G54 beim Werkzeug vermessen ausschalten
- ChironFZ16
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

Less
More
- Posts: 58
- Thank you received: 12
29 Apr 2021 14:26 #207378
by ChironFZ16
G54 beim Werkzeug vermessen ausschalten was created by ChironFZ16
Hallo
Wie schalte ich beim Werkzeugvermessen g54 in Z aus, bei mir wird das immer mitverrechnet ?
Beispiel: wenn ich g54 100 m weniger angebe, ist dasWerkzeug auch um 100 mm kürzer
Gmoccapy braucht ein minus als vorzeichen bei der Toollänge.
Toolprobe
Wie schalte ich beim Werkzeugvermessen g54 in Z aus, bei mir wird das immer mitverrechnet ?
Beispiel: wenn ich g54 100 m weniger angebe, ist dasWerkzeug auch um 100 mm kürzer
Gmoccapy braucht ein minus als vorzeichen bei der Toollänge.
Toolprobe
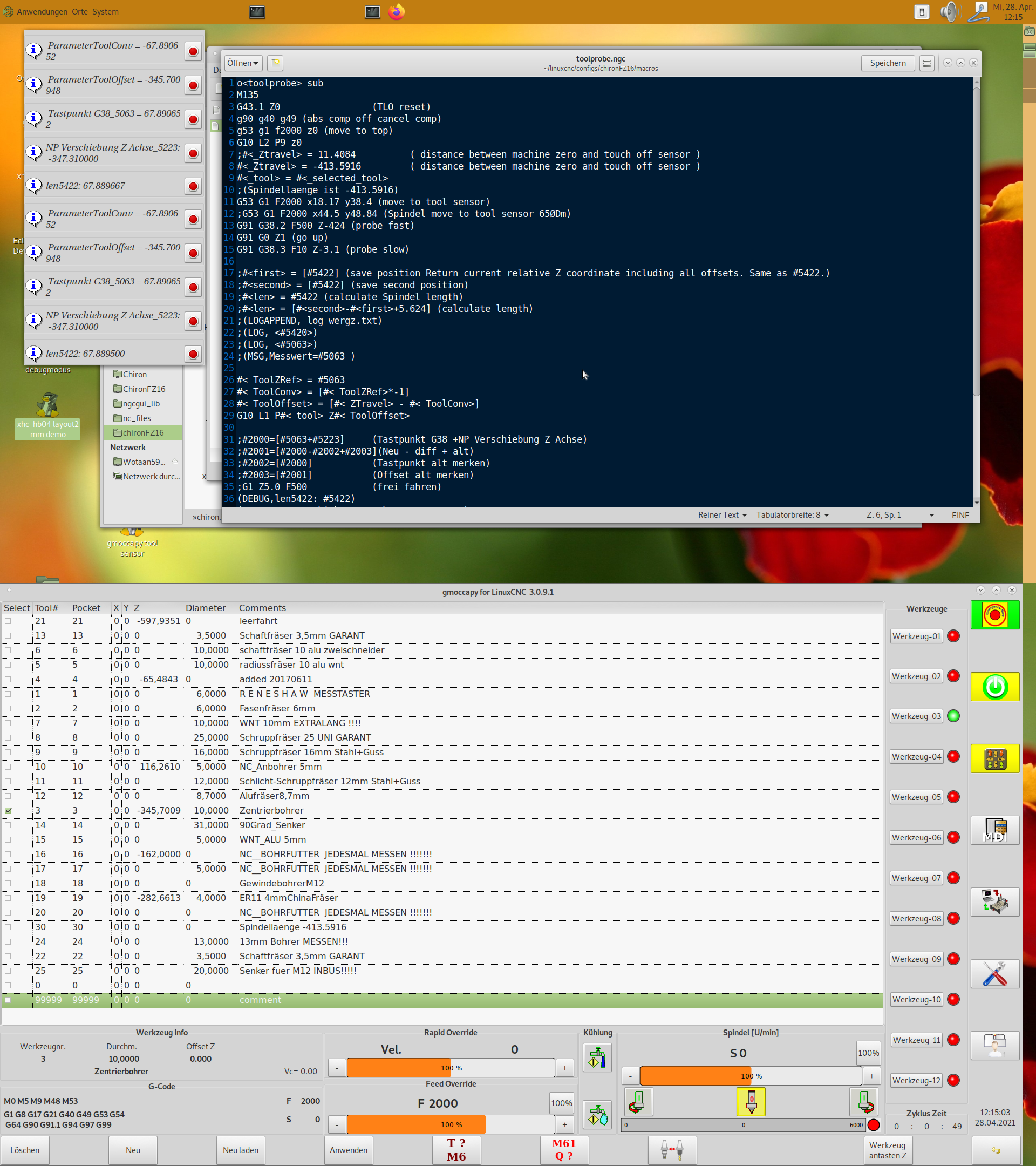
o<toolprobe> sub
M135
G90
G40
G49 (abs comp off cancel comp)
G53 G1 F2000 Z0 (move to top)
G43.1 Z0 (TLO reset)
;G10 L2 P9 Z0
(DEBUG, relative Offet G54_Z = #5422)
#<_Ztravel> = -11.4084 ( distance between machine zero and touch off sensor )
;#<_Ztravel> = -413.5916 ( distance between machine zero and touch off sensor )
#<_tool> = #<_selected_tool>
;(Spindellaenge ist -413.5916)
G53 G1 F2000 x18.17 y38.4 (move to tool sensor)
;G53 G1 F2000 x44.5 y48.84 (Spindel move to tool sensor 65ØDm)
G91 G38.2 F500 Z-424 (probe fast)
G91 G0 Z1 (go up)
G91 G38.3 F10 Z-3.1 (probe slow)
;#<first> = [#5422] (save position Return current relative Z coordinate including all offsets. Same as #5422.)
