- International LinuxCNC Users
- Deutsch
- G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
- Muecke
-
 Topic Author
Topic Author
- Offline
- Moderator
-

Less
More
- Posts: 886
- Thank you received: 93
18 Oct 2024 05:29 - 18 Oct 2024 05:30 #312467
by Muecke
G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen? was created by Muecke
Hallo zusammen,
ich habe das Gefühl, dass es zwischen den G-Code Zeilen eine kleine Pause gibt, als ob die Maschine kurz stoppt, bevor sie den nächsten Schritt ausführt. In meiner Anwendung fahre ich immer 90°-Ecken, also keine Kreise oder Ähnliches, und es scheint, als ob die ganze Anlage für einen Moment anhält, bevor es weitergeht.
Meine Frage ist, ob das wirklich so ist oder ob es nur so wirkt. Falls es tatsächlich zu diesen kleinen Pausen kommt, würde ich gerne wissen, wie ich die Verarbeitung beschleunigen kann, damit die Pausen kürzer werden.
VG Mücke
ich habe das Gefühl, dass es zwischen den G-Code Zeilen eine kleine Pause gibt, als ob die Maschine kurz stoppt, bevor sie den nächsten Schritt ausführt. In meiner Anwendung fahre ich immer 90°-Ecken, also keine Kreise oder Ähnliches, und es scheint, als ob die ganze Anlage für einen Moment anhält, bevor es weitergeht.
Meine Frage ist, ob das wirklich so ist oder ob es nur so wirkt. Falls es tatsächlich zu diesen kleinen Pausen kommt, würde ich gerne wissen, wie ich die Verarbeitung beschleunigen kann, damit die Pausen kürzer werden.
VG Mücke
G64 P0.01
G90
G0 X304.529 Y0,000 Z0.000 C222.000 ; Start 1
... [800 Zeilen] ...
G0 X304.529 Y-3276,792 Z0.000 C222.000 ; Start 24 -
M2 ; Programm ENDE
Last edit: 18 Oct 2024 05:30 by Muecke.
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4754
- Thank you received: 2134
18 Oct 2024 05:43 #312469
by Aciera
Replied by Aciera on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Du verwendest 'P64 P0.01'. Damit definierst du eine maximale Pfadabweichung von 0.01mm was wiederum bedeutet, dass die Geschwindigkeit in einer 90° Ecke soweit reduziert werden muss, dass diese Abweichung mit den vorgegebenen maximalen Beschleunigungswerten eingehalten werden kann.
Versuchs mal mit grösseren P-Werten
Versuchs mal mit grösseren P-Werten
The following user(s) said Thank You: Tchefter, spicer
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
18 Oct 2024 08:06 #312476
by Muecke
Replied by Muecke on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Habe nun P1.000 hinterlegt, doch den Eindruck das die Zeilen immer einen Augenblick brauchen zum Laden habe ich immer noch.
Eventuell liegt es jedoch auch daran, wie ich meinen G-Code gestaltet habe.
Hier ein Mini Auszug:
Eventuell liegt es jedoch auch daran, wie ich meinen G-Code gestaltet habe.
Hier ein Mini Auszug:
G64 P1.000
G90
G0 X304.529 Y0.000 Z0.000 C222.000 ; Start 1
G0 X258.695 Y-10.120 Z0.000 C222.000 ; 1
G0 X258.695 Y-10.120 Z0.000 C300.920 ; 1-
G0 X259.22 Y-41.654 Z0.000 C300.920 ; 2
G0 X259.22 Y-41.654 Z0.000 C219.560 ; 2-
; Rückwerts
G0 X259.22 Y-41.654 Z0.000 C300.920 ; 2
G0 X258.695 Y-10.120 Z0.000 C300.920 ; 1-
G0 X258.695 Y-10.120 Z0.000 C222.000 ; 1
G0 X304.529 Y0.000 Z0.000 C222.000 ; Start 1
M2 ; Programm ENDEPlease Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
18 Oct 2024 08:50 #312479
by Aciera
Replied by Aciera on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Das ist natürlich auch nicht eine kontinuierliche Bewegung in XYZ. Du fährst jeweils einen Punkt an (XYZ ändern sich) und dann in der nächsten Zeile drehst du die C Achse an Ort und Stelle, dann fährst du den nächsten Punkt an.
Please Log in or Create an account to join the conversation.
- Tchefter
-

