Lathe thread cutting issues at specific RPM
- bjames28
- Offline
- Senior Member
-

Less
More
- Posts: 77
- Thank you received: 0
21 Aug 2015 02:38 #61603
by bjames28
Replied by bjames28 on topic Lathe thread cutting issues at specific RPM
In this video you can observe the overshooting (velocity skips over 900) at the thread start.
Threading video
Threading video
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 19074
- Thank you received: 5263
21 Aug 2015 04:30 #61606
by PCW
Replied by PCW on topic Lathe thread cutting issues at specific RPM
Sure looks like a commanded position issue
so something in linuxcnc or gcode not hardware
so something in linuxcnc or gcode not hardware
Please Log in or Create an account to join the conversation.
- bjames28
- Offline
- Senior Member
-
Less
More
- Posts: 77
- Thank you received: 0
22 Aug 2015 17:23 #61644
by bjames28
Replied by bjames28 on topic Lathe thread cutting issues at specific RPM
Hi,
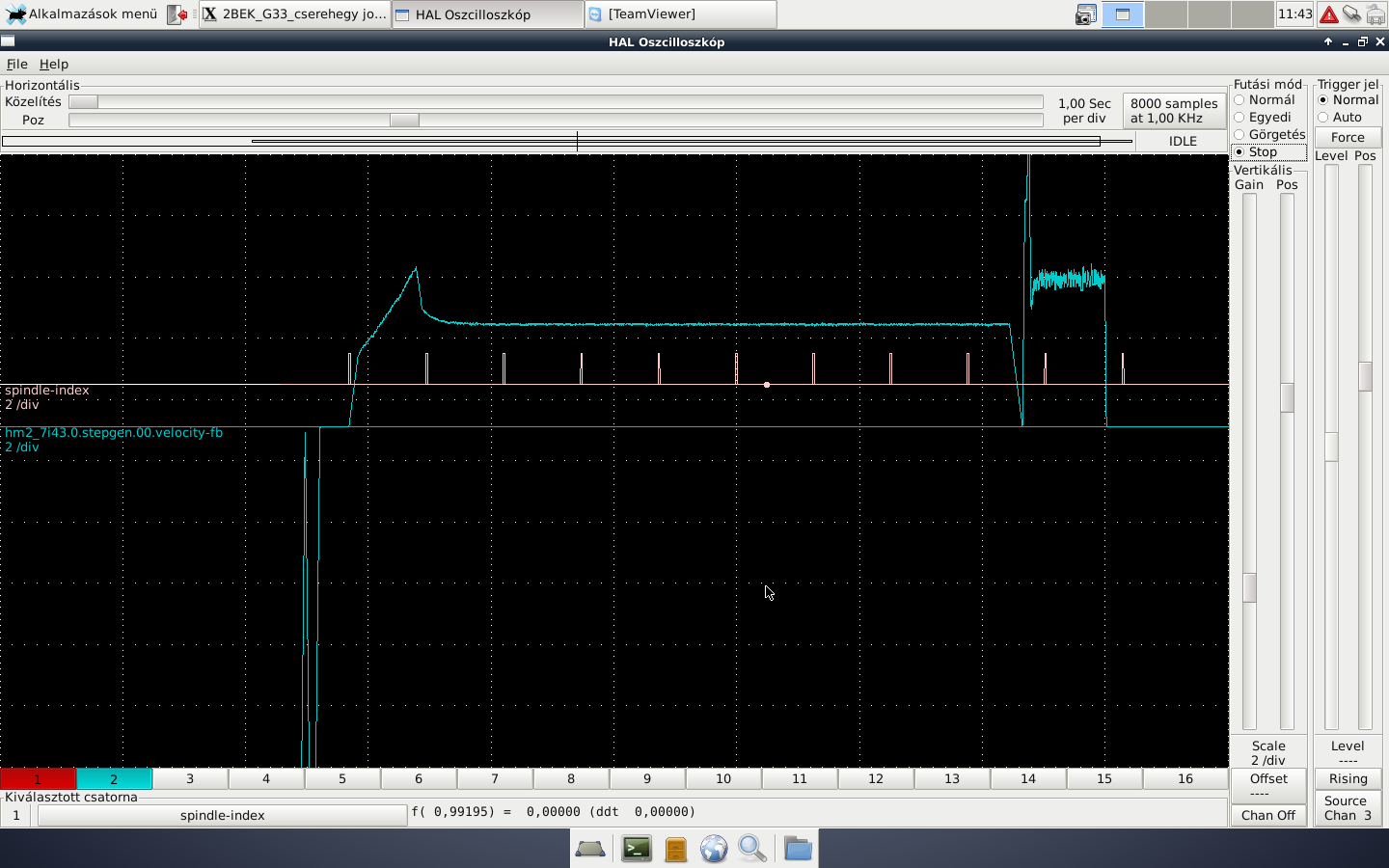
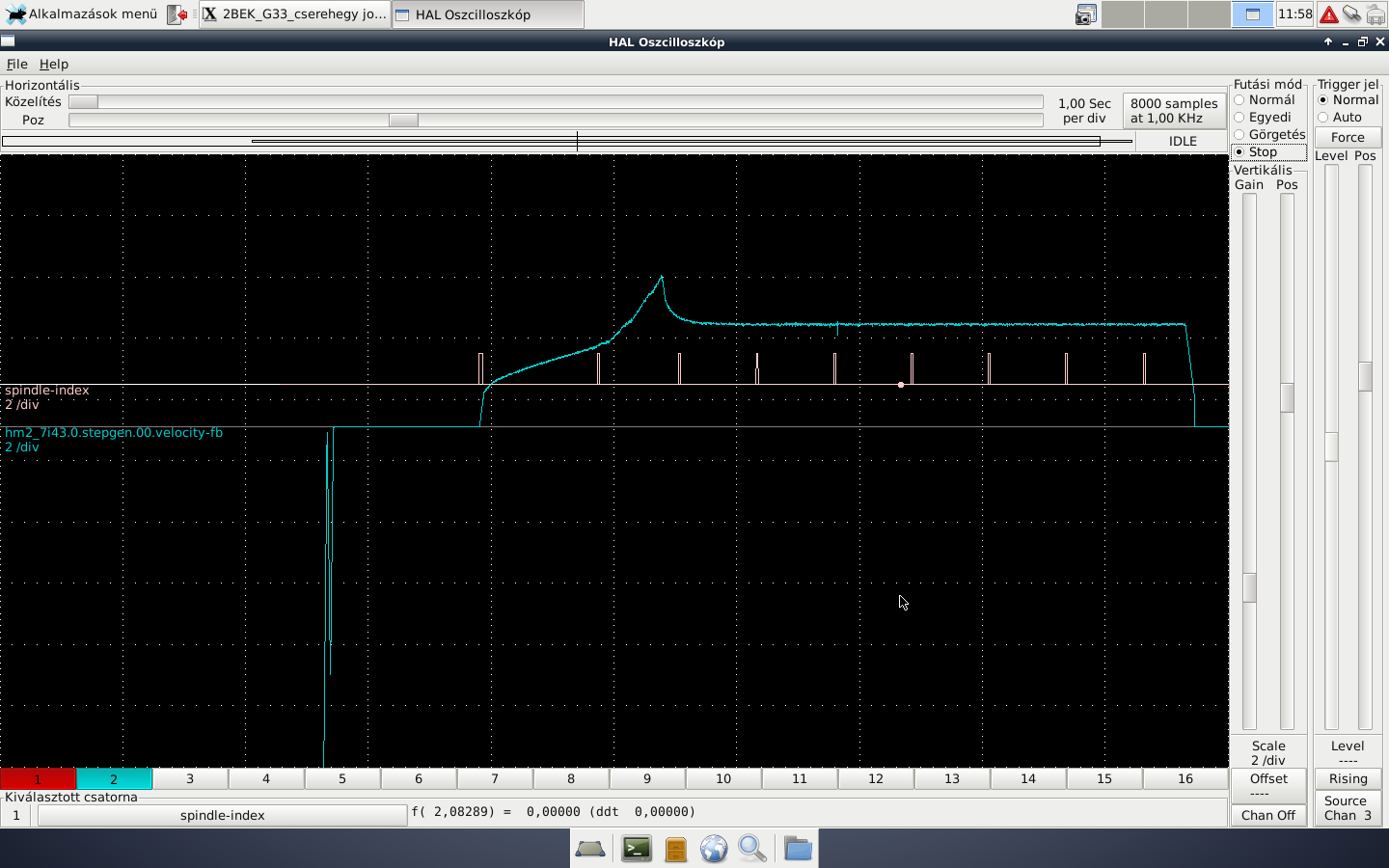
I made some HAL scope screenshots.
The first one was taken during the normal threading cycle.
The second one is with spindle full stopped between each passes.
You can seen the velocity overshot on Z axis.
Unfortunately I couldn't find any signal of acceleration of Z axis to include.
I made some HAL scope screenshots.
The first one was taken during the normal threading cycle.
The second one is with spindle full stopped between each passes.
You can seen the velocity overshot on Z axis.
Unfortunately I couldn't find any signal of acceleration of Z axis to include.
Please Log in or Create an account to join the conversation.
- cncbasher
- Offline
- Moderator
-
Less
More
- Posts: 1744
- Thank you received: 288
22 Aug 2015 18:28 #61646
by cncbasher
Replied by cncbasher on topic Lathe thread cutting issues at specific RPM
looks to me as the axis needs tuning , chances are your running the axis faster than the actual motor can accomplish .
