motor-0-position error beim Abbremsen aus 4-7,5 m/min
- Muftijaja
- Offline
- Premium Member
-

Less
More
- Posts: 102
- Thank you received: 4
25 Jan 2025 13:22 - 25 Jan 2025 13:30 #319817
by Muftijaja
motor-0-position error beim Abbremsen aus 4-7,5 m/min was created by Muftijaja
Hallo, ich habe mal wieder ein paar Detailfragen. Heute der "motor-0-position error"
Mittlerweile läuft meine Maschine unter Probe Basic - ich habe die Werkzeugvermessung unter Dragon einfach nicht hin bekommen. Die Routine von TooTall18T in Version 5(dev.) läuft jetzt auch, der Support von ihm war top.
Folgendes Problem nervt mich gerade: Ich verfahre per Handrad die X Achse, tw mit vollem G0=7,5m/min, das läuft gut, aber beim Bremsen aus Feeds ab 4m/min kommt fast immer der Fehler motor-0-position error. Auf allen Achsen kommt dieser Fehler.
Ich habe 400W Servos von OMC Stepperonline, die autark ihre Rampen steuern, LCNC bekommt davon nichts mit, die sehen für LCNC ja aus wie Stepper. Keine Glasmaßsstäbe/Encoder zusätzlich.
Was ist die Ursache dafür? Muss ich die Beschleunigung rauf oder runterdrehen? Ist jetzt bei 1000. Eigentlich ginge noch mehr.
Ist etwas ganz anderes dafür verantwortlich?
Meine Steplen/stepspace Einstellungen sind bei 2500/2500, die Servos können bis 500kHz am Eingang und wollen mindestens 2 bzw 1 µsec Periode/Pulslänge haben.
Die Latency Tests sind ausreichend und die Netzwerk Pings auf die Karte ebenfalls. ODer was meint Ihr?
Latency: Servo Jitter 14646, Base Jitter 11328 after 10 minutes. Pings to 10.10.10.10 ~ 0.066-0.081
Noch was: Mein Handrad habe ich etwas gedämpft mit jog-accel Werten von X 0.4 Y 0.25 Z0.2 - hat das evtl eine Auswirkung?
Ich hänge mal meine HAL und INI an.
Leider kann ich keine Fotos anhängen, obwohl die unter 1MB groß sind.
Vielen Dank fürs Draufgucken und Hinweise! Hanno
Mittlerweile läuft meine Maschine unter Probe Basic - ich habe die Werkzeugvermessung unter Dragon einfach nicht hin bekommen. Die Routine von TooTall18T in Version 5(dev.) läuft jetzt auch, der Support von ihm war top.
Folgendes Problem nervt mich gerade: Ich verfahre per Handrad die X Achse, tw mit vollem G0=7,5m/min, das läuft gut, aber beim Bremsen aus Feeds ab 4m/min kommt fast immer der Fehler motor-0-position error. Auf allen Achsen kommt dieser Fehler.
Ich habe 400W Servos von OMC Stepperonline, die autark ihre Rampen steuern, LCNC bekommt davon nichts mit, die sehen für LCNC ja aus wie Stepper. Keine Glasmaßsstäbe/Encoder zusätzlich.
Was ist die Ursache dafür? Muss ich die Beschleunigung rauf oder runterdrehen? Ist jetzt bei 1000. Eigentlich ginge noch mehr.
Ist etwas ganz anderes dafür verantwortlich?
Meine Steplen/stepspace Einstellungen sind bei 2500/2500, die Servos können bis 500kHz am Eingang und wollen mindestens 2 bzw 1 µsec Periode/Pulslänge haben.
Die Latency Tests sind ausreichend und die Netzwerk Pings auf die Karte ebenfalls. ODer was meint Ihr?
Latency: Servo Jitter 14646, Base Jitter 11328 after 10 minutes. Pings to 10.10.10.10 ~ 0.066-0.081
Noch was: Mein Handrad habe ich etwas gedämpft mit jog-accel Werten von X 0.4 Y 0.25 Z0.2 - hat das evtl eine Auswirkung?
