- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- odd error message popping up for missing GST file?
odd error message popping up for missing GST file?
- Lcvette
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1623
- Thank you received: 755
13 May 2018 05:35 #110650
by Lcvette
Replied by Lcvette on topic odd error message popping up for missing GST file?
nope axis goes straight to debug report,. I think there are too many things tied to the gmoccapy screen design he did, i see alot of calls for it in the ini file. :/
Please Log in or Create an account to join the conversation.
- Lcvette
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1623
- Thank you received: 755
13 May 2018 05:35 - 15 May 2018 23:41 #110651
by Lcvette
Replied by Lcvette on topic odd error message popping up for missing GST file?
in ini file..
# Generated by PNCconf at Thu Nov 9 12:55:45 2017
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
[EMC]
MACHINE = VMC2
DEBUG = 0
[DISPLAY]
DISPLAY = gmoccapy
EMBED_TAB_NAME =Probe Screen
EMBED_TAB_LOCATION = ntb_user_tabs
EMBED_TAB_COMMAND = halcmd loadusr -Wn gladevcp gladevcp -c gladevcp -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
PREFERENCE_FILE_PATH = gmoccapy_preferences
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 3.000000
MAX_SPINDLE_OVERRIDE = 1.250000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/chris/linuxcnc/nc_files
PYVCP = pyvcp-panel.xml
INCREMENTS = .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_VELOCITY = 150.000000
MAX_LINEAR_VELOCITY = 280
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 650.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
#BELOW IS THE STARTUP CODE FOR THE MACHINE, WILL BE IN THIS STATE AT STARTUP
RS274NGC_STARTUP_CODE = g17 g21 g40 g43h0 g54 g64 P 0.01 G80 G90 G94 G97 M5 M9
PARAMETER_FILE = linuxcnc.var
FEATURES=30
SUBROUTINE_PATH = macros
#BELOW ARE MY REMAPPED M CODES FOR TOOLCHANGES
REMAP=M6 modalgroup=6 prolog=change_prolog ngc=toolchange epilog=change_epilog
REMAP=M10 modalgroup=6 argspec=p ngc=m10
REMAP=M11 modalgroup=6 argspec=p ngc=m11
REMAP=M12 modalgroup=6 argspec=p ngc=m12
REMAP=M13 modalgroup=6 ngc=m13
REMAP=M21 modalgroup=6 ngc=m21
REMAP=M22 modalgroup=6 ngc=m22
REMAP=M23 modalgroup=6 ngc=m23
REMAP=M24 modalgroup=6 ngc=m24
REMAP=M25 modalgroup=6 ngc=m25
REMAP=M26 modalgroup=6 ngc=m26
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 600
[TOOLSETTER]
X = 10
Y = 10
Z = -20
# abort change if no toolsensor contact after this probe distance
MAXPROBE = -20
# this is not named TOOL_CHANGE_POSITION on purpose - canon uses it and will
# interfere
[CHANGE_POSITION]
X = 10
Y = 10
Z = -2
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
SERVO_PERIOD = 1000000
[HOSTMOT2]
# **** This is for info only ****
# DRIVER0=hm2_eth
# BOARD0=7i92
[HAL]
HALUI = halui
HALFILE = VMC2.hal
HALFILE = custom.hal
#HALFILE = vc-p1as.hal
POSTGUI_HALFILE = postgui_call_list.hal
#POSTGUI_HALFILE = vc-p1as-postgui.hal
POSTGUI_HALFILE = custom_postgui.hal
HALUI = halui
#SHUTDOWN = shutdown.hal
[HALUI]
MDI_COMMAND=...
MDI_COMMAND=...
MDI_COMMAND=...
MDI_COMMAND=...
MDI_COMMAND=...