- Offline
- Elite Member
-

Less
More
- Posts: 197
- Thank you received: 34
18 Oct 2024 19:39 - 19 Oct 2024 04:28 #312543
by Tchefter
Replied by Tchefter on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Lass doch mal das G64 weg und schau wie es dann läuft.
Das war ja nur ein Beispiel, wie du es im anderen Thema nachgefragt hast.
Ich benötige das G64, sondern werden meine "außen" Ecken alle Rund.
Das war ja nur ein Beispiel, wie du es im anderen Thema nachgefragt hast.
Ich benötige das G64, sondern werden meine "außen" Ecken alle Rund.
Last edit: 19 Oct 2024 04:28 by Tchefter.
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
20 Oct 2024 17:52 #312699
by Muecke
Replied by Muecke on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Das mit dem (G64 weglassen) habe ich noch nicht ausprobiert  Ich hoffe, dass ich morgen Abend wieder an die Anlage komme.
Ich hoffe, dass ich morgen Abend wieder an die Anlage komme.
Bis dahin habe ich mich ein wenig durch die Dokumentation gewühlt und bin auf den Punkt "5.2. Center Format Example" gestoßen.
Allerdings habe ich nicht wirklich verstanden, was ich da genau eintragen soll.
Oder habt ihr eine andere Idee, die ich ausprobieren könnte, so dass die Bewegung hämonischer aussieht und von Staaten ausgeht.
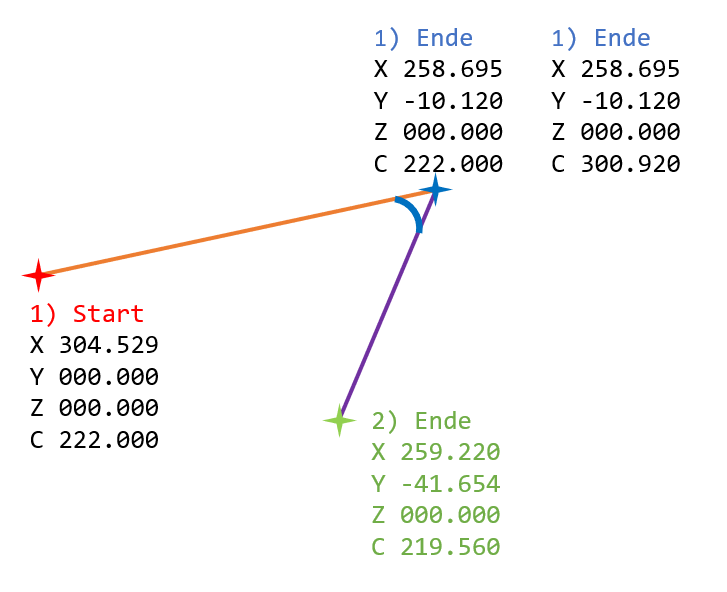
(Momentan kann die C-Achse noch mehr als 180° drehen, außer einem Laserpointer ist noch nichts angeschlossen. Im Moment sind es nur ein paar Tests, die ich mal zeigen kann).
auf dem Bild sind die Werte der ersten zwei Linien zu sehen.
Ich hoffe, dass ich morgen Abend wieder an die Anlage komme.Bis dahin habe ich mich ein wenig durch die Dokumentation gewühlt und bin auf den Punkt "5.2. Center Format Example" gestoßen.
Allerdings habe ich nicht wirklich verstanden, was ich da genau eintragen soll.
Oder habt ihr eine andere Idee, die ich ausprobieren könnte, so dass die Bewegung hämonischer aussieht und von Staaten ausgeht.
(Momentan kann die C-Achse noch mehr als 180° drehen, außer einem Laserpointer ist noch nichts angeschlossen. Im Moment sind es nur ein paar Tests, die ich mal zeigen kann).
auf dem Bild sind die Werte der ersten zwei Linien zu sehen.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
20 Oct 2024 18:18 #312702
by Aciera
Replied by Aciera on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Gcode für Tangentialmesser wird meist vom CAM generiert. Die XYZC Werte müssen für eine Kurve simultan abgefahren werden, dazu muss das CAM für jeden Wegpunkt auf der Kurve den Tangentialwinkel berechnen und als C-Achsenwert ausgeben.
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
20 Oct 2024 18:47 #312703
by Muecke
Replied by Muecke on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Ok, was ist denn ein CAM ? ist das ein Programm?
Please Log in or Create an account to join the conversation.
- Plasmanfm
- Offline
- Premium Member
-

Less
More
- Posts: 121
- Thank you received: 21
21 Oct 2024 12:47 #312743
by Plasmanfm
Replied by Plasmanfm on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Ein Camprogram ist das Program das aus einer Zeichung den G-Code erstellt zb. Sheetcam oder ein Unterprogram des Zeichenprogram.
Gruß
Juergen
Gruß
Juergen
Please Log in or Create an account to join the conversation.
- Muecke
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 886
- Thank you received: 93
21 Oct 2024 14:59 #312756
by Muecke
Replied by Muecke on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Ach so.
Und was mache ich, wenn ich keine Zeichnung habe?
Ich habe nämlich ein Objekt, bei dem ich die Kanten manuell abgefahren und die Koordinaten erhalten habe, die ich nun nachfahren möchte.
Erstelle ich dann die Linien im CAD-Programm und lasse den G-Code generieren?
Ich habe Inventor 2023, kann ich das damit machen?
Und was mache ich, wenn ich keine Zeichnung habe?
Ich habe nämlich ein Objekt, bei dem ich die Kanten manuell abgefahren und die Koordinaten erhalten habe, die ich nun nachfahren möchte.
Erstelle ich dann die Linien im CAD-Programm und lasse den G-Code generieren?
Ich habe Inventor 2023, kann ich das damit machen?
Please Log in or Create an account to join the conversation.
Moderators: Muecke
- International LinuxCNC Users
- Deutsch
- G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Time to create page: 0.311 seconds