best practice Benutzervariablen anzeigen und speichern
- Korre
- Offline
- New Member
-

Less
More
- Posts: 2
- Thank you received: 0
11 Aug 2025 12:02 - 11 Aug 2025 12:04 #333212
by Korre
best practice Benutzervariablen anzeigen und speichern was created by Korre
Hallo zusammen,
Ich bin neu im Forum und möchte mich bei Allen bedanken die dieses tolle Projekt vorantreiben und verbessern.
Habe LCNC 2.9.4. auf meinem NUC seit einigen Wochen am laufen und schon viel im Forum gelesen.
Nun bin ich aber auf ein Problem gestoßen wozu ich bisher noch nirgends eine Antwort finden konnte.
Ich benutze in meinem Programm einig Anwenderparameter (#31 usw.) welche ich während dem Programmlauf beobachten möchte!.
- In der linuxcnc.var geht es live und zur Laufzeit nicht .
- in der LinuxCNC-Status-Anzeige (linuxcnctop) auch nicht.
- in der HAL Konfiguration unter "watch" ??? --> macht es Sinn, - Alle meine Parameter in der INI unter einer Custom Section anzulegen und so zu beobachten?
--> Wenn ja wie werden die dann persistent gespeichert?
-Hätte diese Vorgehensweise Vorteile, wenn ich später noch eine GladeVCP Oberfläche dafür bauen möchte?
- Ansonsten gibt es noch die Befehle MSG , DEBUG, usw... -> Jedoch habe ich beim CNC-Programm-Ablauf kein Meldungsfenster mehr, - anstelle dem ist ja der NC Code zu sehen und die 1000 aufpoppende Fester rechts unten sind dafür wenig praktikabel.
Nun mein Frage:
Wie kann ich am besten meine Variablen während dem Programmlauf live beobachten?
Viele liebe Grüße
Korre
Ich bin neu im Forum und möchte mich bei Allen bedanken die dieses tolle Projekt vorantreiben und verbessern.
Habe LCNC 2.9.4. auf meinem NUC seit einigen Wochen am laufen und schon viel im Forum gelesen.
Nun bin ich aber auf ein Problem gestoßen wozu ich bisher noch nirgends eine Antwort finden konnte.
Ich benutze in meinem Programm einig Anwenderparameter (#31 usw.) welche ich während dem Programmlauf beobachten möchte!.
- In der linuxcnc.var geht es live und zur Laufzeit nicht .
- in der LinuxCNC-Status-Anzeige (linuxcnctop) auch nicht.
- in der HAL Konfiguration unter "watch" ??? --> macht es Sinn, - Alle meine Parameter in der INI unter einer Custom Section anzulegen und so zu beobachten?
--> Wenn ja wie werden die dann persistent gespeichert?
-Hätte diese Vorgehensweise Vorteile, wenn ich später noch eine GladeVCP Oberfläche dafür bauen möchte?
- Ansonsten gibt es noch die Befehle MSG , DEBUG, usw... -> Jedoch habe ich beim CNC-Programm-Ablauf kein Meldungsfenster mehr, - anstelle dem ist ja der NC Code zu sehen und die 1000 aufpoppende Fester rechts unten sind dafür wenig praktikabel.
Nun mein Frage:
Wie kann ich am besten meine Variablen während dem Programmlauf live beobachten?
Viele liebe Grüße
Korre
Last edit: 11 Aug 2025 12:04 by Korre.
Please Log in or Create an account to join the conversation.
- meister
- Offline
- Platinum Member
-

Less
More
- Posts: 758
- Thank you received: 478
12 Aug 2025 06:16 #333261
by meister
Replied by meister on topic best practice Benutzervariablen anzeigen und speichern
Hi Korre,
ich verfolge das mal hier, ich finde nämlich auch keine lösung für das problem,
weder in der al noch über die python api. bekomme ich die parameter ausgelesen.
Gruß,
Olli
ich verfolge das mal hier, ich finde nämlich auch keine lösung für das problem,
weder in der al noch über die python api. bekomme ich die parameter ausgelesen.
Gruß,
Olli
Please Log in or Create an account to join the conversation.
- Aciera
-

