Closed-loop Stepper (PID , ENCODER , HALSCOPE)
- Muecke
-
 Topic Author
Topic Author
- Offline
- Moderator
-

Less
More
- Posts: 886
- Thank you received: 93
02 Jun 2023 06:50 #272676
by Muecke
Closed-loop Stepper (PID , ENCODER , HALSCOPE) was created by Muecke
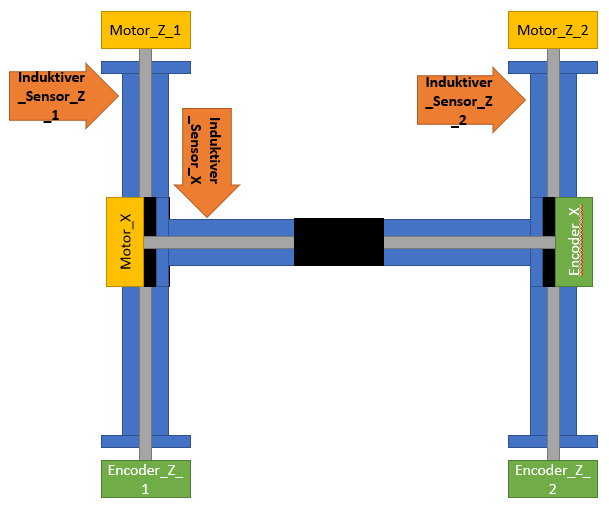
Hallo zusammen,ich plane den Bau eines Portals (Gantry) mit zwei Motoren für die Z-Achse, wie auf dem beigefügten Bild zu sehen ist. Ich habe festgestellt, dass meine Schrittmotoren keine Encoder haben, daher habe ich mir entsprechende Encoder besorgt und nachgerüstet.In einem hilfreichen Video von Talla83 wurde gezeigt, wie man die Motoren einstellt und kalibriert. Jetzt stellt sich mir die Frage, ob die Motoren bereits in der Maschine verbaut sind oder nicht. Das ist wichtig, da ich bei Betrieb nur eines der Z-Motoren schnell auf ein mechanisches Problem stoße.Habt ihr vielleicht Tipps für mich, wie ich diese Situation am besten bewältigen kann?Viele Grüße, Mücke
Aufbau:
Video von Talla83:
Aufbau:
Video von Talla83:
Attachments:
Please Log in or Create an account to join the conversation.
- rmu
-

