kleine 5 Achsfräse
- ms_5axis
- Offline
- New Member
-

Less
More
- Posts: 5
- Thank you received: 0
07 Jun 2024 06:12 #302510
by ms_5axis
kleine 5 Achsfräse was created by ms_5axis
Hallo zusammen,
wir haben eine kleine 5 Achs Fräse im Labor bei der leider die Steuerung nicht mehr richtig funktioniert. Um die Fräse weiterhin verwenden zu können habe ich überlegt die Steuerung durch Linux CNC zu ersetzen.
Die Fräse ist im Prinzip ein größere Version der PocketNC. Die Ansteuerung erfolgt wie bei den meisten Fräsen hier über kleine ClosedLoop Schrittmotoren ähnlich den JMC. Beide Drehachsen scheiden sich in einem gemeinsamen Punkt. Die Spindel hat eine Leistung von 800W und wird über einen Frequenzumrichter angesteuert. Mechanisch ist soweit alles in Ordnung es geht rein um die Steuerung. Der Leistungsteil inkl. Not-Aus etc. wird von einem Elektriker sauber im Schaltschrank eingebaut.
Als Steuerkarte steht eine 7i96s zur Verfügung. Die ersten Tests mit der Karte waren soweit auch erfolgreich (Standard Maschine mit einem JMC CLS zum testen).
Das ist die Maschine
build-its-inprogress.blogspot.com/2020/1...top-5-axis-mill.html
hier noch ein Video dazu
Später soll die Maschine um ein Handrad (WHB04B-6 oder ähnlich) ergänzt werden.
Nun zu den Fragen:
Wie wird die Kinematik in Linux CNC definiert?
linuxcnc.org/docs/master/html/motion/5-axis-kinematics.html
Unter 5.1 wird ein Beispiel für die XYZAC Maschine gezeigt
Nach meinem Verständnis passt dies auch für unsere Maschine
Z ist die Werkzeugachse
X bewegt die Werkzeugachse vor und zurück
Y bewegt die beiden Drehachsen + Werkstück hoch und runter
A dreht um die X Achse
C dreht um die Z-Achse - wobei es über die Definition des Nullpunktes auch eine B Achse sein ... wo sind hier die Vor / Nachteile?
In Fusion360 wird die Maschinendefinition aufgeteilt in head und table. In LinuxCNC scheint es diese Unterscheidung nicht zu geben.
Dort habe ich XZ-Head YAC table...
Pocket NC definiert die Maschine als XYZAB
github.com/PocketNC/Settings/blob/master.../v2revR/PocketNC.ini
Welche GUI?
Nach meinem Gefühl ist Axis solide und gut gepflegt hat jedoch ein altes und aus meiner Sicht nicht so intuitives Design
ProbeBasic gefällt mir optisch gut hat jedoch keine so große Community und ich bin auch nicht sicher wie es zukünftig mit Updates aussieht
Gmoccapy sehe ich moderner als Axis aber immer noch solide und weit im Projekt Linux CNC verankert
Wünschenswert wäre auch eine grafische Simulation der Maschine
Wie ist eure Meinung? Welche GUI soll ich verwenden?
Postprozessor
Geplant ist der Einsatz von Fusion360 beziehungsweise Inventor CAM. Sind für den Postprozessor spezielle Anpassungen erforderlich? Gibt es hierzu Tutorials / Beispiele im Bereich 5 Achs?
Welche Latency Werte sollte mein PC haben um alle 5 Achsen zuverlässig ansteuern zu können?
Vielen Dank für eure Hilfe
Grüße
Manuel
wir haben eine kleine 5 Achs Fräse im Labor bei der leider die Steuerung nicht mehr richtig funktioniert. Um die Fräse weiterhin verwenden zu können habe ich überlegt die Steuerung durch Linux CNC zu ersetzen.
Die Fräse ist im Prinzip ein größere Version der PocketNC. Die Ansteuerung erfolgt wie bei den meisten Fräsen hier über kleine ClosedLoop Schrittmotoren ähnlich den JMC. Beide Drehachsen scheiden sich in einem gemeinsamen Punkt. Die Spindel hat eine Leistung von 800W und wird über einen Frequenzumrichter angesteuert. Mechanisch ist soweit alles in Ordnung es geht rein um die Steuerung. Der Leistungsteil inkl. Not-Aus etc. wird von einem Elektriker sauber im Schaltschrank eingebaut.