Ich hänge mal meine HAL und INI an.
Leider kann ich keine Fotos anhängen, obwohl die unter 1MB groß sind.
Vielen Dank fürs Draufgucken und Hinweise! Hanno
Attachments:
Last edit: 25 Jan 2025 13:30 by Muftijaja.
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17945
- Thank you received: 5256
25 Jan 2025 17:32 - 25 Jan 2025 17:33 #319832
by PCW
Replied by PCW on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
I would make some changes in the hal file.
Change:
setp hm2_7i76e.0.dpll.01.timer-us -50
to:
setp hm2_7i76e.0.dpll.01.timer-us -200
and change all joint PID "P" terms to 666
Change:
setp hm2_7i76e.0.dpll.01.timer-us -50
to:
setp hm2_7i76e.0.dpll.01.timer-us -200
and change all joint PID "P" terms to 666
Last edit: 25 Jan 2025 17:33 by PCW.
The following user(s) said Thank You: Muftijaja
Please Log in or Create an account to join the conversation.
- Muftijaja
- Offline
- Premium Member
-
Less
More
- Posts: 102
- Thank you received: 4
25 Jan 2025 18:03 #319833
by Muftijaja
Replied by Muftijaja on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
Ok, thank you PCW, I will do that and try it out these days. I'm just getting a cold and my garage has 9°C, thats not very comfortable.
I will report the results asap!
Kind regards
I will report the results asap!
Kind regards
Please Log in or Create an account to join the conversation.
- Muftijaja
- Offline
- Premium Member
-
Less
More
- Posts: 102
- Thank you received: 4
29 Jan 2025 23:25 #320124
by Muftijaja
Replied by Muftijaja on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
Hello PCW! My cold is better today and I could test your suggestions - YES! That was the solution. I can move my machine per jog or handwheel with full G0, braking does not bring the motor-0-positon error anymore! Thanks a lot for another magic change !
Kind regards
Hanno
Kind regards
Hanno
Please Log in or Create an account to join the conversation.
- Muftijaja
- Offline
- Premium Member
-
Less
More
- Posts: 102
- Thank you received: 4
18 Feb 2025 21:58 #321946
by Muftijaja
Replied by Muftijaja on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
Hello again!
Today, I tried my machine out with a new .ngc file for a part to mill, and while testing in the air, although with reduced G0 to 5500mm/min, I got the "motor-0-position error" again.
So, I changed the setp hm2_7i76e.0.dpll.01.timer-us -200 to 250. The next run comes without the error. But i am sceptical - how far can I go with this or should I change othere settings too?
WHat about the min Ferror - i had 0,01mm is this too much, should i go to 0,1?
Thanks for any answer!
Kind regards,
Hanno
Today, I tried my machine out with a new .ngc file for a part to mill, and while testing in the air, although with reduced G0 to 5500mm/min, I got the "motor-0-position error" again.
So, I changed the setp hm2_7i76e.0.dpll.01.timer-us -200 to 250. The next run comes without the error. But i am sceptical - how far can I go with this or should I change othere settings too?
WHat about the min Ferror - i had 0,01mm is this too much, should i go to 0,1?
Thanks for any answer!
Kind regards,
Hanno
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17945
- Thank you received: 5256
18 Feb 2025 22:26 #321949
by PCW
Replied by PCW on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
I think its unlikely that you would need so much DPLL pre-trigger so I don't think
increasinh this timr to 250 usec is going to help
I would check hm2_7i76e.0.packet-error-total to see if you have dropped any packets
You might try plotting the following error and perhaps tuning by adding a little
FF2 (say .0003 to start) to the PID loop (using the calibrate menu so you can do this live)
increasinh this timr to 250 usec is going to help
I would check hm2_7i76e.0.packet-error-total to see if you have dropped any packets
You might try plotting the following error and perhaps tuning by adding a little
FF2 (say .0003 to start) to the PID loop (using the calibrate menu so you can do this live)
The following user(s) said Thank You: Muftijaja
Please Log in or Create an account to join the conversation.
