ATC Tool Rack implementation gesucht
- tsaG
- Offline
- Senior Member
-

Less
More
- Posts: 48
- Thank you received: 4
13 Mar 2025 13:02 #323828
by tsaG
ATC Tool Rack implementation gesucht was created by tsaG
Moin!
Hat jemand ein M6 Remap für Basicprobe für ein ATC Toolrack (in Y Orientierung) welches ich als Basis nutzen könnte?
Zudem bin ich gerade dabei einen kleinen Kettenwechsler zu bauen (dazu brauche ich erst einmal das normale Toolrack). Hat hier jemand erfahrungen?
Grüße
Hat jemand ein M6 Remap für Basicprobe für ein ATC Toolrack (in Y Orientierung) welches ich als Basis nutzen könnte?
Zudem bin ich gerade dabei einen kleinen Kettenwechsler zu bauen (dazu brauche ich erst einmal das normale Toolrack). Hat hier jemand erfahrungen?
Grüße
Please Log in or Create an account to join the conversation.
- Benb
-

- Offline
- Elite Member
-

Less
More
- Posts: 184
- Thank you received: 60
13 Mar 2025 18:04 #323854
by Benb
Replied by Benb on topic ATC Tool Rack implementation gesucht
use an internet search engine such as Google Chrome Type:
linuxcnc : m6 remap for atc
you get few answers to your questions.
linuxcnc : m6 remap for atc
you get few answers to your questions.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21763
- Thank you received: 7437
13 Mar 2025 18:37 #323857
by tommylight
This returns only results from our web and forum containing those words.
Replied by tommylight on topic ATC Tool Rack implementation gesucht
m6 remap atc site:linuxcnc.orgPlease Log in or Create an account to join the conversation.
- tsaG
- Offline
- Senior Member
-
Less
More
- Posts: 48
- Thank you received: 4
13 Mar 2025 22:34 #323874
by tsaG
Replied by tsaG on topic ATC Tool Rack implementation gesucht
Thanks! Unfortunately, most of it is just people having problems with their code without posting the working code. Okay, It seems I am on my own. Ill post my code once I am making progress or even get it working
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21763
- Thank you received: 7437
13 Mar 2025 22:55 #323876
by tommylight
Replied by tommylight on topic ATC Tool Rack implementation gesucht
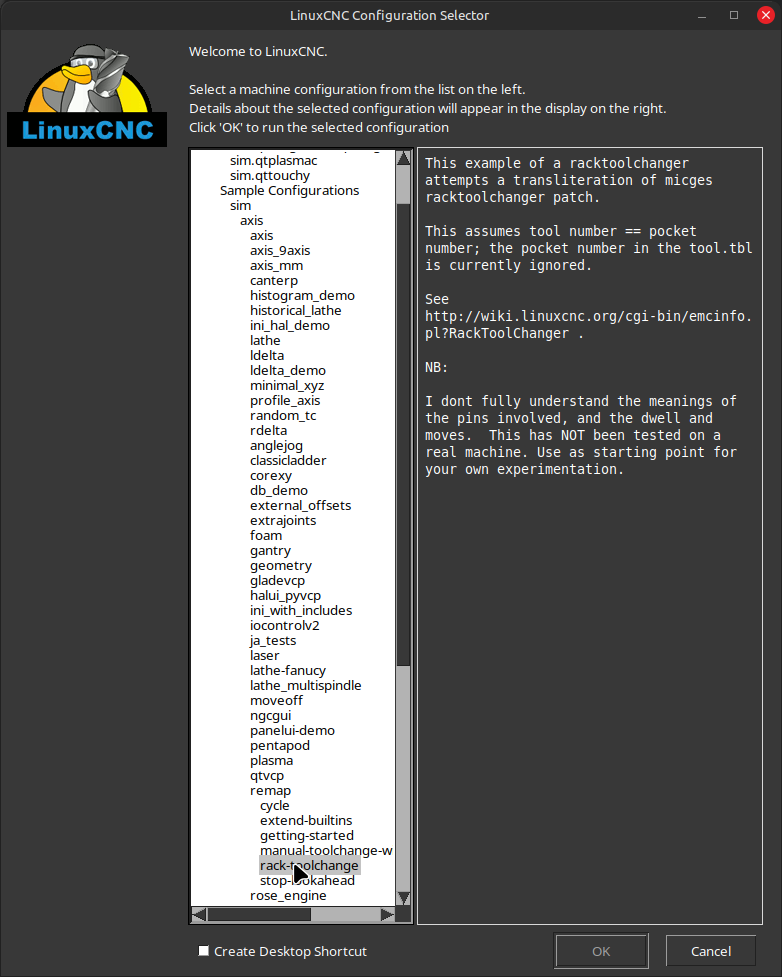
LinuxCNC config picker from the main menu, then Sample configurations>sim>axis>remap>rack toolchange as shown in picture.
