Servo Tune Newbie
- DaOne
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 155
- Thank you received: 6
30 Oct 2013 22:57 #40418
by DaOne
Servo Tune Newbie was created by DaOne
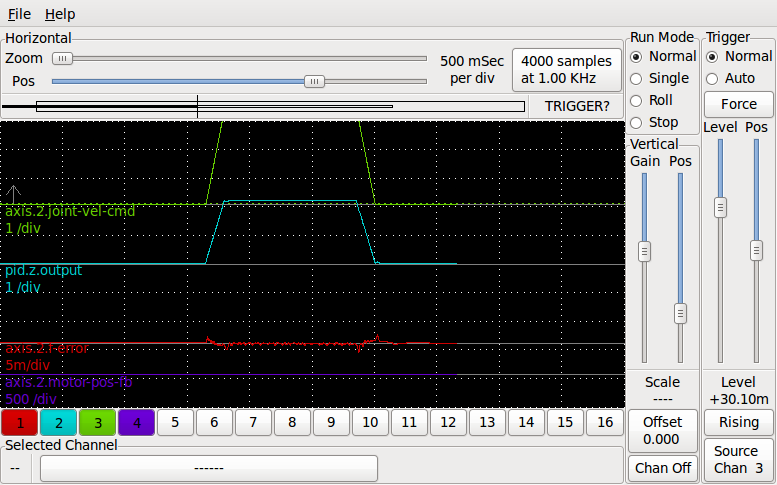
This is my first attempt at tuning a velocity servo loop. I feel it could be better but unsure what direction to take on settings. I mostly followed this tutorial: gnipsel.com/linuxcnc/tuning/servo.html. Are there any other ones to look at? Anyways here are the details...
Drive is an old Fanuc with DC (perm magnet) Gettys motor Model 20
Screw pitch is 10mm
P 40
I 0.065
D 0.001
Bias 0
FF0 0.001
FF1 0.625
FF2 0.0015
Deadband 0.00004
Drive is an old Fanuc with DC (perm magnet) Gettys motor Model 20
Screw pitch is 10mm
P 40
I 0.065
D 0.001
Bias 0
FF0 0.001
FF1 0.625
FF2 0.0015
Deadband 0.00004
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
30 Oct 2013 23:25 #40420
by andypugh
Replied by andypugh on topic Servo Tune Newbie
Is this a metric or an Imperial machine?
Your worst-case following-error looks to be about 1 milli-unit. So that is either 1 micron (really pretty good) or 1 thousandth (less good, but not awful during what would be (in that case) a 200 in/min move.
Your worst-case following-error looks to be about 1 milli-unit. So that is either 1 micron (really pretty good) or 1 thousandth (less good, but not awful during what would be (in that case) a 200 in/min move.
Please Log in or Create an account to join the conversation.
- DaOne
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 155
- Thank you received: 6
30 Oct 2013 23:28 #40421
by DaOne
Replied by DaOne on topic Servo Tune Newbie
It is a imperial machine. Any tips for getting it better?
Please Log in or Create an account to join the conversation.
- DaOne
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 155
- Thank you received: 6
30 Oct 2013 23:33 #40422
by DaOne
Replied by DaOne on topic Servo Tune Newbie
I calculated my encoder resolution at 0.0000393701in for a 10mm pitch screw on a 2500 quadrature encoder. Maybe you can check to see if my math is correct? Should I be using this number as the deadband or up it a little as I did?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
30 Oct 2013 23:38 #40423
by andypugh
0.001" f-error during a rapid isn't horrible. What is the f-error during a cutting-speed move?
Replied by andypugh on topic Servo Tune Newbie
It is a imperial machine. Any tips for getting it better?
0.001" f-error during a rapid isn't horrible. What is the f-error during a cutting-speed move?
Please Log in or Create an account to join the conversation.
- DaOne
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 155
- Thank you received: 6
30 Oct 2013 23:40 #40424
by DaOne
Replied by DaOne on topic Servo Tune Newbie
I will test and report back. Any specific speed you want me to try? Say 20ipm good? Or slower?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
30 Oct 2013 23:40 #40425
by andypugh
I get the same number, assuming it is 2500-slots for 10,000 counts.
Replied by andypugh on topic Servo Tune Newbie
I calculated my encoder resolution at 0.0000393701in for a 10mm pitch screw on a 2500 quadrature encoder. Maybe you can check to see if my math is correct?
I get the same number, assuming it is 2500-slots for 10,000 counts.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
30 Oct 2013 23:43 #40427
by andypugh
I don't know what is typical. I am still re-calibrating away from my mini-mill where 20mm/min was about as much as it could do. I still get nervous when I program a 100mm/min cut (4 in/min)
Maybe a more experienced imperial machinist can suggest a sensible number.
Replied by andypugh on topic Servo Tune Newbie
I will test and report back. Any specific speed you want me to try? Say 20ipm good? Or slower?
I don't know what is typical. I am still re-calibrating away from my mini-mill where 20mm/min was about as much as it could do. I still get nervous when I program a 100mm/min cut (4 in/min)
Maybe a more experienced imperial machinist can suggest a sensible number.
Please Log in or Create an account to join the conversation.
- DaOne
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 155
- Thank you received: 6
30 Oct 2013 23:46 #40428
by DaOne
Yes that's correct 10,000 counts. Thank you for checking my math.") Should I use that as my deadband number? Also I noticed that before I adjusted the "I" value all of my moves were exactly 1 thousandth off in the positive direction. putting in some "I" helped with that problem.
Should I use that as my deadband number? Also I noticed that before I adjusted the "I" value all of my moves were exactly 1 thousandth off in the positive direction. putting in some "I" helped with that problem.
Replied by DaOne on topic Servo Tune Newbie
I calculated my encoder resolution at 0.0000393701in for a 10mm pitch screw on a 2500 quadrature encoder. Maybe you can check to see if my math is correct?
I get the same number, assuming it is 2500-slots for 10,000 counts.
Yes that's correct 10,000 counts. Thank you for checking my math.
Should I use that as my deadband number? Also I noticed that before I adjusted the "I" value all of my moves were exactly 1 thousandth off in the positive direction. putting in some "I" helped with that problem. Please Log in or Create an account to join the conversation.
- DaOne
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 155
- Thank you received: 6
30 Oct 2013 23:48 #40429
by DaOne
I will post the scope screens with a few different cut speeds then for you to look at. Heading over to the shop now.
Replied by DaOne on topic Servo Tune Newbie
I will test and report back. Any specific speed you want me to try? Say 20ipm good? Or slower?
I don't know what is typical. I am still re-calibrating away from my mini-mill where 20mm/min was about as much as it could do. I still get nervous when I program a 100mm/min cut (4 in/min)
Maybe a more experienced imperial machinist can suggest a sensible number.
I will post the scope screens with a few different cut speeds then for you to look at. Heading over to the shop now.
Please Log in or Create an account to join the conversation.
Time to create page: 0.323 seconds