Verlust von Z0 und seltsames Verhalten beim Gravieren
- IselCNC
- Offline
- New Member
-

- Posts: 3
- Thank you received: 0
ich bin neu hier im Forum und habe leider ein generelles Problem mit LinuxCNC und ein spezielles Problem beim Gravieren, welche ich mir nicht so richtig erkären kann.
Zuerst zu meiner Maschine:
Ich habe eine Isel-FB2-Portalfräse, an der eine Isel C142-Schrittmotorsteuerung hängt, welche über eine DB25-Interfacekarte von Micompan engineering von meinem alten Rechner über den eingebauten Parallelport des PCs mit Steuerbefehlen versorgt wird.
Den G-Code erzeuge ich mit Fusion360 mit dem dort auswählbaren Fräs-Postprozessor für LinuxCNC.
Problem 1:
Wenn ich einen neuen G-Code für eine Fräsoperation lade, stelle ich gewissenhaft X0Y0Z0 am Rohteil bzw Werkstück ein.
Starte ich nun den Fräsvorgang, behält LinuxCNC zwar den Wert für X0 und Y0, verändert aber Z0 zufällig auf einen nicht reproduzierbaren Wert der meist 2mm bis 10mm vom eigentlich eingemessenen Z0-Wert liegt.
Im besten Fall beginnt die Fräse "Luft zu fräsen", im schlechtesten Fall crasht der Fräser unkontrolliert ins Werkstück.
Wenn ich das Fräsprogramm sofort nach dem Starten abbreche, erneut Z0 einmesse und dann das Programm erneut starte, behält LinuxCNC den eingestellten Z0 und ich kann den G-Code so oft ich will durchlaufen lassen, ohne dass es Veränderungen im Z0-Wert gibt.
Problem 2:
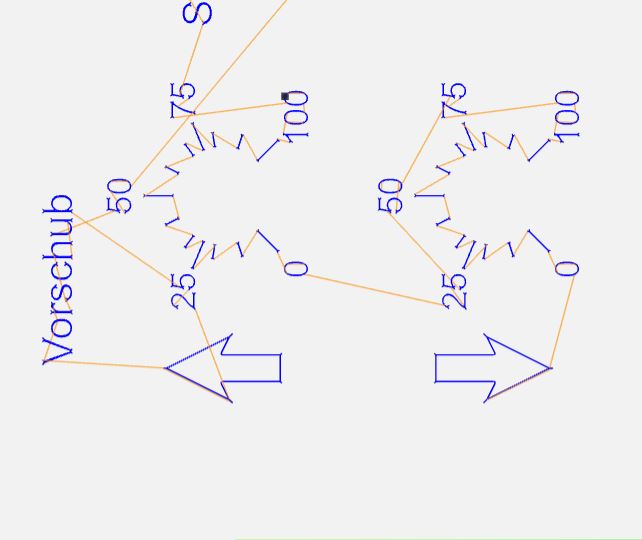
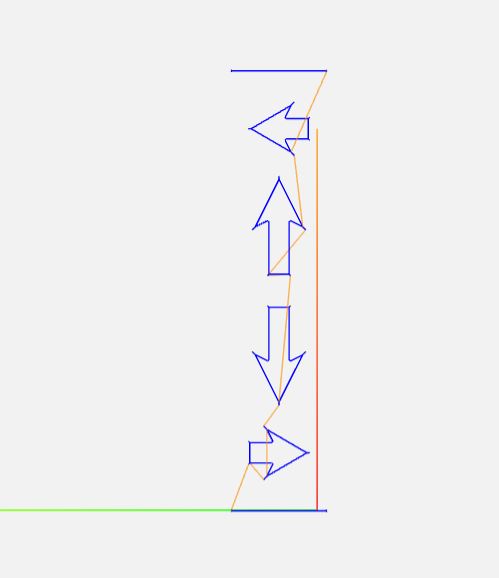
Ein anderer Fehler tritt bei Gravuren von geometrischen Formen auf.
