LInuxCNC with Nema34's, DM860A and BF20 Mill
- speedracer
- Offline
- New Member
-

- Posts: 5
- Thank you received: 0
I have a Optimum BF20L mill that I converted to CNC with the help of LInuxCNC. But one thing Im struggling with is getting the accuracy on movement. at the moment, I have it within about 0.5mm of where it supposed to be.
My setup is using...
- C7 16mm 5mm Ballscrews
- Long motor Nema 34's
- DM860A Drivers and a DB25 breakout board
I'm guessing its in the axis configuration as I have it set to 82000 steps per rev, velocity 90, acceleration 120.. everything else is set to default.
It seems like a fairly common setup so I'm hoping one of you may have some settings they would care to share please?
Also, I havent used linux for quite some time and Im very surprised at the ease of setting this up.. its much easier than mach3 and I wonder why anyone bothers with mach3 now..
I think this has converted me to look into running linux on my main desktop as well, or at least giving it a crack
")
Please Log in or Create an account to join the conversation.
- Rick G
-

- Offline
- Junior Member
-

- Posts: 27
- Thank you received: 155
If so you can review the info here on setting up the axis...
www.linuxcnc.org/docs/html/config/stepco...axis_configuration_a
Scale is what you want to adjust.
To check the Scale I like to use as long a move as possible so I move the axis as far negative as it will go, then make a short positive move (to take out any backlash), set that as zero then make as long a move as possible positive and measure the results.
If off calculate the difference and adjust the Scale.
I do this at relatively slow speed and acceleration so as not to worry about missing steps.
Rick G
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
- Posts: 24
- Thank you received: 758
Nema 34s will give more torque, but not greater speed.
I'm guessing its in the axis configuration as I have it set to 82000 steps per rev, velocity 90, acceleration 120.. everything else is set to default.
82000 steps per 5mm! That is a scale of 16400 per 1mm.
My mill is set to 400 on X and Y.
Mine could be 800 quite happily with higher micro-stepping, but still you can see the difference.
My recommendation would be to reduce velocity to 30 (90 is way too high, you don't expect a mill that size to be doing 5.4 metres per minute)
and reduce micro-stepping to max x8 ( depending upon gearing, if that is low, then maybe max of x4), so that the scale comes out around 600 to 800 pulses per mm
We don't know what your base period setting is, but I would expect you are seeing inaccuracies because you are generating so many steps to get anywhere, you are losing steps and thus position.
There is no gain to resolution beyond 0.005mm, you cannot machine to accuracy below 5 microns on normal machines.
regards
Please Log in or Create an account to join the conversation.
- speedracer
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
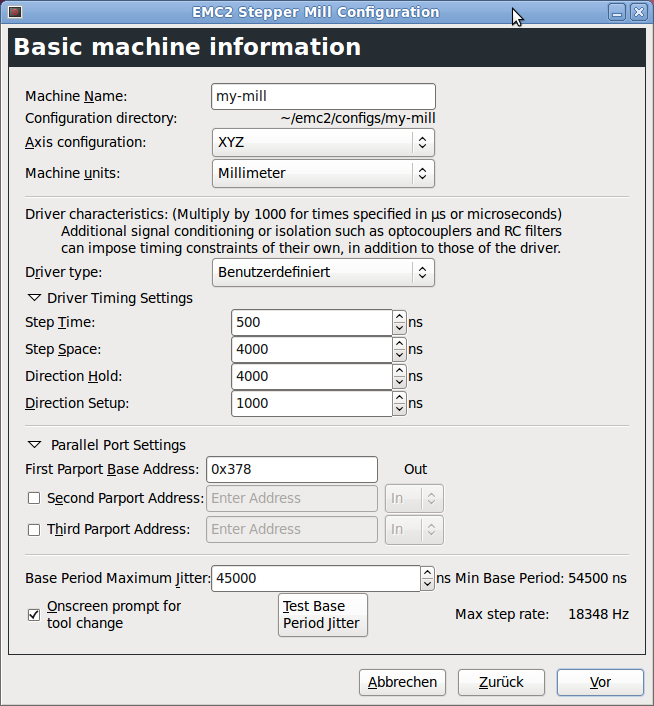
You did not state how you came up with your configuration, Did you use Stepconf?
If so you can review the info here on setting up the axis...
www.linuxcnc.org/docs/html/config/stepco...axis_configuration_a
Scale is what you want to adjust.
To check the Scale I like to use as long a move as possible so I move the axis as far negative as it will go, then make a short positive move (to take out any backlash), set that as zero then make as long a move as possible positive and measure the results.
If off calculate the difference and adjust the Scale.
I do this at relatively slow speed and acceleration so as not to worry about missing steps.
Rick G
Yeah I used the stepconf, but from what I have seen you can do it in either the stepconf or ini file. Ill have a look at the config doco.. I got some specs from the manufacturer but they were just screenshots from mach3. (Below)
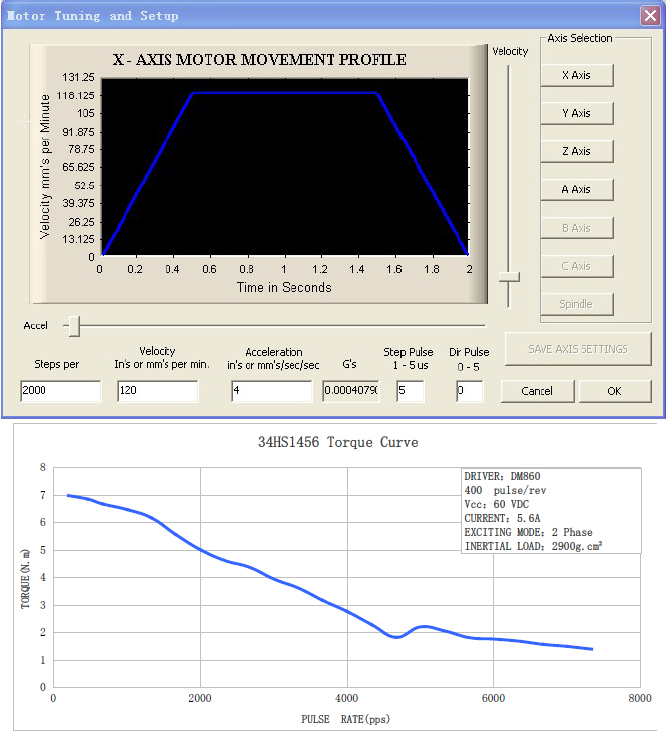
I tried to follow the config but when I entered 2000 steps and tried the jog for +-5mm, it moved about 0.5mm.. so I kept upping the steps until it got close to 5mm.
I left the microstepping at 2,
leadscrew I went with 5mm rev / mm
velocity 90
acceleration 120 (as it handled it well)
From what I can tell of the spec I have, it doesnt mention anything about microstepping.