MDI_COMMAND=G10 L20 P1 X0
MDI_COMMAND=G10 L20 P1 Y0
MDI_COMMAND=G10 L20 P1 Z0
MDI_COMMAND=G0 X0 Y0 Z0
MDI_COMMAND=G10 L20 P1 A0
[PYTHON]
PATH_APPEND = /home/chris/linuxcnc/configs/VMC2/python
TOPLEVEL = /home/chris/linuxcnc/configs/VMC2/python/toplevel.py
LOG_LEVEL = 8
[TRAJ]
AXES = 4
COORDINATES = X Y Z A
MAX_ANGULAR_VELOCITY = 360.00
DEFAULT_ANGULAR_VELOCITY = 36.00
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_LINEAR_VELOCITY = 50
MAX_VELOCITY = 283.33
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_QUILL_UP = 0
#********************
# Axis X
#********************
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.1
MIN_FERROR = 0.01
MAX_VELOCITY = 280
MAX_ACCELERATION = 2000.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 350
STEPGEN_MAXACCEL = 4000
P = 3000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = -2000.17
# these are in nanoseconds
DIRSETUP = 3000
DIRHOLD = 6000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = -600.05
MIN_LIMIT = -360.0
MAX_LIMIT = 335.0
HOME_OFFSET = 300.00
HOME_SEARCH_VEL = 75
HOME_LATCH_VEL = 15
HOME_FINAL_VEL = 150.000000
HOME_USE_INDEX = no
HOME_SEQUENCE = 1
#********************
# Axis Y
#********************
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.10
MIN_FERROR = 0.01
MAX_VELOCITY = 280
MAX_ACCELERATION = 2000.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 350
STEPGEN_MAXACCEL = 4000
P = 2700
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = -2000.17
# these are in nanoseconds
DIRSETUP = 3000
DIRHOLD = 6000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = -600.05
MIN_LIMIT = -345.0
MAX_LIMIT = 35.0
HOME_OFFSET = 1.000
HOME_SEARCH_VEL = 75
HOME_LATCH_VEL = 15
HOME_FINAL_VEL = 150.000000
HOME_USE_INDEX = no
HOME_SEQUENCE = 1
#********************
# Axis Z
#********************
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.1
MIN_FERROR = 0.01
MAX_VELOCITY = 265
MAX_ACCELERATION = 1800.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 350
STEPGEN_MAXACCEL = 3600
P = 2500
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 2000.17
# these are in nanoseconds
DIRSETUP = 3000
DIRHOLD = 6000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = 600.05
MIN_LIMIT = -400.0
MAX_LIMIT = 20.0
HOME_OFFSET = -2.000
HOME_SEARCH_VEL = 75
HOME_LATCH_VEL = 15
HOME_FINAL_VEL = 25.000000
HOME_USE_INDEX = no
HOME_SEQUENCE = 0
#********************
# Axis A
#********************
[AXIS_3]
TYPE = ANGULAR
HOME = 0.0
FERROR = 2.0
MIN_FERROR = 0.750
MAX_VELOCITY = 650.0
MAX_ACCELERATION = 3000.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 840
STEPGEN_MAXACCEL = 6000
P = 6000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 2000
# these are in nanoseconds
DIRSETUP = 3000
DIRHOLD = 6000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = -183.335
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
HOME_OFFSET = 0.0
HOME_SEQUENCE = 2
#********************
# Spindle
#********************
[SPINDLE_9]
P = 0.0
I = 0.0
D = 0.0
FF0 = 1.0
FF1 = 0.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 6225
ENCODER_SCALE = -4110.0
OUTPUT_SCALE = 6225
OUTPUT_MIN_LIMIT = 0
OUTPUT_MAX_LIMIT = 6225
Last edit: 15 May 2018 23:41 by andypugh.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7315
- Thank you received: 2146
13 May 2018 05:39 #110652
by cmorley
Replied by cmorley on topic odd error message popping up for missing GST file?
please try a sim config.
Chris M
Chris M
Please Log in or Create an account to join the conversation.
- Lcvette
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1623
- Thank you received: 755
13 May 2018 06:17 #110654
by Lcvette
Chris,
i loaded Gmoccapy from the sim config menu and it loaded right up no problem, numbers popped up and everything seems to look like it was working no worries.. hmphh
Replied by Lcvette on topic odd error message popping up for missing GST file?
please try a sim config.
Chris M
Chris,
i loaded Gmoccapy from the sim config menu and it loaded right up no problem, numbers popped up and everything seems to look like it was working no worries.. hmphh
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7315
- Thank you received: 2146
13 May 2018 19:02 #110697
by cmorley
Replied by cmorley on topic odd error message popping up for missing GST file?
Ok great at least linuxcnc isn't completely broken - that then indicates a configuration problem.
I see from you posted ini file that it has remap, MDI commands ,VCp and gladevcp etc commands.
Pncconf does not have remap options so this is modified by hand I assume.
my suggestion is to make a basic config with pncconf.
By basic I mean only use options that will setup the axes.
See if that works if so go back and add the other options you want that pnccond can help you with.
if that still works that start adding hand written option into the last working config - you can use your current broken config as a reference.
In this way you should be able to find out what the problem is.
Chris M
I see from you posted ini file that it has remap, MDI commands ,VCp and gladevcp etc commands.
Pncconf does not have remap options so this is modified by hand I assume.
my suggestion is to make a basic config with pncconf.
By basic I mean only use options that will setup the axes.
See if that works if so go back and add the other options you want that pnccond can help you with.
if that still works that start adding hand written option into the last working config - you can use your current broken config as a reference.
In this way you should be able to find out what the problem is.
Chris M
The following user(s) said Thank You: Lcvette
Please Log in or Create an account to join the conversation.