- Muftijaja
- Offline
- Premium Member
-
Less
More
- Posts: 102
- Thank you received: 4
20 Feb 2025 19:33 #322101
by Muftijaja
Replied by Muftijaja on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
Hello PCW,
I checked the hm2_7i76e.0.packet-error-total and got 57 errors about 45 minutes. Is this too much?
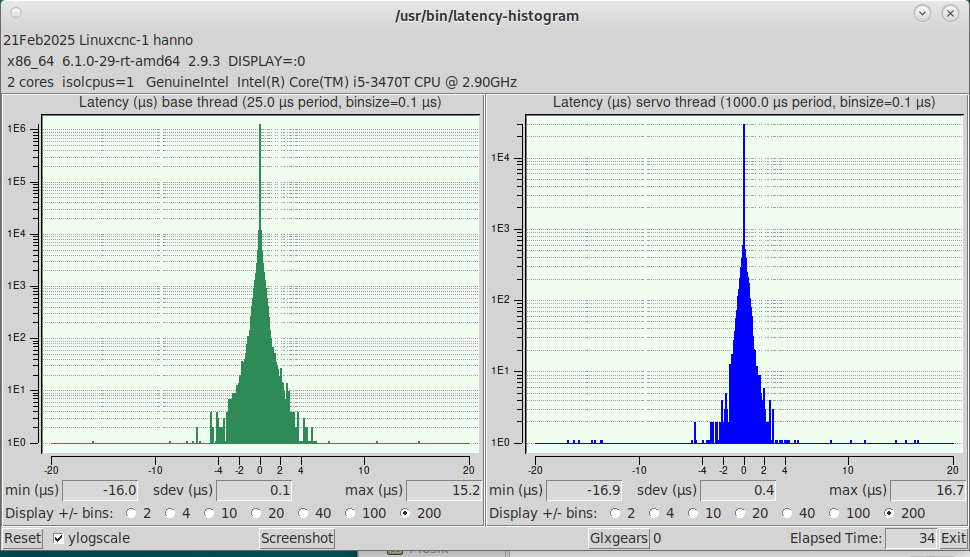
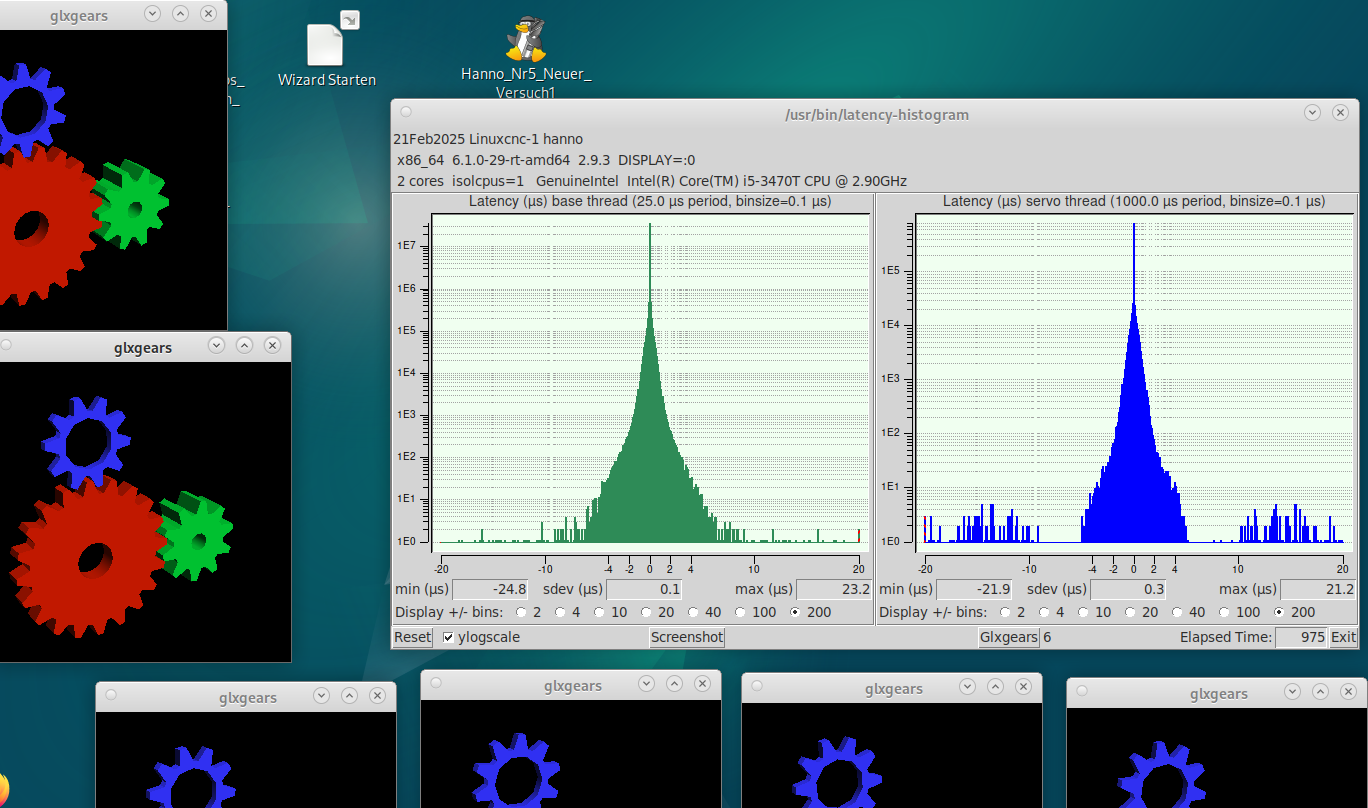
I don't understand these packet losses - (my PC is a lenovo ThinkCentre M92p Mini-PC, Intel Core i5-3470T 2.90 GHz 8GB Ram, in the latency Test I get readings as shown in the photos, first at start, Servo 4000, Base 5608, after 30 minutes surfing, coding in Vcode, doing sth else: servo 82040, Base 24542, I set servo thread in the INI file to 1.600.000.
Kernel release 6.1.0-29-rt-amd64, Kernel Version #1 SMP PREEMPT_RT Debian 6.1.123-1 (2025-01-02)
What do you think?
I did the most Latency tips in this thread: forum.linuxcnc.org/38-general-linuxcnc-q...ead-and-irq-affinity - I disabled hyperthreading, power saving, virtualisation, TPM, turbo mode, ACPI, APM, Audio,, kernel isolate core 0 for interrupts - quiet irqaffinity=0 isolcpus=0. I bought a new network controller