr 2026 20:12 #345341
by tommylight
Replied by tommylight on topic Commands Not Completing As Written
You are welcomed, always.
Please Log in or Create an account to join the conversation.
Time to create page: 0.180 seconds