reduce your settings in the ini , alternatlvely you could increase the supplied voltage and current from your power supply
can you give rating of psu used .
reduce your settings in the ini , alternatlvely you could increase the supplied voltage and current from your power supply
can you give rating of psu used .
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 19074
- Thank you received: 5263
22 Aug 2015 21:25 - 22 Aug 2015 21:51 #61650
by PCW
Replied by PCW on topic Lathe thread cutting issues at specific RPM
I dont think this is related to the 7I43 or stepper motion at all
(other than perhaps max acceleration and velocity settings)
If you have reasonable ferror limits set and you dont get following errors,
then the Z motion is exactly what linuxcnc's motion module commanded.
That is, nothing the the stepgen or Z driver/mechanics does affects the commanded Z position
and the fact that there are no following errors means that your overshoot was commanded
by the motion module, so thats why it looks like something funny in motion or the
G code thats causing this problem.
EDIT
Do you have an issue with non tapered threads?
The fact that spring passes went wrong suggest trouble at X close to 0
(other than perhaps max acceleration and velocity settings)
If you have reasonable ferror limits set and you dont get following errors,
then the Z motion is exactly what linuxcnc's motion module commanded.
That is, nothing the the stepgen or Z driver/mechanics does affects the commanded Z position
and the fact that there are no following errors means that your overshoot was commanded
by the motion module, so thats why it looks like something funny in motion or the
G code thats causing this problem.
EDIT
Do you have an issue with non tapered threads?
The fact that spring passes went wrong suggest trouble at X close to 0
Last edit: 22 Aug 2015 21:51 by PCW.
Please Log in or Create an account to join the conversation.
Time to create page: 0.127 seconds