;#<second> = [#5422] (save second position)
;#<len> = #5422 (calculate Spindel length)
;#<len> = [#<second>-#<first>+5.624] (calculate length)
#<_ToolZRef> = #5063
#<_ToolConv> = [#<_ToolZRef>*-1]
;#<_ToolOffset> = [#<_ZTravel> - #<_ToolConv>]
#<_ToolOffset> = [#<_ToolConv> - #<_ZTravel>]
G10 L1 P#<_tool> Z#<_ToolOffset>
;G10 L1 P#<_tool> Z#<_ToolConv>
;#2000=[#5063+#5223] (Tastpunkt G38 +NP Verschiebung Z Achse)
;#2001=[#2000-#2002+#2003](Neu - diff + alt)
;#2002=[#2000] (Tastpunkt alt merken)
;#2003=[#2001] (Offset alt merken)
;G1 Z5.0 F500 (frei fahren)
(DEBUG, Tooloffset 5403 = #5403)
(DEBUG, Parameter_5400 = #5400)
(DEBUG, Z mit offsets_5422 = #5422)
(DEBUG, G54_NP Verschiebung Z Achse_5223 = #5223)
(DEBUG, Tastpunkt G38_5063 = #5063)
(DEBUG, ParameterToolOffset = #<_ToolOffset>)
(DEBUG, ParameterToolConv = #<_ToolConv>)
G90 G0 Z[#5063+10] (go up)
;G10 L1 P #5400 Z[#2001] (save length to tool table 5400 = tool number)
;G10 L1 P #5400 Z[#<len>] (save length to tool table 5400 = tool number)
M136
G53 G1 F2000 Z0
o<toolprobe> endsub
M30 (end)
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
29 Apr 2021 19:10 #207388
by chris@cnc
Replied by chris@cnc on topic G54 beim Werkzeug vermessen ausschalten
Schönes Macro
Mein erster Schuss wäre hier
Mein erster Schuss wäre hier
G10 L1 P#<_tool> Z#<_ToolOffset>
;G10 L1 P#<_tool> Z#<_ToolConv>
;#2000=[#5063+#5223] (Tastpunkt G38 +NP Verschiebung Z Achse)
Please Log in or Create an account to join the conversation.