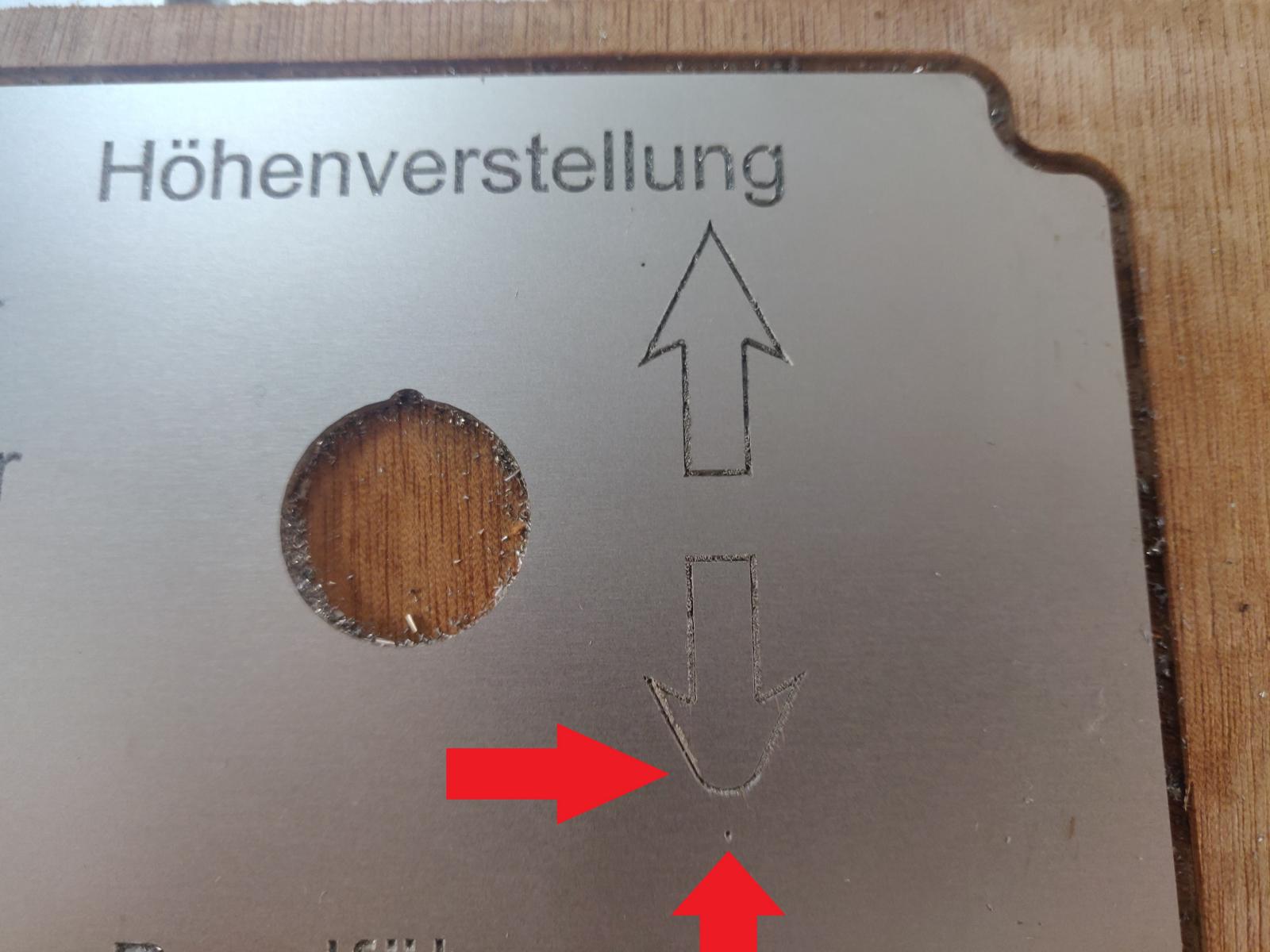
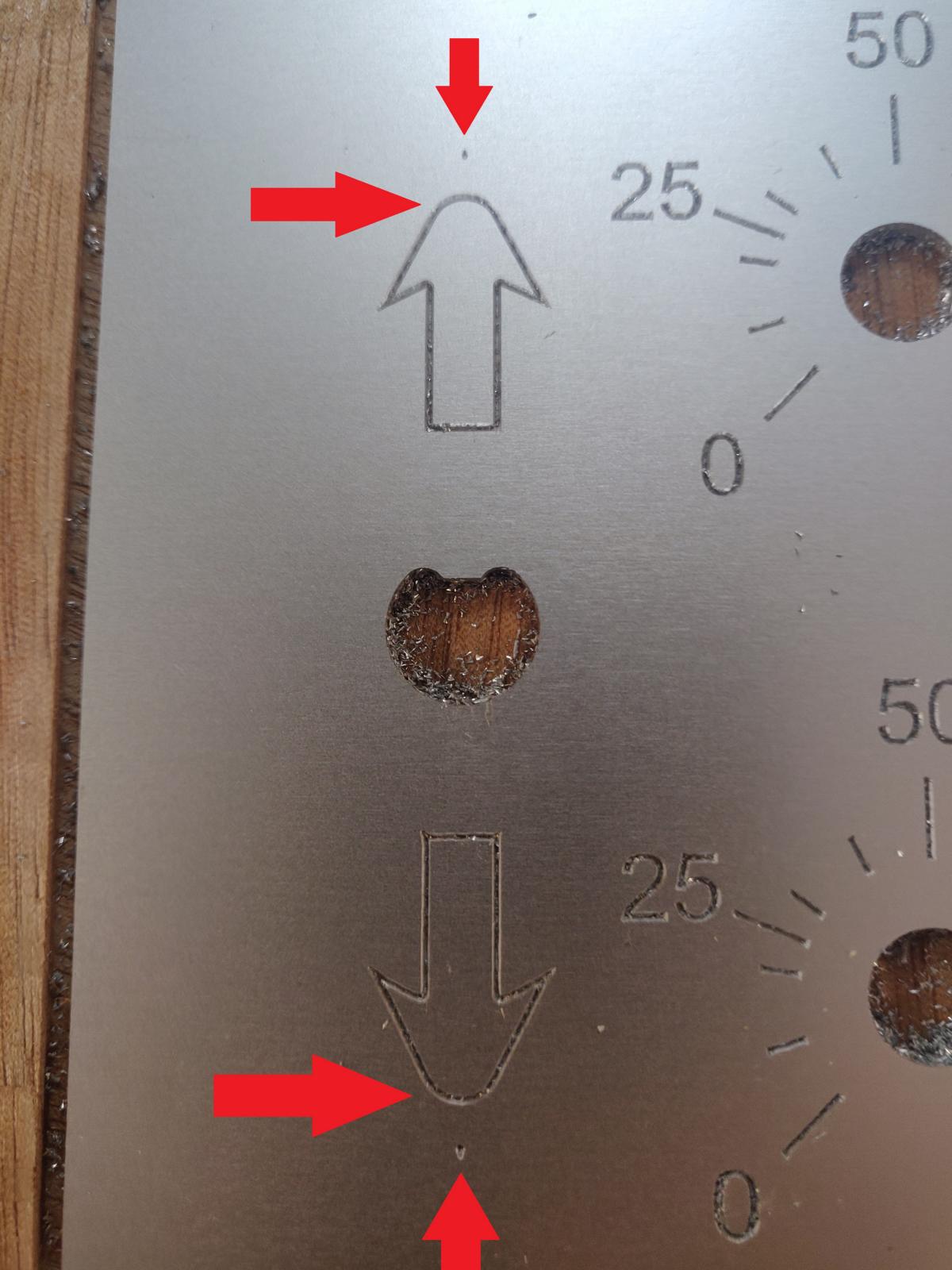