with RTL_8125 chip, optimize my network connection with sudo ethtool -C eno1 rx-usecs 0 at any system start. Kernel release 6.1.0-29-rt-amd64, Kernel Version #1 SMP PREEMPT_RT Debian 6.1.123-1 (2025-01-02)
Anyways, I dont have servo motors with encoders wired to the MEsa 7i76e, so I cannot calibrate in live mode. I just set the FF2 to 0.0003 as you said. Same results as yesterday, not often but sometimes i get that motor-0-position errors.
Maybe my PC is too slow for a Linux system? Any suggestions?
Thank you so much for your support!
Hanno
(For some reason, I cannot put photos <1MB in this thread...)
I checked the hm2_7i76e.0.packet-error-total and got 57 errors about 45 minutes. Is this too much?
I don't understand these packet losses - (my PC is a lenovo ThinkCentre M92p Mini-PC, Intel Core i5-3470T 2.90 GHz 8GB Ram, in the latency Test I get readings as shown in the photos, first at start, Servo 4000, Base 5608, after 30 minutes surfing, coding in Vcode, doing sth else: servo 82040, Base 24542, I set servo thread in the INI file to 1.600.000.
Kernel release 6.1.0-29-rt-amd64, Kernel Version #1 SMP PREEMPT_RT Debian 6.1.123-1 (2025-01-02)
What do you think?