That will also copy the files to your LinuxCNC configs folder so you can edit and test as much as you like.")
That will also copy the files to your LinuxCNC configs folder so you can edit and test as much as you like.
Attachments:
Please Log in or Create an account to join the conversation.
- tsaG
- Offline
- Senior Member
-
Less
More
- Posts: 48
- Thank you received: 4
13 Mar 2025 23:22 #323877
by tsaG
Replied by tsaG on topic ATC Tool Rack implementation gesucht
Thanks! That is already a great place to start! I will have a look at it. In the meantime, I came up with my own code (thanks Chatgpt). However, when executing it I get the error "Unknown word starting with f" in the GUI. However, without any hint to any line in the code. It seems I have to open linuxcnc via console and active the debug mode to see it?
This is my code for now. More work tomorrow.
This is my code for now. More work tomorrow.
%
(MSG, --- Start of toolchange.ngc ---)
o<toolchange> sub
(MSG, --- Toolchange Subroutine Entry ---)
; ------------------------------------------------------------------
; A) Named parameters (populated by stdglue.py / M6 prolog):
; #<selected_tool>, #<tool_in_spindle>,
; #<selected_pocket>, #<current_pocket>,
; #<atc_z_tool_change_height>, #<atc_z_tool_clearance_height>, etc.
; ------------------------------------------------------------------
(MSG, Selected tool = #<selected_tool>)
(MSG, Tool in spindle = #<tool_in_spindle>)
(MSG, Selected pocket = #<selected_pocket>)
(MSG, Current pocket = #<current_pocket>)
; ------------------------------------------------------------------
; B) Check if a tool change is actually needed
; ------------------------------------------------------------------
IF [#<selected_tool> EQ #<tool_in_spindle>] THEN
(MSG, Tool #<tool_in_spindle> is already loaded. No change needed.)
M99
END-IF
; ------------------------------------------------------------------
; C) Stop the spindle
; ------------------------------------------------------------------
M5 ; no spindle orientation (M19) requested
; ------------------------------------------------------------------
; D) Rack coordinates (adjust as needed for your machine)
; ------------------------------------------------------------------
#<rack_x> = 1123
#<rack_y_base> = 164
#<rack_y_pitch> = 50
; We comment these out so they are NOT overwritten (assuming INI defines them):
; #<atc_z_tool_change_height> = -80
; #<atc_z_tool_clearance_height> = 0
; Move Z to clearance
G53 G0 Z[#<atc_z_tool_clearance_height>]
; ------------------------------------------------------------------
; E) Drop off the old tool (#<tool_in_spindle>) in #<current_pocket>
; ------------------------------------------------------------------
IF [#<tool_in_spindle> GT 0] THEN
; 1) Y coordinate for the current pocket
#<old_pocket_y> = [#<rack_y_base> + ([#<current_pocket>] - 1) * #<rack_y_pitch>]
; 2) Move to that pocket in machine coords (G53)
G53 G0 X[#<rack_x>] Y[#<old_pocket_y>]
; 3) Lower Z to the tool-change height
G53 G0 Z[#<atc_z_tool_change_height>]
; 4) Unclamp (M64 P2) to release old tool
(MSG, Unclamping old tool with M64 P2)
M64 P2
G4 P1 ; dwell 1 second, adjust as needed
; 5) Move back up to clearance
G53 G0 Z[#<atc_z_tool_clearance_height>]
; 6) Update the pocket table (#4001..#4024)
#<pocket_index> = [4000 + #<current_pocket>]
#[#<pocket_index>] = #<tool_in_spindle>
END-IF
; ------------------------------------------------------------------
; F) Pick up the new tool (#<selected_tool>) from #<selected_pocket>
; ------------------------------------------------------------------
IF [#<selected_tool> GT 0] THEN
; 1) Optional check: does pocket #<selected_pocket> hold #<selected_tool>?
#<pocket_index> = [4000 + #<selected_pocket>]
IF [#[#<pocket_index>] NE #<selected_tool>] THEN
(MSG, *** WARNING: Pocket #<selected_pocket> does not match tool #<selected_tool>!)