- Offline
- Elite Member
-

Less
More
- Posts: 279
- Thank you received: 101
02 Jun 2023 09:11 #272685
by rmu
Replied by rmu on topic Closed-loop Stepper (PID , ENCODER , HALSCOPE)
Ganz klar ist das Problem nicht. "Closed-loop Stepper (PID , ENCODER , HALSCOPE)" vs. "Ich plane den Bau eines Portals" vs. "ob die Motoren bereits in der Maschine verbaut sind".Jetzt stellt sich mir die Frage, ob die Motoren bereits in der Maschine verbaut sind oder nicht. Das ist wichtig, da ich bei Betrieb nur eines der Z-Motoren schnell auf ein mechanisches Problem stoße.Habt ihr vielleicht Tipps für mich, wie ich diese Situation am besten bewältigen kann?Viele Grüße, Mücke
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
02 Jun 2023 09:27 #272686
by Muecke
Replied by Muecke on topic Closed-loop Stepper (PID , ENCODER , HALSCOPE)
Ich habe Schrittmotoren ohne Encoder, daher kann ich keine geschlossene Regelung (Closed-loop) damit erreichen. Allerdings bietet LinuxCNC die Möglichkeit, dies nachträglich zu ermöglichen, indem man Encoder an die Motoren anschließt (was ich getan habe, siehe Bild mit den grünen Rechtecken).
Nun möchte ich diese Motoren so einstellen, dass sie reibungslos laufen. In einem Video von Talla83 habe ich gesehen, dass dies scheinbar gut mit dem Oszilloskop von LinuxCNC möglich ist.
Bevor ich nun alles zusammenbaue, frage ich mich, ob diese Einstellungen für den Motor vorgenommen werden, wenn alles zusammengebaut ist oder ob alles noch zerlegt auf dem Küchentisch liegt.
Da ich die Z-Achse mit zwei Motoren habe, besteht ein mechanisches Problem, wenn ich den Test im eingebauten Zustand durchführe. Wenn ich nur einen Motor laufen lasse, entsteht eine Verkantung und Verklemmung, was zu Beschädigungen führen wird
Ich hoffe, dass meine Frage nun besser verständlich ist.
Nun möchte ich diese Motoren so einstellen, dass sie reibungslos laufen. In einem Video von Talla83 habe ich gesehen, dass dies scheinbar gut mit dem Oszilloskop von LinuxCNC möglich ist.
Bevor ich nun alles zusammenbaue, frage ich mich, ob diese Einstellungen für den Motor vorgenommen werden, wenn alles zusammengebaut ist oder ob alles noch zerlegt auf dem Küchentisch liegt.
Da ich die Z-Achse mit zwei Motoren habe, besteht ein mechanisches Problem, wenn ich den Test im eingebauten Zustand durchführe. Wenn ich nur einen Motor laufen lasse, entsteht eine Verkantung und Verklemmung, was zu Beschädigungen führen wird
Ich hoffe, dass meine Frage nun besser verständlich ist.
Please Log in or Create an account to join the conversation.
- rmu
-
- Offline
- Elite Member
-
Less
More
- Posts: 279
- Thank you received: 101
02 Jun 2023 09:51 #272687
by rmu
Replied by rmu on topic Closed-loop Stepper (PID , ENCODER , HALSCOPE)
Ok. Jetzt ist es klar. Ich würd es auf alle Fälle am Küchentisch kalibrieren. In der Maschine eingebaut kann sich das dann theoretisch trotzdem anders verhalten. Wenns vernünftig dimensioniert ist sollte es keine Schrittverluste geben, dann wirds mit den Küchentischparametern auch in der Maschine funktionieren.
Zum Testen im eingebauten Zustand kann man die Klemmung der Kupplung lockern, dann drehen die Motoren "leer", aber halt auch wieder ohne Last.
Mit 2 Encodern an der Z-Achse erkennt LinuxCNC wenn die Motoren auseinanderlaufen und macht Not-Stop, da muss aber jemand anderer helfen wie man das konfiguriert -- von daher sollten sich die "Verklemmungen" vermeiden lassen.
Zum Testen im eingebauten Zustand kann man die Klemmung der Kupplung lockern, dann drehen die Motoren "leer", aber halt auch wieder ohne Last.
Mit 2 Encodern an der Z-Achse erkennt LinuxCNC wenn die Motoren auseinanderlaufen und macht Not-Stop, da muss aber jemand anderer helfen wie man das konfiguriert -- von daher sollten sich die "Verklemmungen" vermeiden lassen.
The following user(s) said Thank You: Muecke
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
02 Jun 2023 10:02 #272689
by Muecke
Daher ist der zerlegte Zustand (Küchentisch) jede Achse für sich ohne die X-Achse (Traverse).
Jetzt geht es erst mal darum, die einzelnen Motoren sauber einzustellen.
DANKE für deine Info.
VG Mücke
Replied by Muecke on topic Closed-loop Stepper (PID , ENCODER , HALSCOPE)
Perfekt, mir ging es um das Anlaufmoment usw., damit die Motoren gut laufen.Ok. Jetzt ist es klar. Ich würd es auf alle Fälle am Küchentisch kalibrieren. In der Maschine eingebaut kann sich das dann theoretisch trotzdem anders verhalten. Wenns vernünftig dimensioniert ist sollte es keine Schrittverluste geben, dann wirds mit den Küchentischparametern auch in der Maschine funktionieren.
Schwierig, da sich mein Encoder auf der Achse und nicht auf dem Motor befindet.Zum Testen im eingebauten Zustand kann man die Klemmung der Kupplung lockern, dann drehen die Motoren "leer", aber halt auch wieder ohne Last.
Daher ist der zerlegte Zustand (Küchentisch) jede Achse für sich ohne die X-Achse (Traverse).
Ja, das ist auch noch so eine Sache, aber da bin ich noch nicht angekommen, das frage ich, wenn ich da nicht weiter komme.Mit 2 Encodern an der Z-Achse erkennt LinuxCNC wenn die Motoren auseinanderlaufen und macht Not-Stop, da muss aber jemand anderer helfen wie man das konfiguriert -- von daher sollten sich die "Verklemmungen" vermeiden lassen.
Jetzt geht es erst mal darum, die einzelnen Motoren sauber einzustellen.
DANKE für deine Info.
VG Mücke
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21712
- Thank you received: 7419
02 Jun 2023 11:11 #272700
by tommylight
Replied by tommylight on topic Closed-loop Stepper (PID , ENCODER , HALSCOPE)
Ich bitte sein entschuldigung, English gehts schneller furh mich.
1. Detach X axis from both sides of Z axis.
2. Tune 1 motor/encoder at a time.
3. Before enabling LinuxCNC (make sure LinuxCNC cam disable drives) move Z axis being tuned to middle of travel, in case of runaway.
4. Tune as servo system, but make sure you have the scaling right before any tuning.
5. To check scaling and direction, run LinuxCNC and check DRO while moving motor/encoder/screw by hand, it should count up for positive travel and vice versa.
6. Make sure 100mm of travel measured on machine shows 100mm on DRO.
7. Tuning closed loop steppers is easier that servo, mostly.
1. Detach X axis from both sides of Z axis.
2. Tune 1 motor/encoder at a time.
3. Before enabling LinuxCNC (make sure LinuxCNC cam disable drives) move Z axis being tuned to middle of travel, in case of runaway.
4. Tune as servo system, but make sure you have the scaling right before any tuning.
5. To check scaling and direction, run LinuxCNC and check DRO while moving motor/encoder/screw by hand, it should count up for positive travel and vice versa.
6. Make sure 100mm of travel measured on machine shows 100mm on DRO.
7. Tuning closed loop steppers is easier that servo, mostly.
The following user(s) said Thank You: Muecke
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
02 Jun 2023 11:15 #272702
by Muecke
Replied by Muecke on topic Closed-loop Stepper (PID , ENCODER , HALSCOPE)
Ich bin sehr dankbar für jede Unterstützung und übersetze sehr gerne hilfreiche Beiträge.
Danke für dein Feedback. Ich werde es ausprobieren.
Danke für dein Feedback. Ich werde es ausprobieren.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.292 seconds