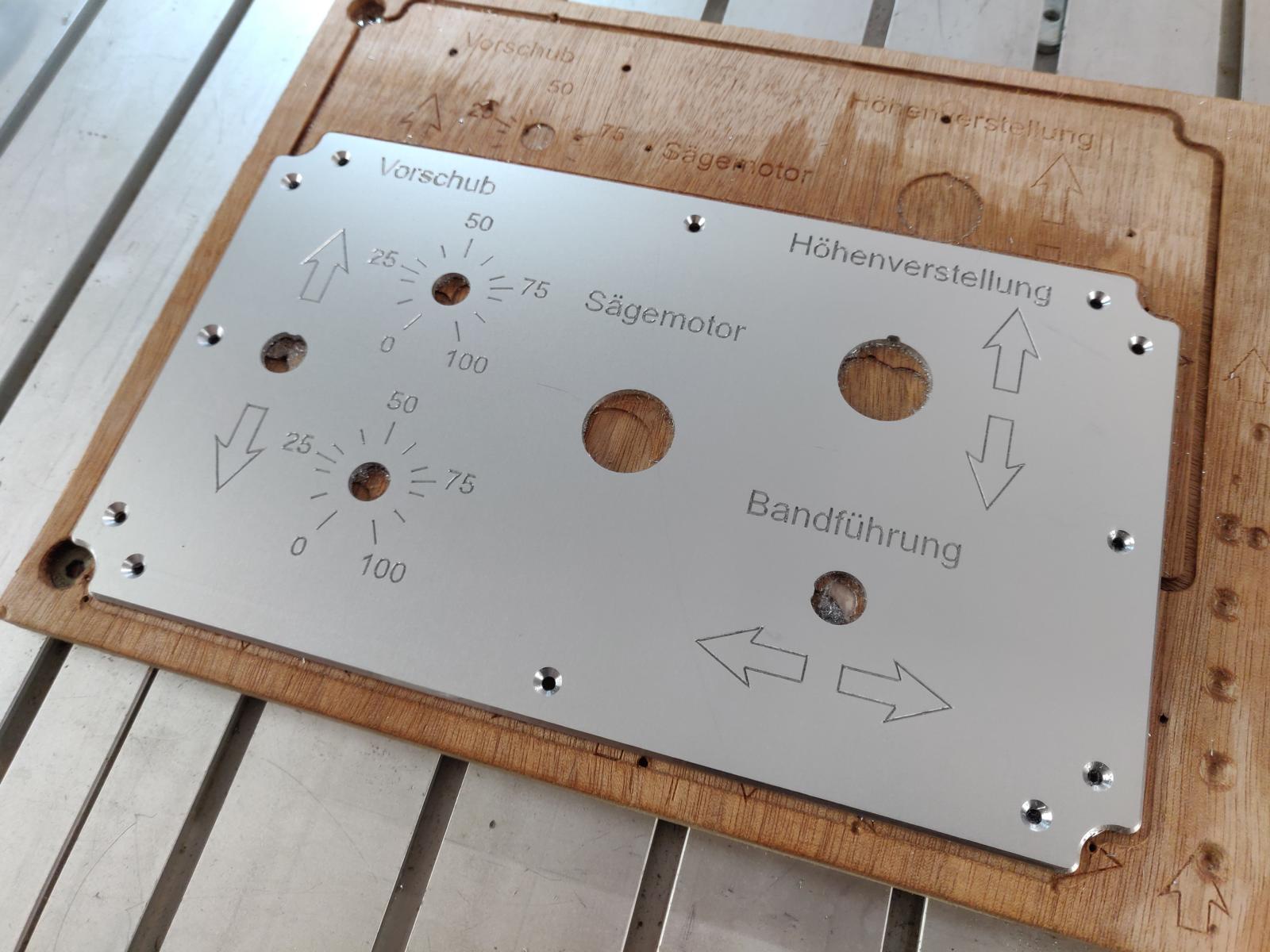
Im konkreten Fall geht es aktuell um Pfeile die auf einer Aluplatte für ein Steuerpult graviert werden sollen.