I did the most Latency tips in this thread: forum.linuxcnc.org/38-general-linuxcnc-q...ead-and-irq-affinity - I disabled hyperthreading, power saving, virtualisation, TPM, turbo mode, ACPI, APM, Audio,, kernel isolate core 0 for interrupts - quiet irqaffinity=0 isolcpus=0. I bought a new network controller with RTL_8125 chip, optimize my network connection with sudo ethtool -C eno1 rx-usecs 0 at any system start. Kernel release 6.1.0-29-rt-amd64, Kernel Version #1 SMP PREEMPT_RT Debian 6.1.123-1 (2025-01-02)
Anyways, I dont have servo motors with encoders wired to the MEsa 7i76e, so I cannot calibrate in live mode. I just set the FF2 to 0.0003 as you said. Same results as yesterday, not often but sometimes i get that motor-0-position errors.
Maybe my PC is too slow for a Linux system? Any suggestions?
Thank you so much for your support!
Hanno
(For some reason, I cannot put photos <1MB in this thread...)
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17945
- Thank you received: 5256
20 Feb 2025 21:13 #322112
by PCW
Replied by PCW on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
Ideally you should get no dropped packets at all.
I does sound like a network latency issue.
One thing to do to test is to run say:
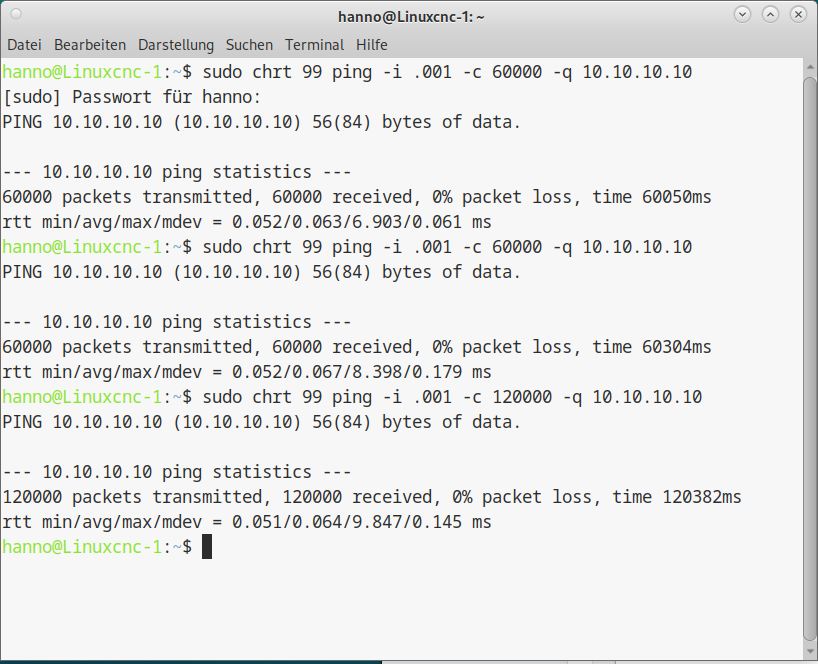
sudo chrt 99 ping -i .001 -c 60000 -q 10.10.10.10
(will run for ~1 minute)
and see what the stats are
If there are no more network latency optimizations to do
You can increase the servo thread period (say to 2 ms)
Its also possible to make dropped packets not trigger following errors
(or cause path deviations) by specific hal file modifications
I does sound like a network latency issue.
One thing to do to test is to run say:
sudo chrt 99 ping -i .001 -c 60000 -q 10.10.10.10
(will run for ~1 minute)
and see what the stats are
If there are no more network latency optimizations to do
You can increase the servo thread period (say to 2 ms)
Its also possible to make dropped packets not trigger following errors
(or cause path deviations) by specific hal file modifications
The following user(s) said Thank You: Muftijaja
Please Log in or Create an account to join the conversation.
- Muftijaja
- Offline
- Premium Member
-
Less
More
- Posts: 102
- Thank you received: 4
21 Feb 2025 12:58 #322200
by Muftijaja
Replied by Muftijaja on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
Hello PCW! Thanks for your hints yesterday.