- Lcvette
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1623
- Thank you received: 755
18 May 2018 22:02 #110859
by Lcvette
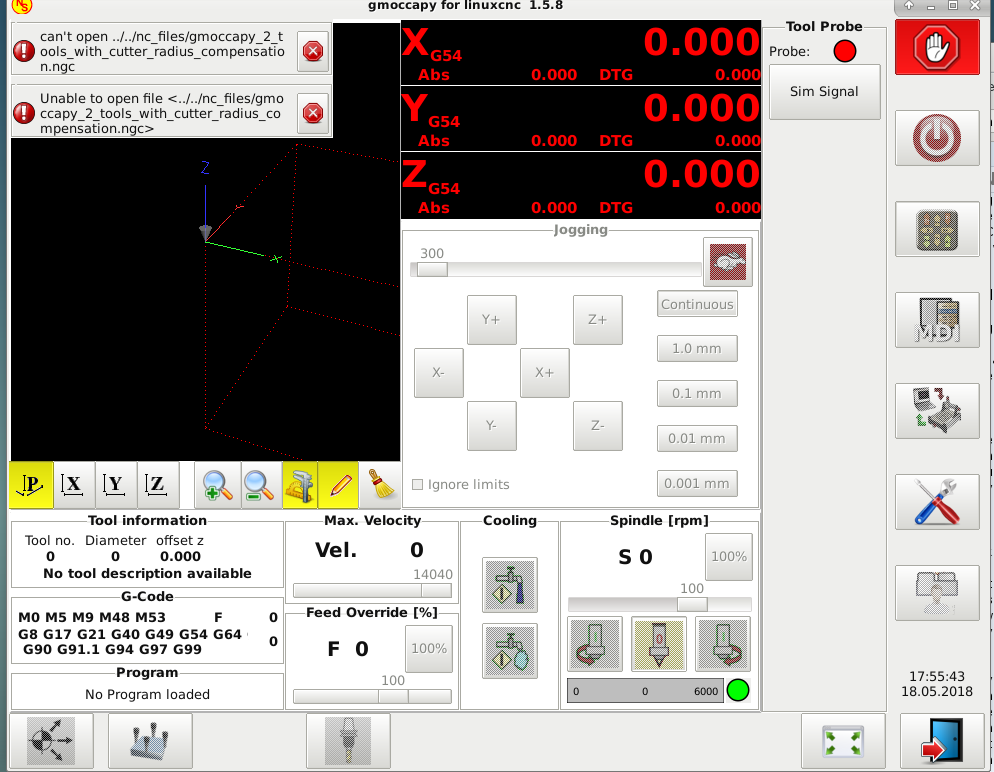
ok i had to install some new hardware components due to a latency issue but that is now resolved... so i started tinkering and i tried loading all of the sims and started getting error messages for some of them the same as with the config from my buddy, missing ngc files. I am guessing these sims should not be missing files as they should be inside the installed software. so this leads me to believe again that the issue is a compatibility problem. in fact i tried to open the sim and was unable to until i replaced the player.py file you attached previously. once i did that gmoccapy opened in the sims. i have not yet even brought in any of the files from my previous installation to this new system yet. it is just a clean installation of the debian stretch preempt rt. I am not certain if I am supposed to install additional software maybe? or where to get it from? the updates are saying everything is up to date. so im flying a bit blind at the moment.
here is a snap shot of one of the sims and its missing files errors similar to error messages i was getting with my buddies config files, missing ngc files.
thoughts?
Chris
Replied by Lcvette on topic odd error message popping up for missing GST file?
Ok great at least linuxcnc isn't completely broken - that then indicates a configuration problem.
I see from you posted ini file that it has remap, MDI commands ,VCp and gladevcp etc commands.
Pncconf does not have remap options so this is modified by hand I assume.
my suggestion is to make a basic config with pncconf.
By basic I mean only use options that will setup the axes.
See if that works if so go back and add the other options you want that pnccond can help you with.
if that still works that start adding hand written option into the last working config - you can use your current broken config as a reference.
In this way you should be able to find out what the problem is.
Chris M
ok i had to install some new hardware components due to a latency issue but that is now resolved... so i started tinkering and i tried loading all of the sims and started getting error messages for some of them the same as with the config from my buddy, missing ngc files. I am guessing these sims should not be missing files as they should be inside the installed software. so this leads me to believe again that the issue is a compatibility problem. in fact i tried to open the sim and was unable to until i replaced the player.py file you attached previously. once i did that gmoccapy opened in the sims. i have not yet even brought in any of the files from my previous installation to this new system yet. it is just a clean installation of the debian stretch preempt rt. I am not certain if I am supposed to install additional software maybe? or where to get it from? the updates are saying everything is up to date. so im flying a bit blind at the moment.
here is a snap shot of one of the sims and its missing files errors similar to error messages i was getting with my buddies config files, missing ngc files.
thoughts?
Chris
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7315
- Thank you received: 2146
18 May 2018 22:18 #110862
by cmorley
Replied by cmorley on topic odd error message popping up for missing GST file?
check in YOUR_HOME/linuxcnc/nc_files for a broken link.
(YOUR_HOME will be of course specific to your computer)
In theory that file gmoccapy references in the error code should be in that folder
or at least linked to that folder.
The player.py is a known problem and was expected.
Chris M
(YOUR_HOME will be of course specific to your computer)
In theory that file gmoccapy references in the error code should be in that folder
or at least linked to that folder.
The player.py is a known problem and was expected.
Chris M
Please Log in or Create an account to join the conversation.
Moderators: cmorley
- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- odd error message popping up for missing GST file?
Time to create page: 0.348 seconds