Als Steuerkarte steht eine 7i96s zur Verfügung. Die ersten Tests mit der Karte waren soweit auch erfolgreich (Standard Maschine mit einem JMC CLS zum testen).
Das ist die Maschine
build-its-inprogress.blogspot.com/2020/1...top-5-axis-mill.html
hier noch ein Video dazu
Später soll die Maschine um ein Handrad (WHB04B-6 oder ähnlich) ergänzt werden.
Nun zu den Fragen:
Wie wird die Kinematik in Linux CNC definiert?
linuxcnc.org/docs/master/html/motion/5-axis-kinematics.html
Unter 5.1 wird ein Beispiel für die XYZAC Maschine gezeigt
Nach meinem Verständnis passt dies auch für unsere Maschine
Z ist die Werkzeugachse
X bewegt die Werkzeugachse vor und zurück
Y bewegt die beiden Drehachsen + Werkstück hoch und runter
A dreht um die X Achse
C dreht um die Z-Achse - wobei es über die Definition des Nullpunktes auch eine B Achse sein ... wo sind hier die Vor / Nachteile?
In Fusion360 wird die Maschinendefinition aufgeteilt in head und table. In LinuxCNC scheint es diese Unterscheidung nicht zu geben.
Dort habe ich XZ-Head YAC table...
Pocket NC definiert die Maschine als XYZAB
github.com/PocketNC/Settings/blob/master.../v2revR/PocketNC.ini
Welche GUI?
Nach meinem Gefühl ist Axis solide und gut gepflegt hat jedoch ein altes und aus meiner Sicht nicht so intuitives Design
ProbeBasic gefällt mir optisch gut hat jedoch keine so große Community und ich bin auch nicht sicher wie es zukünftig mit Updates aussieht
Gmoccapy sehe ich moderner als Axis aber immer noch solide und weit im Projekt Linux CNC verankert
Wünschenswert wäre auch eine grafische Simulation der Maschine
Wie ist eure Meinung? Welche GUI soll ich verwenden?
Postprozessor
Geplant ist der Einsatz von Fusion360 beziehungsweise Inventor CAM. Sind für den Postprozessor spezielle Anpassungen erforderlich? Gibt es hierzu Tutorials / Beispiele im Bereich 5 Achs?
Welche Latency Werte sollte mein PC haben um alle 5 Achsen zuverlässig ansteuern zu können?
Vielen Dank für eure Hilfe
Grüße
Manuel
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4742
- Thank you received: 2125
07 Jun 2024 07:52 #302513
by Aciera
Replied by Aciera on topic kleine 5 Achsfräse
Die Kinematik wird über den Eintrag 'KINEMATICS' in der Rubrik [KINS] in der .ini Datei definiert. Die verweist auf eine compilierte C-Komponente, die das mathematische Model der Vorwärts- und Rückwärtskinematik enthält. Zwischen 'head' und 'table' Rotationen wird auch hier unterschieden aber nicht immer konsequent in der Benennung angegeben. In deinem Fall ist es eine table/table Kinematik. Wie du schon bemerkt hast gibt es für deine Maschine bereits fertige Kinematiklösungen in LinuxCNC.
Ob du nun deine Maschine als XYZAB, XYZAC oder XYZBC definierst wird wahrscheinlich vorwiegend von der Anwendung abhängen. Grundsätzlich ist es auch problemlos möglich zwischen verschiedenen Kinematiken zu wechseln. Ob die Linearachsen XYZ nun die Spindel oder den Tisch verfahren spielt in LinuxCNC für die Kinematik keine Rolle da die positive Richtung immer in Bezug auf die Werkzeugbewegung definiert ist.
Schau doch mal die Simulationskonfigurationen an:
'sim/axis/vismach/5axis/table-dual-rotary' für XYZAB
'sim/axis/vismach/5axis/table-rotary-tilting' für XYZAC und XYZBC
Graphische Simulation geht über 'VISMACH' siehe die Simulationskonfigs von oben. Ist mit einer etwas steilen Lernkurve verbunden. Da könnte ich dir aber helfen.