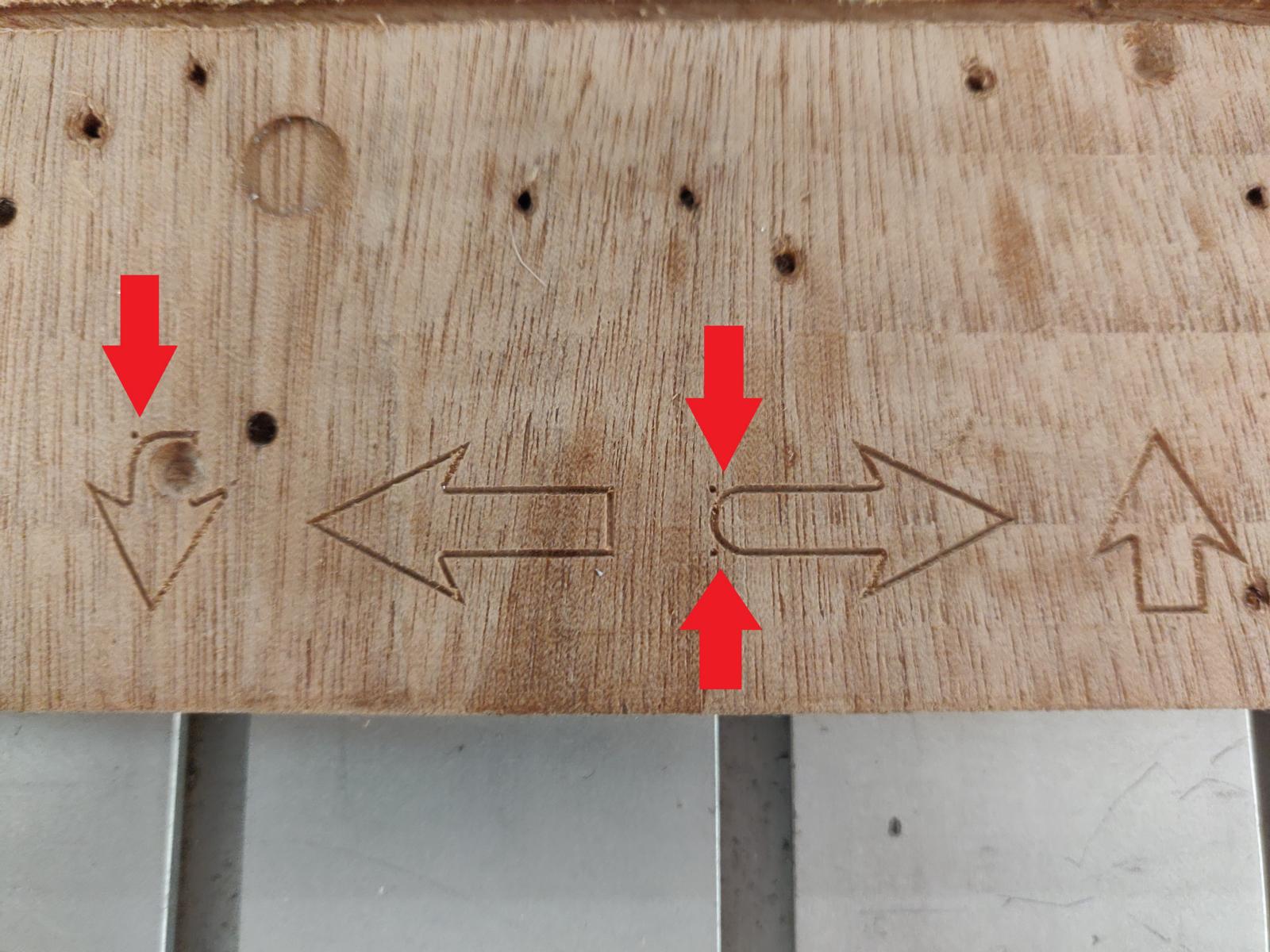
Das Problem ist nun, dass in der Gravur Ecken abgerundet werden und an die Position der Ecke nur ein Punkt gesetzt wird.
Der G-Code wurde in Fusion360 mit dem LinuxCNC-Postprozessor erzeugt.
Alle Gravuren auf der Platte wurden gleichzeitig ausgewählt und mit der gleichen Fräsoperation erzeugt.
Sowohl das CAD-Modell, als auch das Modell im CAM haben scharfe Ecken.