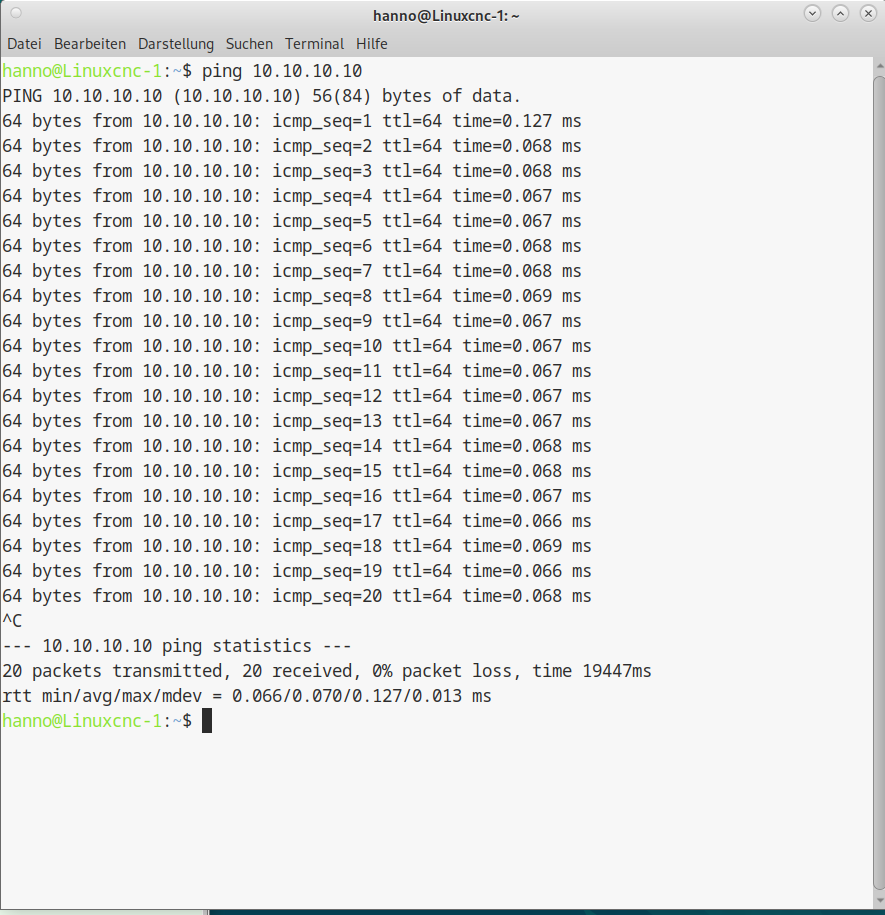
I did some pings and latency histograms, I hope I can put the photos in here. I thought both was allright, but this motor-0-position errors (and "error-finishing-read" at start) seems to be persistent.
BTW, I tried the most of this thread: forum.linuxcnc.org/38-general-linuxcnc-q...ead-and-irq-affinity and it was very successful in this regard, except these errors.
I think I try servo thread with 2 ms.
Thank you for your support!
Hanno
I did some pings and latency histograms, I hope I can put the photos in here. I thought both was allright, but this motor-0-position errors (and "error-finishing-read" at start) seems to be persistent.
BTW, I tried the most of this thread: forum.linuxcnc.org/38-general-linuxcnc-q...ead-and-irq-affinity and it was very successful in this regard, except these errors.
I think I try servo thread with 2 ms.
Thank you for your support!
Hanno
Attachments:
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17945
- Thank you received: 5256
21 Feb 2025 14:57 #322205
by PCW
Replied by PCW on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
The ping test shows the issue with nearly 10 ms delays some times.
If you have a Realtek Ethernet interface it may require replacing
the stock driver with the DKMS one.
You can usually determine the Ethernet MAC on the PC with:
lspci | grep -i ether
If you have a Realtek Ethernet interface it may require replacing
the stock driver with the DKMS one.
You can usually determine the Ethernet MAC on the PC with:
lspci | grep -i ether
The following user(s) said Thank You: Muftijaja
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 1.682 seconds