Zum PostProcessor kann ich keine Angaben machen.
Für eine Mesakarte ist die Latency nicht wahnsinnig wichtig hier gibt es eher Probleme mit dem Netzwerkchip (Am besten wäre ein PC mit Intel Network Chip)
Bei den GUI's wäre noch 'QTDragon' zu erwähnen, Ich selbst nutze Gmoccapy.
Ob du nun deine Maschine als XYZAB, XYZAC oder XYZBC definierst wird wahrscheinlich vorwiegend von der Anwendung abhängen. Grundsätzlich ist es auch problemlos möglich zwischen verschiedenen Kinematiken zu wechseln. Ob die Linearachsen XYZ nun die Spindel oder den Tisch verfahren spielt in LinuxCNC für die Kinematik keine Rolle da die positive Richtung immer in Bezug auf die Werkzeugbewegung definiert ist.
Schau doch mal die Simulationskonfigurationen an:
'sim/axis/vismach/5axis/table-dual-rotary' für XYZAB
'sim/axis/vismach/5axis/table-rotary-tilting' für XYZAC und XYZBC
Graphische Simulation geht über 'VISMACH' siehe die Simulationskonfigs von oben. Ist mit einer etwas steilen Lernkurve verbunden. Da könnte ich dir aber helfen.
Zum PostProcessor kann ich keine Angaben machen.
Für eine Mesakarte ist die Latency nicht wahnsinnig wichtig hier gibt es eher Probleme mit dem Netzwerkchip (Am besten wäre ein PC mit Intel Network Chip)
Bei den GUI's wäre noch 'QTDragon' zu erwähnen, Ich selbst nutze Gmoccapy.
The following user(s) said Thank You: ms_5axis
Please Log in or Create an account to join the conversation.
- ms_5axis
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
07 Jun 2024 08:54 #302521
by ms_5axis
Replied by ms_5axis on topic kleine 5 Achsfräse
Vielen Dank für deine Antwort
Was ist der beste Weg um die eigene Maschine einzurichten? Starten auf Basis der Simulation oder besser über pconf eine 3 Achs Maschine erstellen und diese dann in den HAL Dateien anpassen? Oder was ganz anderes?
Kannst du ein Tutorial oder ähnliches zum Thema HAL und ini empfehlen?
Grüße
Manuel
Was ist der beste Weg um die eigene Maschine einzurichten? Starten auf Basis der Simulation oder besser über pconf eine 3 Achs Maschine erstellen und diese dann in den HAL Dateien anpassen? Oder was ganz anderes?
Kannst du ein Tutorial oder ähnliches zum Thema HAL und ini empfehlen?
Grüße
Manuel
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4742
- Thank you received: 2125
07 Jun 2024 09:11 #302522
by Aciera
Replied by Aciera on topic kleine 5 Achsfräse
Auf jeden Fall den pncconf verwenden um eine XYZA Konfiguration zu erstellen (mehr als 4 Achse gehen da glaube ich nicht), dann erst mal diese 4 Achsen zum laufen bringen. Erst wenn das geht die 5. Achse manuell in der hal/ini hinzufügen.
Schau mal hier rein, der hat so einiges an Erklärvideos:
www.youtube.com/@talla83/videos
Schau mal hier rein, der hat so einiges an Erklärvideos:
www.youtube.com/@talla83/videos
The following user(s) said Thank You: ms_5axis
Please Log in or Create an account to join the conversation.
- ms_5axis
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
08 Jun 2024 07:22 - 08 Jun 2024 07:25 #302613
by ms_5axis
Replied by ms_5axis on topic kleine 5 Achsfräse
Guten Morgen,
die Steuerung ist auf dem Schreibtisch aufgebaut. PC, 7i96s + 5V Netzteil, JMC CLS auf StepGen1 + 24V Stromversorgung.
Wie vorgeschlagen habe ich mit pncconf eine Maschine konfiguriert.