I left the machine settings as default. I tried to use the Mill configuration given by the manufacturer (Below) which threw the jogging way out of whack. (5mm = greater than the movement of the table)
Is there something I need to calculate out of these settings for microstepping? or Thanks for your help so far guys
Please Log in or Create an account to join the conversation.
- speedracer
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
I have a mill the same size, I use Nema 23s, with a gas strut and gearing on Z to overcome the weight of the head.
Nema 34s will give more torque, but not greater speed.
I'm guessing its in the axis configuration as I have it set to 82000 steps per rev, velocity 90, acceleration 120.. everything else is set to default.
82000 steps per 5mm! That is a scale of 16400 per 1mm.
My mill is set to 400 on X and Y.
Mine could be 800 quite happily with higher micro-stepping, but still you can see the difference.
My recommendation would be to reduce velocity to 30 (90 is way too high, you don't expect a mill that size to be doing 5.4 metres per minute)
and reduce micro-stepping to max x8 ( depending upon gearing, if that is low, then maybe max of x4), so that the scale comes out around 600 to 800 pulses per mm
We don't know what your base period setting is, but I would expect you are seeing inaccuracies because you are generating so many steps to get anywhere, you are losing steps and thus position.
There is no gain to resolution beyond 0.005mm, you cannot machine to accuracy below 5 microns on normal machines.
regards
Thanks mate. with the nema 23's are you using a pulley/gear reduction setup? I have them directly coupled to the ballscrews to reduce backlash and its what was suggested by the guy I bought the ballscrews and mounts off. (cncconversionkits on ebay.)
I think its because of the microstepping that I have had to increase the steps per rev. So given what you were saying, if i put in 800 pule per rev, 8 microsteps, it shoudl be a little closer to accurate?
Cheers,
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
- Posts: 24
- Thank you received: 758
Thanks mate. with the nema 23's are you using a pulley/gear reduction setup?
The X and Y axes are direct coupled and the Z is belt driven via gearing, because of the weight of the head, even with the gas strut to balance it out.
I think its because of the microstepping that I have had to increase the steps per rev. So given what you were saying, if i put in 800 pule per rev, 8 microsteps, it shoudl be a little closer to accurate?
You need to do the calculations properly.
Motors have 200 steps per rev, the axis moves 5mm per rev, so it takes 40 steps to move 1mm.
I think those drivers have settings for 10x micro stepping, choose that and it will give you 400 steps per mm, a scale of 400.
That will take you to a resolution of 0.0025mm per step, more than enough.
If you were using 2:1 gearing, that would give a scale of 800, that is where that figure came from.
I have them directly coupled to the ballscrews to reduce backlash and its what was suggested by the guy I bought the ballscrews and mounts off. (cncconversionkits on ebay.)
If the gears are fixed and mounted properly, there is no danger of backlash unless there is something wrong with the ballscrews, but nema 34s will be able to direct couple easily.
Don't change scale to try and correct your movement.
Check your ballscrew pitch, set the driver microstepping, calculate your scale and put that figure in your ini file.
Set your velocity and acceleration to modest levels and do the tests Rick gave.
regards
Please Log in or Create an account to join the conversation.
- speedracer
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
So what I did was tuned the microstepping until I got to 25.. then tuned the steps to 2050. which gave a near perfect result. +-0.01mm (10 microns) which is good enough I think.
")
The calculations with the default DM860A drivers just did not compute. But it works now and with decent accuracy and repeatability. So I'm happy with it.
I also chucked up a video of the setup for anyone who is looking for the setup.
Please Log in or Create an account to join the conversation.