Homing issue with new Rong Fu mill cnc conversion
- pharmerphil
- Offline
- New Member
-

Less
More
- Posts: 7
- Thank you received: 2
06 Sep 2019 23:34 #144434
by pharmerphil
Homing issue with new Rong Fu mill cnc conversion was created by pharmerphil
Hello, I’m new to the forum and new to CNC things. I am doing a CNC conversion on a Rong Fu style round column mill drill machine and having a number of problems with the LinuxCNC setup – most probably due to my lack of understanding. Please forgive me if I ask naive questions.
First problem/question.
For this question you have to visualise that you are standing in front of the milling machine. In the Stepconf X axis test, when I press the left arrow jog button <--- should the table move from right to left? The reason I ask is because in this scenario the cutting tool held in the Z axis spindle will be moving towards the right of the table/workpiece. I have it in my mind that the X axis 0 (zero) position is on the left hand end of the table for this type of machine. Most discussions and videos I have seen about this use examples of machines that move the spindle – not moving the table under the spindle.
Second problem
is with homing the X axis. At this stage the only stepper motor I have coupled to the ballscrew is the X axis. That way if things go wrong I will only damage 1 axis at a time .
I have started Axis and selected Home X axis. The problem is that after detecting the home/limit switch it backs off (as expected) and then tries to move past the limit switch. This produces a message ‘joint 0 on limit switch error’.
I have made a brief video of it, but don’t know how to upload to this forum – Video is here.
I have simplified the Stepconf config as much as I can help me understand how it all works.
My Stepconf config has:
Parallel port input pin 13 ‘Both limits and home X axis’
Axis X =
Home Location 1.0 (mm)
Table travel 0.0 to 304 (mm)
Home switch location 0.0
Home search velocity 5.0 mm/sec (I had it faster but then set this slower so I can observe what it is doing)
Home latch direction ‘Same’
I have attached the .ini file
I am not sure if it is relevant, but I have used one proximity switch on the X axis set up to do both limits. You can see it in the video. It is a Normally Open switch that is closed when the table is within limits. If it goes to either end limit the switch opens. I figure this design means I only have to mount 1 switch and wire, and if I get a broken wire then LinuxCNC will detect a limit switch error and stop. LinuxCNC is detecting the limit switch when I manually trigger it.
Thanks in advance for any advice.
First problem/question.
For this question you have to visualise that you are standing in front of the milling machine. In the Stepconf X axis test, when I press the left arrow jog button <--- should the table move from right to left? The reason I ask is because in this scenario the cutting tool held in the Z axis spindle will be moving towards the right of the table/workpiece. I have it in my mind that the X axis 0 (zero) position is on the left hand end of the table for this type of machine. Most discussions and videos I have seen about this use examples of machines that move the spindle – not moving the table under the spindle.
Second problem
is with homing the X axis. At this stage the only stepper motor I have coupled to the ballscrew is the X axis. That way if things go wrong I will only damage 1 axis at a time .
I have started Axis and selected Home X axis. The problem is that after detecting the home/limit switch it backs off (as expected) and then tries to move past the limit switch. This produces a message ‘joint 0 on limit switch error’.
I have made a brief video of it, but don’t know how to upload to this forum – Video is here.
I have simplified the Stepconf config as much as I can help me understand how it all works.
My Stepconf config has:
Parallel port input pin 13 ‘Both limits and home X axis’
Axis X =
Home Location 1.0 (mm)
Table travel 0.0 to 304 (mm)
Home switch location 0.0
Home search velocity 5.0 mm/sec (I had it faster but then set this slower so I can observe what it is doing)
Home latch direction ‘Same’
I have attached the .ini file
I am not sure if it is relevant, but I have used one proximity switch on the X axis set up to do both limits. You can see it in the video. It is a Normally Open switch that is closed when the table is within limits. If it goes to either end limit the switch opens. I figure this design means I only have to mount 1 switch and wire, and if I get a broken wire then LinuxCNC will detect a limit switch error and stop. LinuxCNC is detecting the limit switch when I manually trigger it.
Thanks in advance for any advice.
Please Log in or Create an account to join the conversation.