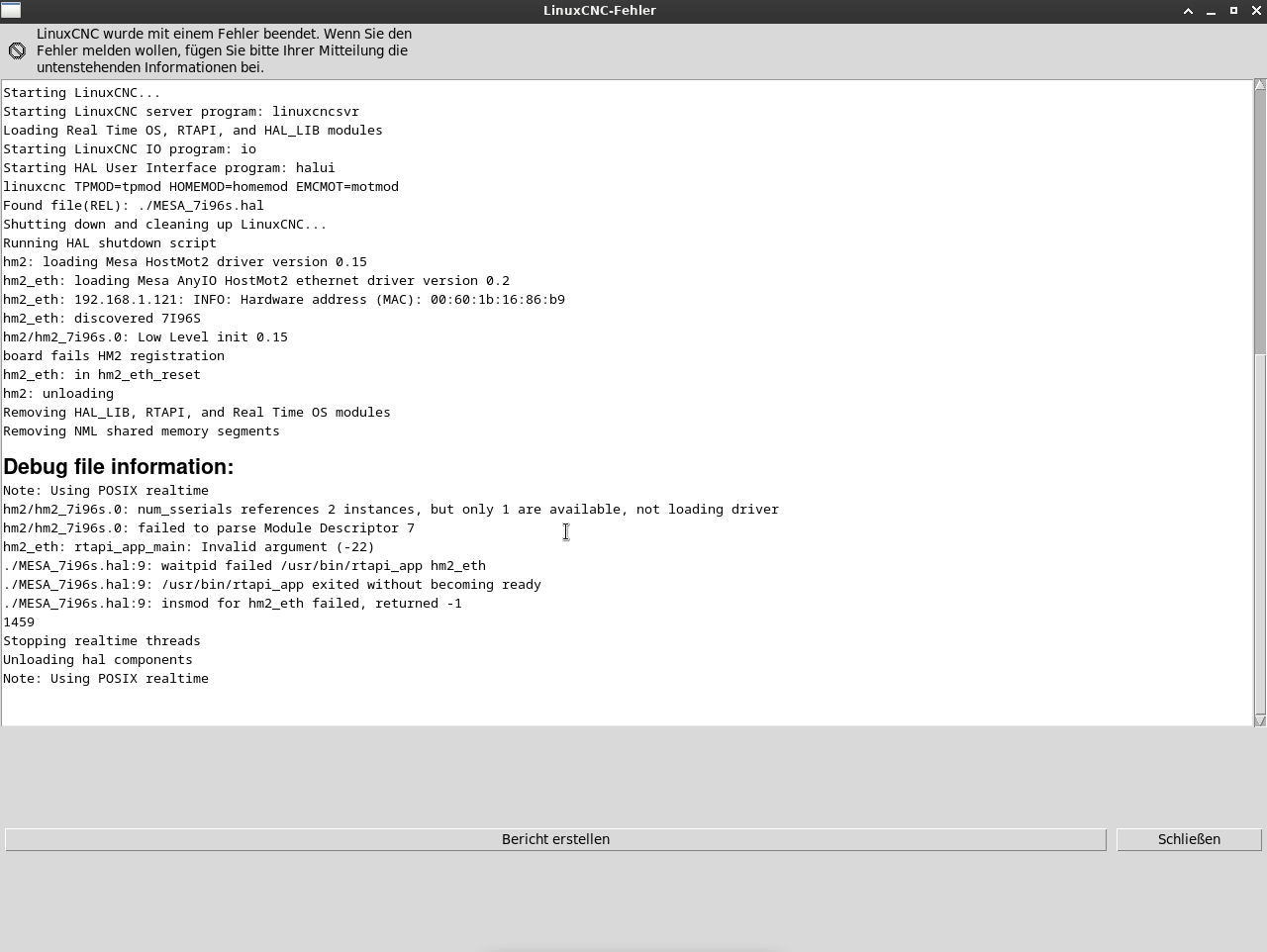
Beim Start der Maschine erhalte ich eine Fehlermeldung
Die MESA Karte habe ich nach folgendem Video eingerichtet
Nur die IP habe ich auf Standard gelassen da der PC nicht im Netz hängt. Auf einem anderen PC hat die Konfiguration vor ein paar Wochen problemlos funktioniert.