END-IF
; 2) Compute Y coordinate for the selected pocket
#<new_pocket_y> = [#<rack_y_base> + ([#<selected_pocket>] - 1) * #<rack_y_pitch>]
; 3) Move to that pocket
G53 G0 X[#<rack_x>] Y[#<new_pocket_y>]
; 4) Lower Z to the tool-change height
G53 G0 Z[#<atc_z_tool_change_height>]
; 5) Clamp (M65 P2) to pick up the new tool
(MSG, Clamping new tool with M65 P2)
M65 P2
G4 P1 ; dwell 1 second, adjust as needed
; 6) Return to clearance
G53 G0 Z[#<atc_z_tool_clearance_height>]
; 7) This pocket is now empty
#[#<pocket_index>] = 0
END-IF
; ------------------------------------------------------------------
; G) The spindle now has the new tool
; ------------------------------------------------------------------
#<tool_in_spindle> = #<selected_tool>
; ------------------------------------------------------------------
; H) Tell LinuxCNC the new tool is active & load offset
; ------------------------------------------------------------------
M61 Q[#<selected_tool>] ; set active tool to #<selected_tool>
G43 H[#<selected_tool>] ; load that tool's offset from table
; ------------------------------------------------------------------
; I) Return to caller
; ------------------------------------------------------------------
M99
o<toolchange> endsub
M2
(MSG, --- End of toolchange.ngc ---)
%Please Log in or Create an account to join the conversation.
- SebastianM
- Offline
- Senior Member
-
Less
More
- Posts: 40
- Thank you received: 3
16 Jul 2025 03:58 #331882
by SebastianM
Replied by SebastianM on topic ATC Tool Rack implementation gesucht
Anbei mein Full atc macro. Läuft einwandfrei mit Probe Basic
github.com/SebastianMusser/LinuxCNC/blob...tines/toolchange.ngc
Ciao
Basti
github.com/SebastianMusser/LinuxCNC/blob...tines/toolchange.ngc
Ciao
Basti
Please Log in or Create an account to join the conversation.
- Jensner
- Offline
- Premium Member
-

Less
More
- Posts: 151
- Thank you received: 28
27 Feb 2026 12:24 #343597
by Jensner
Replied by Jensner on topic ATC Tool Rack implementation gesucht
Hallo Leute,
da dieses Thema bei mir in Kürze ansteht (ebenfalls unter Probe Basic), versuche ich mich hier schon mal schlau zu machen.
Soweit meine Suche aktuell ergeben hat, gibt es zum Thema ATC mit Rack keine wirkliche Anleitung?
Ich finde leider irgendwie immer nur Schnippsel z.B. zum Thema Remap.
Woanders habe ich dann die benötigten Variablen gefunden.
Dein Toolchange-ngc - Skript scheint auch sehr interessant zu sein.
Was mir jedoch fehlt, ist hier einfach mal eine Art roter Faden wie man sich hier strukturiert durcharbeiten soll.
Was muss ich in der HAL wohin mappen (MESA 7i96s) um die Steuersignale raus und die Sensoren rein zu bekommen.
Was in der INI (gut den Tab habe ich aktiviert), wo passe ich z.B. die Anzahl der Pockets an ....
Hat hier evtl. jemand einen Info, Link, Anleitung oder finde ich das einfach nur nicht?
Danke Euch schon mal
da dieses Thema bei mir in Kürze ansteht (ebenfalls unter Probe Basic), versuche ich mich hier schon mal schlau zu machen.
Soweit meine Suche aktuell ergeben hat, gibt es zum Thema ATC mit Rack keine wirkliche Anleitung?
Ich finde leider irgendwie immer nur Schnippsel z.B. zum Thema Remap.
Woanders habe ich dann die benötigten Variablen gefunden.
Dein Toolchange-ngc - Skript scheint auch sehr interessant zu sein.
Was mir jedoch fehlt, ist hier einfach mal eine Art roter Faden wie man sich hier strukturiert durcharbeiten soll.
Was muss ich in der HAL wohin mappen (MESA 7i96s) um die Steuersignale raus und die Sensoren rein zu bekommen.
Was in der INI (gut den Tab habe ich aktiviert), wo passe ich z.B. die Anzahl der Pockets an ....
Hat hier evtl. jemand einen Info, Link, Anleitung oder finde ich das einfach nur nicht?
Danke Euch schon mal
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.246 seconds