- ChironFZ16
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 58
- Thank you received: 12
30 Apr 2021 07:25 #207431
by ChironFZ16
Meine Frage ist, warum sich #5063 ändert, wenn ich G54 Zxxx ändere und wie kann ich das verhindern
Replied by ChironFZ16 on topic G54 beim Werkzeug vermessen ausschalten
Schönes Macro
Mein erster Schuss wäre hierG10 L1 P#<_tool> Z#<_ToolOffset> ;G10 L1 P#<_tool> Z#<_ToolConv> ;#2000=[#5063+#5223] (Tastpunkt G38 +NP Verschiebung Z Achse)
Meine Frage ist, warum sich #5063 ändert, wenn ich G54 Zxxx ändere und wie kann ich das verhindern
Please Log in or Create an account to join the conversation.
- ChironFZ16
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 58
- Thank you received: 12
30 Apr 2021 08:55 - 30 Apr 2021 14:39 #207434
by ChironFZ16
Replied by ChironFZ16 on topic G54 beim Werkzeug vermessen ausschalten
Problem gelöst ") #5063 + #5223 - #<Z_travel>
#5063 + #5223 - #<Z_travel>
#5063 + #5223 - #<Z_travel>
Last edit: 30 Apr 2021 14:39 by ChironFZ16.
Please Log in or Create an account to join the conversation.
- roland
-

- Offline
- Premium Member
-

Less
More
- Posts: 140
- Thank you received: 64
30 Apr 2021 19:51 #207477
by roland
Replied by roland on topic G54 beim Werkzeug vermessen ausschalten
Der Parameter #5223 liest den Z-Wert aus der Nullpunktverschiebung G54.
Ist eine andere Nullpunktverschiebung (z.B. G55) aktiv, rechnest du mit mit faschen Werten.
Mit #[5203+#5220*20] kannst du den Z-Wert der aktuellen Nullpunktverschiebung auslesen (G54, G55, G56...)
Ist eine andere Nullpunktverschiebung (z.B. G55) aktiv, rechnest du mit mit faschen Werten.
Mit #[5203+#5220*20] kannst du den Z-Wert der aktuellen Nullpunktverschiebung auslesen (G54, G55, G56...)
The following user(s) said Thank You: ChironFZ16
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-
Less
More
- Posts: 529
- Thank you received: 140
01 May 2021 18:04 #207563
by chris@cnc
Replied by chris@cnc on topic G54 beim Werkzeug vermessen ausschalten
Hier noch mein Messprogramm. Ist sehr einfach da ich keinen Wechsler habe. Ich taste durch eine Laserbrücke und verrechne zur Spindelnase. Gemessener Wert ist so auch reale länge aus der Spindel.
G49
G90 (Absolute mode)
G53 G00 Z-10
S2000m3
M101 ( Laser an)
G4 P1
G91 ( relative mode for probing)
G38.2 Z-150 F1000 ( Werkzeugspitze suchen)
G1 Z3 ( Werkzeug frei fahren)
G4 P1
G38.2 Z-5 F100 ( Werkzeug mit Tastvorschub tasten)
G28.1 ( setzt aktuelle Maschinenposition in #5161-#5166)
#500=[121+#5163] ( Werkzeuglänge Verrechnen)
G1 Z3 F500 ( Werkzeug frei fahren)
G10 L1 P1 Z#500 ( Werkzeuglaenge setzten)
G43 H1 (Werkzeuglaenge aufrufen)
M5
o1 if [#5070 EQ 1]
M102 (Laser aus)
(DEBUG, Werkzeuglange gesetzt #500)
o1 else
M102
(MSG, Werkzeug nicht erkannt)
o1 endif
G90
M2Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.122 seconds