Ping funktioniert
MesaFlash ebenfalls
Danach habe ich mit pncconf eine Maschine konfiguriert. Es ist nur ein Motor (Y-Achse auf Steckplatz 1 angeschlossen)
Hat jemand eine Idee wo der Fehler liegt?
Vielen Dank
Grüße und ein schönes Wochenende
Manuel
die Steuerung ist auf dem Schreibtisch aufgebaut. PC, 7i96s + 5V Netzteil, JMC CLS auf StepGen1 + 24V Stromversorgung.
Wie vorgeschlagen habe ich mit pncconf eine Maschine konfiguriert.
Beim Start der Maschine erhalte ich eine Fehlermeldung
Die MESA Karte habe ich nach folgendem Video eingerichtet
Nur die IP habe ich auf Standard gelassen da der PC nicht im Netz hängt. Auf einem anderen PC hat die Konfiguration vor ein paar Wochen problemlos funktioniert.
Ping funktioniert
MesaFlash ebenfalls
Danach habe ich mit pncconf eine Maschine konfiguriert. Es ist nur ein Motor (Y-Achse auf Steckplatz 1 angeschlossen)
Hat jemand eine Idee wo der Fehler liegt?
Vielen Dank
Grüße und ein schönes Wochenende
Manuel
Attachments:
Last edit: 08 Jun 2024 07:25 by ms_5axis. Reason: Ergänzung nur ein Motor
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4742
- Thank you received: 2125
08 Jun 2024 07:37 #302614
by Aciera

Es scheint, dass bei der sserial port Konfiguration etwas schief gegangen ist. Kannst du bitte mal die erstellte .hal Datei posten?
Replied by Aciera on topic kleine 5 Achsfräse
Es scheint, dass bei der sserial port Konfiguration etwas schief gegangen ist. Kannst du bitte mal die erstellte .hal Datei posten?
Attachments:
The following user(s) said Thank You: ms_5axis
Please Log in or Create an account to join the conversation.
- ms_5axis
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
08 Jun 2024 12:09 - 08 Jun 2024 13:26 #302622
by ms_5axis
Um sicherzugehen habe ich testweise nochmals eine Maschine konfiguriert
Leider erhalte ich die gleiche Fehlermeldung
Im Ordner gab es mehrere HAL Dateien, ich wusste nicht welche Relevant ist und habe deshalb alle beigefügt.
Replied by ms_5axis on topic kleine 5 Achsfräse
Leider erhalte ich die gleiche Fehlermeldung
Last edit: 08 Jun 2024 13:26 by ms_5axis.
Please Log in or Create an account to join the conversation.
- ms_5axis
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
08 Jun 2024 13:13 - 08 Jun 2024 13:26 #302626
by ms_5axis
Replied by ms_5axis on topic kleine 5 Achsfräse
Habe den Fehler gefunden
Im pncconf auf der Seite mit der Auswahl der Mesakarte war aus mir unbekannten Gründen sserial = 2 eingetragen. Das habe ich geändert jetzt dreht der Motor
Edit
Es gibt nach der Auswahl der 7i96s nochmals die Unterscheidung in drei verschiedene Karten. Vermutlich lag hier der Fehler
Im pncconf auf der Seite mit der Auswahl der Mesakarte war aus mir unbekannten Gründen sserial = 2 eingetragen. Das habe ich geändert jetzt dreht der Motor
Edit
Es gibt nach der Auswahl der 7i96s nochmals die Unterscheidung in drei verschiedene Karten. Vermutlich lag hier der Fehler
Last edit: 08 Jun 2024 13:26 by ms_5axis.
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17965
- Thank you received: 5268
08 Jun 2024 14:04 #302630
by PCW
Replied by PCW on topic kleine 5 Achsfräse
In pncconf, you should select 7i96s_d firmware
Which is the standard firmware installed in
7I96S's
pncconfs default firmware for the 7I96s is wrong
(7i96s_7i74). This has been fixed in the most
recent pncconf version.
Which is the standard firmware installed in
7I96S's
pncconfs default firmware for the 7I96s is wrong
(7i96s_7i74). This has been fixed in the most
recent pncconf version.
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.457 seconds