- Away
- Administrator
-

Less
More
- Posts: 4779
- Thank you received: 2149
12 Aug 2025 06:54 #333262
by Aciera
Replied by Aciera on topic best practice Benutzervariablen anzeigen und speichern
Mir ist kein Weg bekannt um ausserhalb des Interpreters direkt auf gcode
Parameter zuzugreifen. Ein Auslesen von Paramterwerten ist somit (meines Wissens) nur von innerhalb des GCode Programms möglich.
1. Parameterwert in einen Analog Hal pin schreiben (zB M68 E0 Q#31)
2. Parameterwert mit Gcode logging in eine Datei schreiben
linuxcnc.org/docs/html/gcode/overview.html#gcode:logging
Parameter zuzugreifen. Ein Auslesen von Paramterwerten ist somit (meines Wissens) nur von innerhalb des GCode Programms möglich.
1. Parameterwert in einen Analog Hal pin schreiben (zB M68 E0 Q#31)
2. Parameterwert mit Gcode logging in eine Datei schreiben
(logopen,myparams.txt)
(log,#31, #32, #33)
#31 = 1.23
(log,#31, #32, #33)
#32 = 4.23
(log,#31, #32, #33)
(logclose)linuxcnc.org/docs/html/gcode/overview.html#gcode:logging
The following user(s) said Thank You: meister
Please Log in or Create an account to join the conversation.
- mariomatix@yahoo.de
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 1
14 Aug 2025 15:47 #333422
by mariomatix@yahoo.de
Replied by mariomatix@yahoo.de on topic best practice Benutzervariablen anzeigen und speichern
Über Debug kann man sich das im Fenster vorne ausgeben lassen. Z. B. #1234 = 12 + 32 ( debug, #1234 )
es gibt auch noch msg, und print, jenachdem ob es im terminal stehen soll oder vorne erscheinen soll
es gibt auch noch msg, und print, jenachdem ob es im terminal stehen soll oder vorne erscheinen soll
Please Log in or Create an account to join the conversation.
- Korre
- Offline
- New Member
-
Less
More
- Posts: 2
- Thank you received: 0
26 Sep 2025 09:03 - 26 Sep 2025 09:09 #335447
by Korre
Replied by Korre on topic best practice Benutzervariablen anzeigen und speichern
Vielen Dank für Eure Antworten,
2.) Gcode logging: das praktiziere ich bereits, ist aber nicht so ganz "bequem"
Der Befehl ist mit schon sehr wohl bekannt. Habe ich im Eröffnungsthread ja geschrieben.....
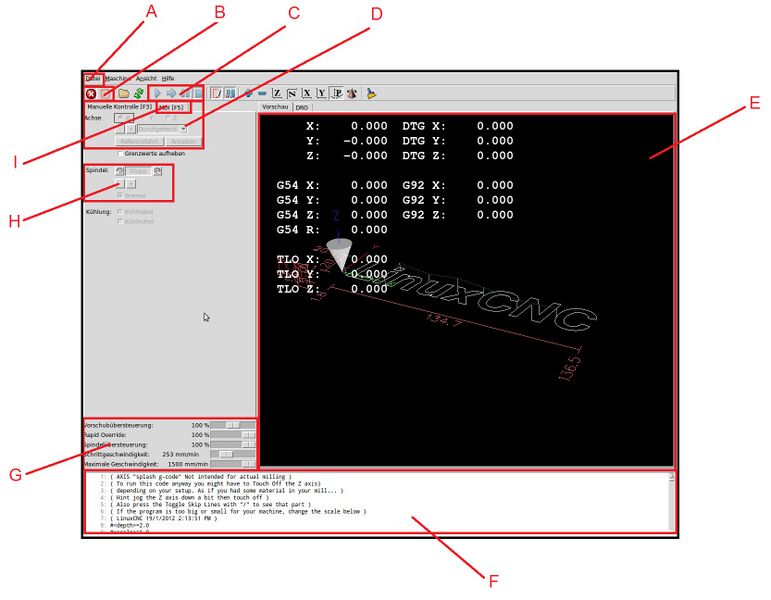
Nur wenn ich ein CNC Programm ablaufen lasse, Dann verschwindet das untere Fenster (F) und anstelle dem wird das CNC Programm angezeigt.
Wie bleibt dieses Ausgabefenster erhalten (für Statusreports und Fehlermeldungen) während das NC Programm ausgeführt wird?
(siehe Anhang!)
1.) Parameterwert in Hal Pin werde ich testen.1. Parameterwert in einen Analog Hal pin schreiben (zB M68 E0 Q#31)
2. Parameterwert mit Gcode logging in eine Datei schreiben
2.) Gcode logging: das praktiziere ich bereits, ist aber nicht so ganz "bequem"
Über Debug kann man sich das im Fenster vorne ausgeben lassen. Z. B. #1234 = 12 + 32 ( debug, #1234 )
es gibt auch noch msg, und print, jenachdem ob es im terminal stehen soll oder vorne erscheinen soll
Der Befehl ist mit schon sehr wohl bekannt. Habe ich im Eröffnungsthread ja geschrieben.....
Nur wenn ich ein CNC Programm ablaufen lasse, Dann verschwindet das untere Fenster (F) und anstelle dem wird das CNC Programm angezeigt.
Wie bleibt dieses Ausgabefenster erhalten (für Statusreports und Fehlermeldungen) während das NC Programm ausgeführt wird?
(siehe Anhang!)
Attachments:
Last edit: 26 Sep 2025 09:09 by Korre.
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.715 seconds