Homing A axis (I have a sensor for it)
- JetForMe
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 310
- Thank you received: 27
15 Oct 2020 08:35 #186166
by JetForMe
Homing A axis (I have a sensor for it) was created by JetForMe
I can't seem to find info on how to configure my 4th axis to support homing. I have a sensor for it, but it's not clear how to configure linuxcnc so that I can do an homing operation (the 4th axis isn't always installed), and also not trip just because the index went by the sensor.
What's the config to achieve this?
What's the config to achieve this?
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4766
- Thank you received: 2138
15 Oct 2020 11:30 - 15 Oct 2020 11:48 #186184
by Aciera
Replied by Aciera on topic Homing A axis (I have a sensor for it)
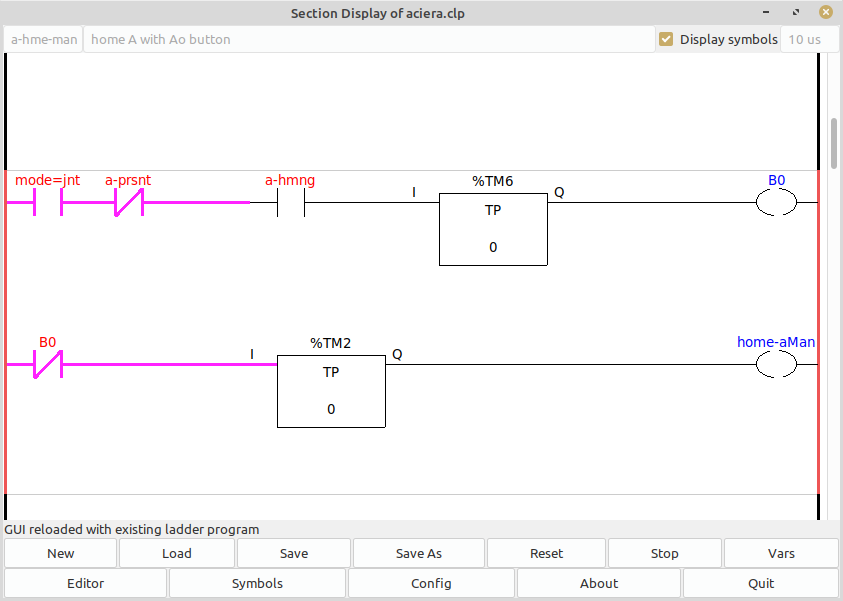
I also have a detachable 4th axis. To manage homing correctly I have a hal-signal that defines whether the 4th axis is present or not. If it is present then it homes normally as setup in the ini if it is not present then I generate a homing pulse in classicladder to home the axis as soon as it starts the homing process.
Attachments:
Last edit: 15 Oct 2020 11:48 by Aciera.
The following user(s) said Thank You: JetForMe
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1052
- Thank you received: 183
15 Oct 2020 16:05 #186218
by Mike_Eitel
Replied by Mike_Eitel on topic Homing A axis (I have a sensor for it)
I can switch ON a fourth axis, normaly not plugged in. So homing is normaly set to no=0. In csse i use this axis i simply press homing-a in gmoccapy ")
Or you twi different projects.
Or you twi different projects.
Please Log in or Create an account to join the conversation.
- JetForMe
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 310
- Thank you received: 27
16 Oct 2020 05:32 - 16 Oct 2020 05:33 #186248
by JetForMe
Replied by JetForMe on topic Homing A axis (I have a sensor for it)
To answer my own question: it seems it works as desired to simply configure homing, and to specify only a home switch input on the joint:
As to avoiding the need to home when the axis is not present, I'll have to do something like what Aciera suggested, although I really don't want to.
HOME = -1.7
HOME_SEARCH_VEL = 180
HOME_LATCH_VEL = -18
HOME_SEQUENCE = 0
HOME_USE_INDEX = 0
...
net max-limit-home-joint-4 joint.4.home-sw-in <= hm2_7i76e.0.7i76.0.0.input-15-notAs to avoiding the need to home when the axis is not present, I'll have to do something like what Aciera suggested, although I really don't want to.
Last edit: 16 Oct 2020 05:33 by JetForMe.
Please Log in or Create an account to join the conversation.
- JetForMe
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 310
- Thank you received: 27
03 Mar 2021 10:54 #200883
by JetForMe
Replied by JetForMe on topic Homing A axis (I have a sensor for it)
Update: I was wrong. I wish there was a way to tell LinuxCNC to ignore an axis for homing at run time (e.g. via user interface, or some signal the hardware can detect).
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
03 Mar 2021 11:14 #200887
by Mike_Eitel
Replied by Mike_Eitel on topic Homing A axis (I have a sensor for it)
Or think the other way round...
This axis will never be homed automatically.. =0
Use a special button to home when you want nevertheless.
Gmoccapy can do so.
Mike
This axis will never be homed automatically.. =0
Use a special button to home when you want nevertheless.
Gmoccapy can do so.
Mike
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
03 Mar 2021 11:23 #200890
by phillc54
Replied by phillc54 on topic Homing A axis (I have a sensor for it)
If you omit HOME_SEQUENCE the joint won't be homed via home all.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
03 Mar 2021 23:54 #200961
by andypugh
Replied by andypugh on topic Homing A axis (I have a sensor for it)
My A-axis is not in my home sequence.
And my A axis is not always fitted.
I don't actually see that much is gained by homing the A axis, as the workholding that fits it all allows the work to be mounted at any angle.
I suppose if you are in the habit of turning the machine off with part-finished work in the rotary axis then there might be some point.
And my A axis is not always fitted.
I don't actually see that much is gained by homing the A axis, as the workholding that fits it all allows the work to be mounted at any angle.
I suppose if you are in the habit of turning the machine off with part-finished work in the rotary axis then there might be some point.
Please Log in or Create an account to join the conversation.
Time to create page: 0.110 seconds