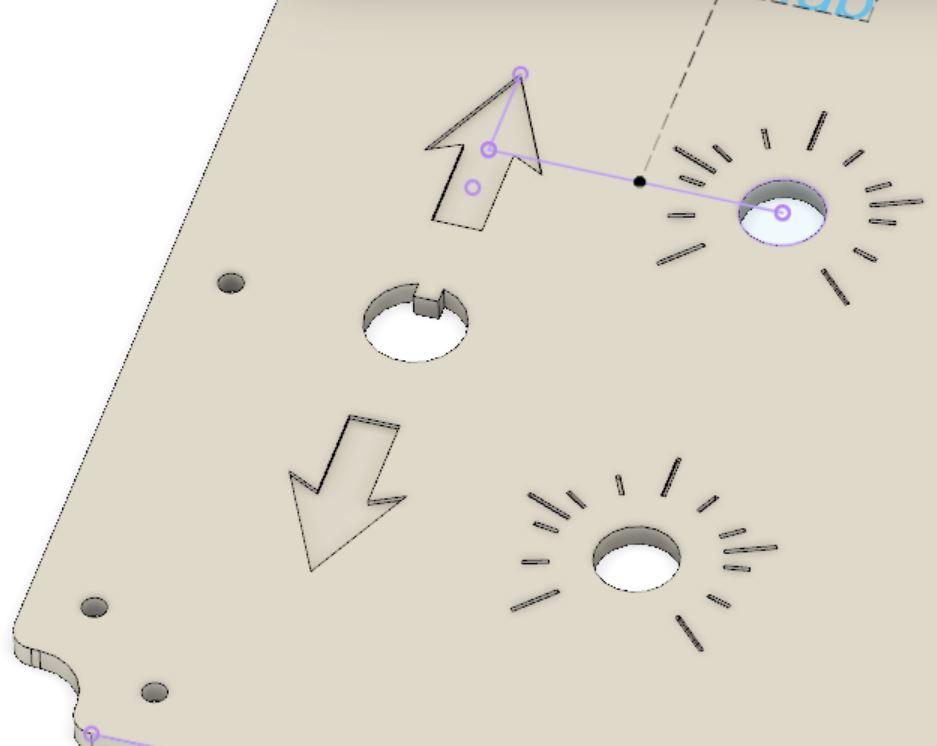
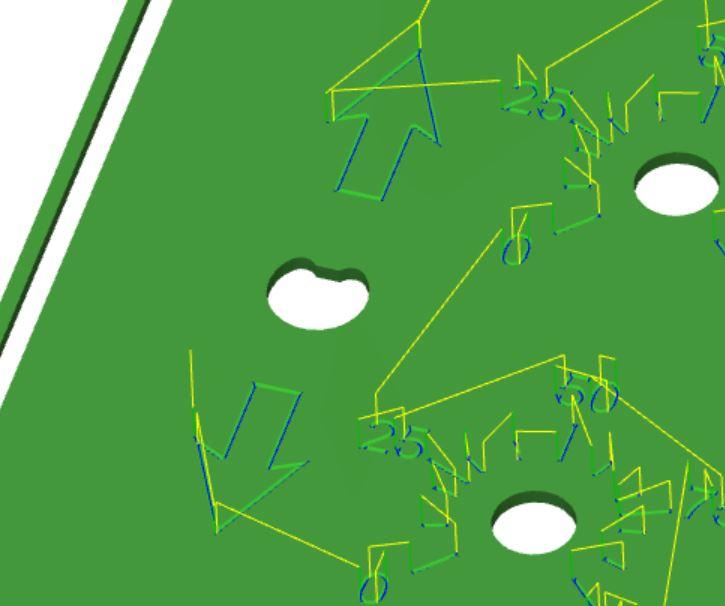
Auch der Abgefahrene G-Code auf LinuxCNC hatte spitze Ecken. Davon habe ich leider vergessen einen Screenshot zu machen, kann das aber auch noch nachholen.
Ich habe den G-Code auch mal ncviewer.com hochgeladen und getestet. Dort werden die Spitzen und Ecken auch korrekt dargestellt.
Schriften wurden bisher immer korrekt Graviert. Alle normalen Fräsoperationen stimmen sowohl maßlich als auch geometrisch.
Dieser Fehler tritt nur speziell beim Gravieren auf.
Da die Simulationen die Gravuren korrekt darstellen, gehe ich im Moment davon aus, dass der Fehler irgendwo bei LinuxCNC liegt.
Kann mir hier jemand Tipps zur Fehlerbehebung geben?
Vielen Dank!
Gruß Stefan
Attachments:
Please Log in or Create an account to join the conversation.
- spicer
-

- Offline
- Platinum Member
-

- Posts: 422
- Thank you received: 126
Ich kann Dir nur ansatzweise Tipps geben.
1. LinuxCNC will zuerst die Werkzeuglänge wissen. Also hast wohl die Abtast-Reihenfolge verkehrt.
Hatte das Problem auch mit bCNC. Siehe github.com/vlachoudis/bCNC/wiki/Autoleve...zeugwechsel-mit-bCNC. PDF im Anhang. Hatte auch krasse Crashes deswegen. Punkt 9 und 10 sind für Dich wichtig! Obschon bCNC Anleitung. Sieht in LinuxCNC anders aus. Aber das wird auch da das Problem sein.