- Leon82
- Offline
- Platinum Member
-

Less
More
- Posts: 592
- Thank you received: 79
06 Sep 2019 23:36 - 06 Sep 2019 23:54 #144435
by Leon82
Replied by Leon82 on topic Homing issue with new Rong Fu mill cnc conversion
I used home offset to jump off the switch after it homes. I am using a home/limit setup.
Depending on the switch you can use .5 to1mm offset
It should trip the switch at search velocity, jump off and go back at latch velocity to establish home position. A home offset will jump off the switch again and you won't have the tripped signal to cause the alarm
If the axis is moving in the wrong direction you can invert the step signal.
I'm my machine and the one I work on x+ moves the table to the left. Now in Linux cnc in axis and gmocappy I have noticed the buttons are opposite of the machines at work(matsuura ECT) I believe they are relative to the spindle. So I switched mine because my muscle memory is stuck from 20 years of machining
Depending on the switch you can use .5 to1mm offset
It should trip the switch at search velocity, jump off and go back at latch velocity to establish home position. A home offset will jump off the switch again and you won't have the tripped signal to cause the alarm
If the axis is moving in the wrong direction you can invert the step signal.
I'm my machine and the one I work on x+ moves the table to the left. Now in Linux cnc in axis and gmocappy I have noticed the buttons are opposite of the machines at work(matsuura ECT) I believe they are relative to the spindle. So I switched mine because my muscle memory is stuck from 20 years of machining
Last edit: 06 Sep 2019 23:54 by Leon82.
Please Log in or Create an account to join the conversation.
- pharmerphil
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 2
07 Sep 2019 05:10 #144451
by pharmerphil
Replied by pharmerphil on topic Homing issue with new Rong Fu mill cnc conversion
Thanks Leon82.
I edited the .ini file and set HOME_OFFSET = 1.000000
It still did the same thing when homing so that didn't fix it.i.e. it still stopped where the limit switch is tripped.
Re whether the axis is moving in the correct direction - I can change it either by inverting the signal via the stepconfig tick box, or a switch on the stepper driver.
My question is when i use the jog <-- button which is the correct way for the table to move on a Rong Fu style round column mill?
Thanks
I edited the .ini file and set HOME_OFFSET = 1.000000
It still did the same thing when homing so that didn't fix it.i.e. it still stopped where the limit switch is tripped.
Re whether the axis is moving in the correct direction - I can change it either by inverting the signal via the stepconfig tick box, or a switch on the stepper driver.
My question is when i use the jog <-- button which is the correct way for the table to move on a Rong Fu style round column mill?
Thanks
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
07 Sep 2019 06:17 - 07 Sep 2019 06:25 #144453
by pl7i92
Replied by pl7i92 on topic Homing issue with new Rong Fu mill cnc conversion
hi
first this is not a good hardware as it debounces
you shoudt go with inductive 6-32V via a Relay direct to the Steel X
then homing Sequence
HOME = 5.0 # the Position the Axis ends after Homing
HOME_OFFSET = 0.000000 #the Position that showes in DRO G53 HomeTrigger location
HOME_SEARCH_VEL = -5.000000 #travel speed first trigger
HOME_LATCH_VEL = -3.000000 #travel speed second trigger
HOME_FINAL_VEL = 5 #Speed from Homeoffset to HOME
HOME_SEQUENCE = 1 #Number of Home Sequence 0=First usaly Z 1=X 2=Y ... -1=none of your choice

first this is not a good hardware as it debounces
you shoudt go with inductive 6-32V via a Relay direct to the Steel X
then homing Sequence
HOME = 5.0 # the Position the Axis ends after Homing
HOME_OFFSET = 0.000000 #the Position that showes in DRO G53 HomeTrigger location
HOME_SEARCH_VEL = -5.000000 #travel speed first trigger
HOME_LATCH_VEL = -3.000000 #travel speed second trigger
HOME_FINAL_VEL = 5 #Speed from Homeoffset to HOME
HOME_SEQUENCE = 1 #Number of Home Sequence 0=First usaly Z 1=X 2=Y ... -1=none of your choice
Attachments:
Last edit: 07 Sep 2019 06:25 by pl7i92. Reason: image
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-
Less
More
- Posts: 1317
- Thank you received: 453
07 Sep 2019 06:19 - 07 Sep 2019 06:44 #144454
by Hakan
Replied by Hakan on topic Homing issue with new Rong Fu mill cnc conversion
Can it be that your X-axis direction is inversed? Only then your value for HOME_SEARCH_VEL make sense.
It is always how the tooltip moves. So if the table moves in - direction, the tool moves in +.
You have to mentally transform the movements so the table is fixed and you see how the tooltip moves.
It is always how the tooltip moves. So if the table moves in - direction, the tool moves in +.
You have to mentally transform the movements so the table is fixed and you see how the tooltip moves.
Last edit: 07 Sep 2019 06:44 by Hakan.
Please Log in or Create an account to join the conversation.
- pharmerphil
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 2
07 Sep 2019 07:38 #144460
by pharmerphil
Replied by pharmerphil on topic Homing issue with new Rong Fu mill cnc conversion
Thanks Hakan - that clarifies the first question for me, and you are correct that I had the X axis moving in the wrong direction. Tomorrow I will reset it and try again.
Please Log in or Create an account to join the conversation.
- pharmerphil
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 2
07 Sep 2019 07:45 #144462
by pharmerphil
Replied by pharmerphil on topic Homing issue with new Rong Fu mill cnc conversion
Thanks pl7i92. Can you please clarify what you mean by 'debounces'.
Also, regarding the different switch setup you suggested, is there any reason why you say to use a relay? The blue switch I am using (visible in the video) is a 6-32v inductive sensor and I have it running on 12v with the switched output connected directly to the breakout board.It seems to work ok as LinuxCNC can definitely 'see' the switch opening and closing.
Also, regarding the different switch setup you suggested, is there any reason why you say to use a relay? The blue switch I am using (visible in the video) is a 6-32v inductive sensor and I have it running on 12v with the switched output connected directly to the breakout board.It seems to work ok as LinuxCNC can definitely 'see' the switch opening and closing.
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
07 Sep 2019 15:05 #144479
by pl7i92
Replied by pl7i92 on topic Homing issue with new Rong Fu mill cnc conversion
this switches you use arent safe on pos as they use mechanic triggers so it may trigger within the 1000reds per second more then one as it can be on or off at the mechanical trigger bounce
THE Relay sayinfg you can use 12V to the switch Back Relay A1/A2 and got internal only the BOB loop on the COM/NC