2. Tönt nach G64. Hatte auch Probleme damit. Verstanden hab ich diese Korrektur nie richtig! static.digitecgalaxus.ch/Files/5/0/7/1/2...fit=inside%7C755:990
"G64 P0.05 > blending with tolerance. "
Ich habe in der config:
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
RS274NGC_STARTUP_CODE = G64 P0.05 S1 M8Schreib den G64 P0.05 zum testen mal oben in den G-Code.
Please Log in or Create an account to join the conversation.
- IselCNC
- Offline
- New Member
-
- Posts: 3
- Thank you received: 0
Zu 1.:
Wie kann ich bei LinuxCNC den Speicher bereinigen?
Wie gesagt, der Verlust des Z0-Werts tritt immer beim Werkzeugwechsel auf.
Ich habe es vorhin extra nochmal ausprobiert.
Nachdem ich den ersten Anlauf abgebrochen habe und Z0 neu eingemessen habe, kann ich sogar ein anderes Fräsprogramm starten welches das gleiche Werkzeug nutzt.
Bis zum nächsten Werkzeugwechsel bleibt so der Z0-Wert bestehen.
Kann das irgendwie mit der Werkzeugverwaltung in LinuxCNC zutun haben?
Ich habe alle Offsets aus der Werkzeugtabelle gelöscht, das hat aber leider auch nichts gebracht.
Zu 2.:
Ich habe "G64 P0.05" in den G-Code mit eingefügt und siehe da - die Fräse graviert wieder genau das was sie auch soll!
Vielen Dank für den Tipp! Da wäre ich selbst nicht drauf gekommen!

Wenn ich das nach ein bisschen Recherche richtig erstanden habe, fährt die Fräse mit G61 exakt den angegebenen Wert an und G64 ist so eine Art Kantenglättung, damit die Fräse flüssiger und ruckfreier um Konturen fahren kann oder?
Das angehängte P0.05 gibt dann an, dass es von der exakten Koordinate der Ecke maximal 0.05mm abweichen darf oder?
Attachments:
Please Log in or Create an account to join the conversation.
- roland
-

- Offline
- Premium Member
-

- Posts: 140
- Thank you received: 64
G43 schaltet die Werkzeuglängenkorrektur ein. G49 Schaltet sie aus.
linuxcnc.org/docs/2.8/html/gcode/g-code.html#gcode:g43
In deinem Gcode steht vermutlich G43.
Zeig doch mal deinen Gcode.
Werkzeuge kannst du über "Datei -> Werkzeugtabelle bearbeiten" editieren.
Nach dem Speichern muss die Werkzeugtabelle neu geladen werden "Datei -> Werkzeugtabelle neu laden"
Wenn ich das nach ein bisschen Recherche richtig erstanden habe, fährt die Fräse mit G61 exakt den angegebenen Wert an und G64 ist so eine Art Kantenglättung, damit die Fräse flüssiger und ruckfreier um Konturen fahren kann oder?
Das angehängte P0.05 gibt dann an, dass es von der exakten Koordinate der Ecke maximal 0.05mm abweichen darf oder?
Richtig. Siehe auch hier:
linuxcnc.org/docs/2.8/html/gcode/g-code.html#gcode:g61
Gruß
Roland
Please Log in or Create an account to join the conversation.
- IselCNC
- Offline
- New Member
-
- Posts: 3
- Thank you received: 0
In Zeile N50 steht tatsächlich ein G43.
Der Anhang "Z15." ist immer mit dabei. "H..." wechselt zwischen den Codes mit dem im CAM eingestellten Werkzeug.
Ich werde auf alle Fälle mal probieren ob ein G49 statt des G43 mein Problem behebt.(SCHILD PFEILE)
(T1 D=2. CR=0. TAPER=30DEG - ZMIN=-0.6 - FASENFRSER)
N10 G90 G94 G17 G91.1
N15 G21
N20 G53 G0 Z0.
(GRAVIEREN1)
N25 T1 M6
N30 S24000 M3
N35 G54
N40 M8
N45 G0 X-0.399 Y-2.499
N50 G43 Z15. H1
N55 G0 Z5.
N60 G1 Z-0.001 F2400.
N65 X-0.2 Y-2.3 Z-0.346
N70 X-0.001 Y-2.499 Z-0.001
N75 X-0.2 Y-2.3 Z-0.346
Vielen Dank!
Please Log in or Create an account to join the conversation.