Where A1 is 12V and A2 goes to all switches LJ12A3-4-Z/BX
look PDF K4
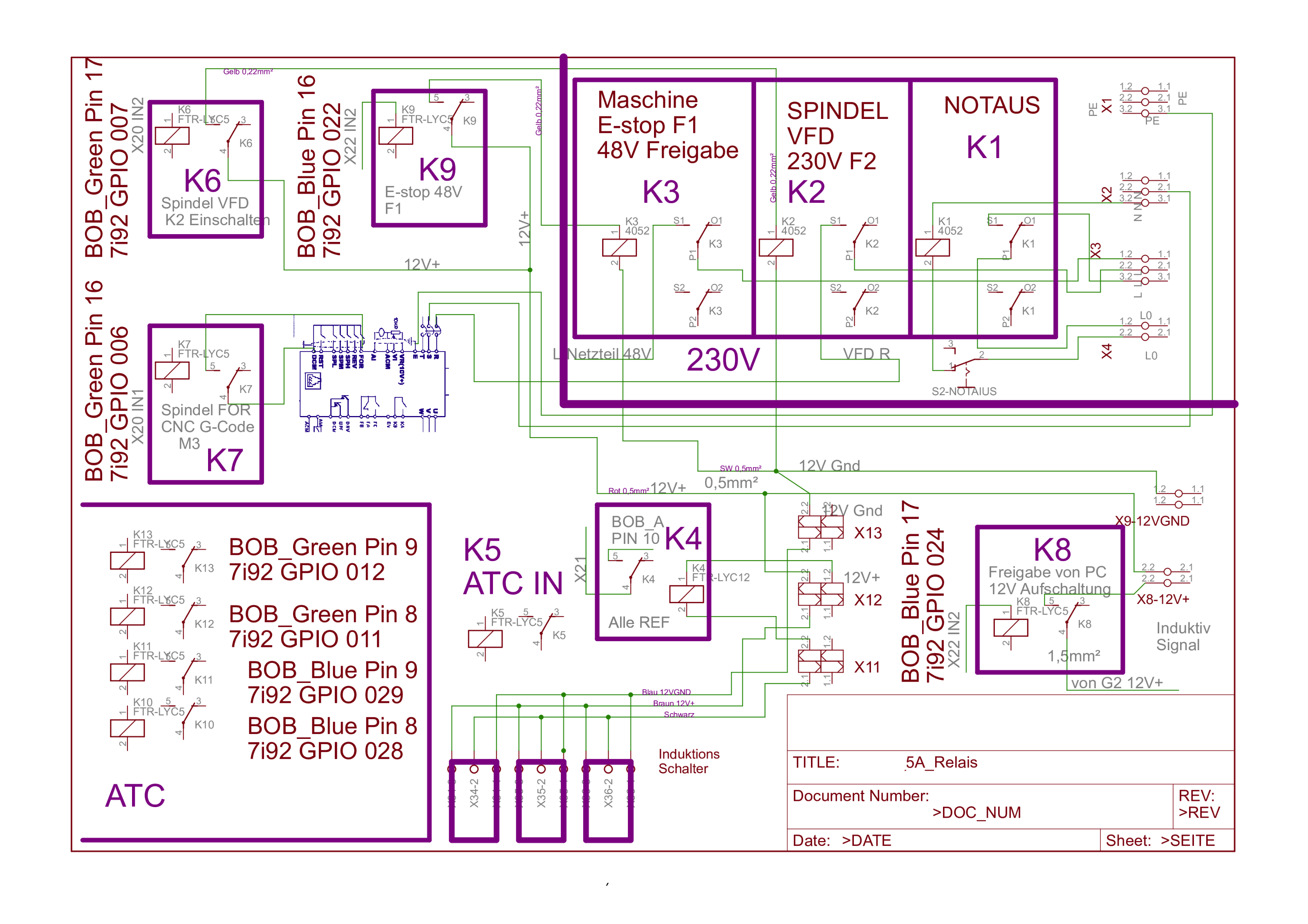
THE Relay sayinfg you can use 12V to the switch Back Relay A1/A2 and got internal only the BOB loop on the COM/NC
Where A1 is 12V and A2 goes to all switches LJ12A3-4-Z/BX
look PDF K4
Attachments:
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
07 Sep 2019 15:32 - 07 Sep 2019 15:34 #144483
by Mike_Eitel
Replied by Mike_Eitel on topic Homing issue with new Rong Fu mill cnc conversion
After first reaching home switch ( fast) you should make the second (slower = more precise) approach with less speed.
I would propose to read:
linuxcnc.org/docs/devel/html/config/ini-homing.html (MASTER 2.9)
[AXIS_0]
TYPE = LINEAR
HOME = 1.0. ........... Why I see here a point after the 0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 375.0
SCALE = 40.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 304.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 5.000000
HOME_LATCH_VEL = 5.000000 ........... here take less fx 0.5
HOME_IGNORE_LIMITS = YES
HOME_SEQUENCE = 1
Mike
P. S. Added multiple point......... for better reading
I would propose to read:
linuxcnc.org/docs/devel/html/config/ini-homing.html (MASTER 2.9)
[AXIS_0]
TYPE = LINEAR
HOME = 1.0. ........... Why I see here a point after the 0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 375.0
SCALE = 40.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 304.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 5.000000
HOME_LATCH_VEL = 5.000000 ........... here take less fx 0.5
HOME_IGNORE_LIMITS = YES
HOME_SEQUENCE = 1
Mike
P. S. Added multiple point......... for better reading
Last edit: 07 Sep 2019 15:34 by Mike_Eitel.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
11 Sep 2019 00:45 #144764
by andypugh
No. Left should move the tool left relative to the work. So that's table-right.
Replied by andypugh on topic Homing issue with new Rong Fu mill cnc conversion
For this question you have to visualise that you are standing in front of the milling machine. In the Stepconf X axis test, when I press the left arrow jog button <--- should the table move from right to left?
No. Left should move the tool left relative to the work. So that's table-right.
Please Log in or Create an account to join the conversation.
Time to create page: 0.189 seconds