Laser machine tool zero configuration
- wang
- Offline
- Premium Member
-

Less
More
- Posts: 85
- Thank you received: 0
04 Sep 2021 02:58 #219570
by wang
Laser machine tool zero configuration was created by wang
hi
Hello everyone
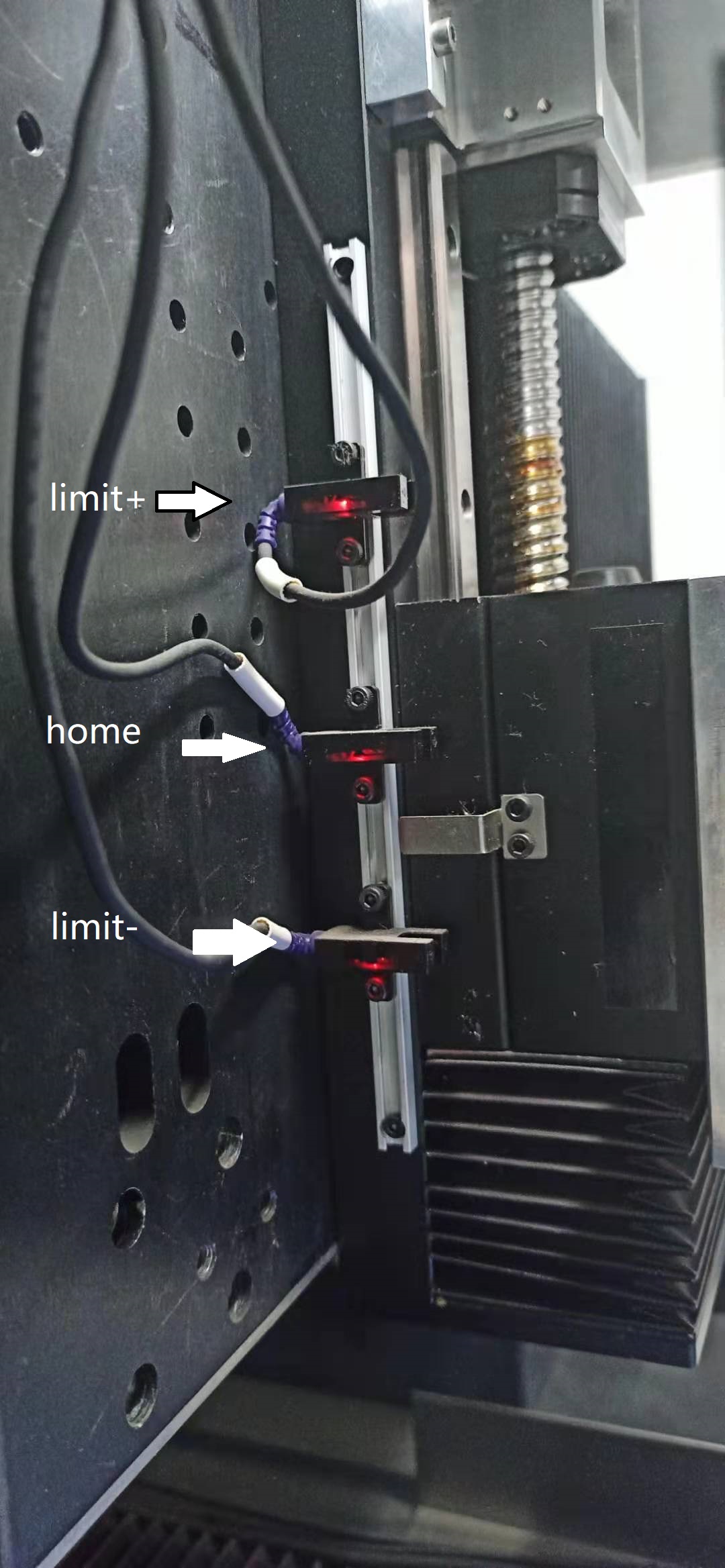
My machine tool's zero return method is like this, as shown in the figure below
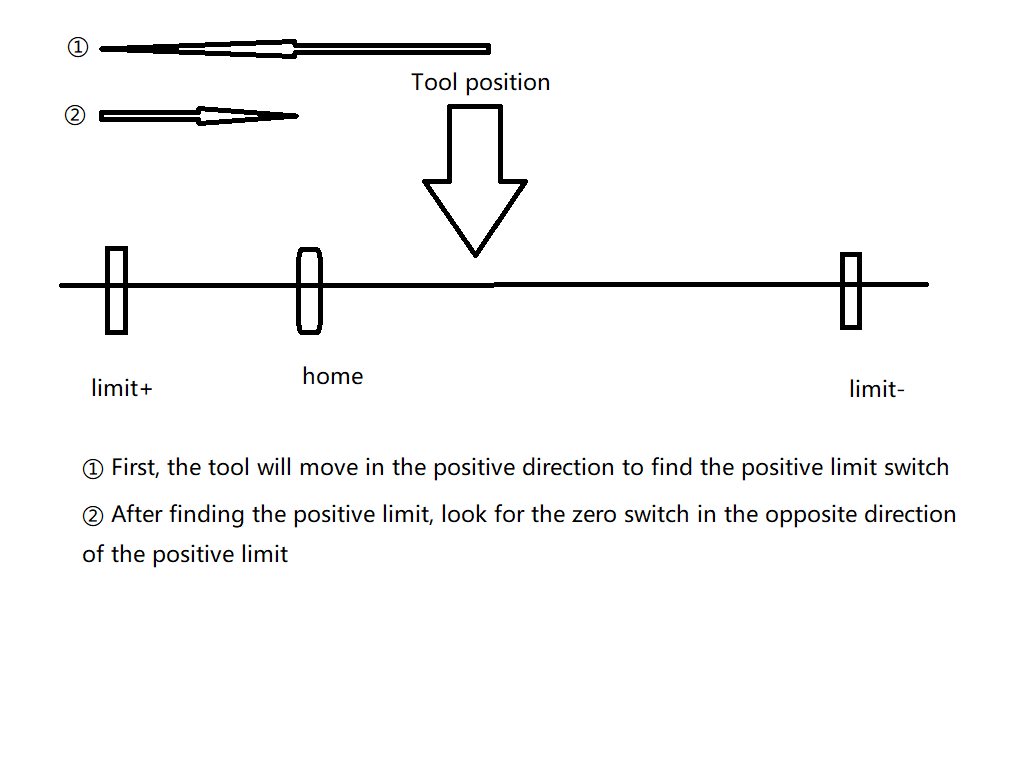
Can someone tell me how I should configure it?
I can’t understand the explanation of the terms HOME_SEARCH_VEL, HOME_LATCH_VEL, HOME_USE_INDEX, HOME_SEQUENCE in the tutorial
Hello everyone
My machine tool's zero return method is like this, as shown in the figure below
Can someone tell me how I should configure it?
I can’t understand the explanation of the terms HOME_SEARCH_VEL, HOME_LATCH_VEL, HOME_USE_INDEX, HOME_SEQUENCE in the tutorial
Attachments:
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
04 Sep 2021 11:01 #219590
by chris@cnc
Replied by chris@cnc on topic Laser machine tool zero configuration
Well, I'll try to put that into simple words.
HOME_SEARCH_VEL -> Start speed when homing to the 1st switch
HOME_LATCH_VEL -> Speed for fine positioning after finding the 1st switch
HOME_USE_INDEX -> Index signal e.g. (Z phase) from encoder
HOME_SEQUENCE -> Axis logic in automatic reference mode 0-> 1-> 2 Joint0 -> Joint1 -> Joint 2 moves reference one after the other
One possibility is to use the limit+ switch as a homeswitch and set the offset a bit in front of the switch.
Saves a switch. Second, inductive sensors are very imprecise for homing.
Roller switches are a bit better about 0.1mm error.
The third possibility is then to use the index signal from the encoder.
That means first approach limit+ switch and then read the index signal.
That is very precise for e.g. Tandem axes a good and accurate choice.
We have a choice of how precisely we want to reference a machine.
That explains why there are so many options in the INI. A bit difficult at the beginning, but very flexible in the end. I love it.
No homing search in case of e.g. Simulator
HOME_SEARCH_VEL=0 HOME_LATCH_VEL=0 HOME_USE_INDEX=NO
Only Index (Z-Phase) search in case of e.g. scale using. Note that Encoder of Servo Motors have one Index every turn.
So you will set Zero every revolution and need a second switch.
HOME_SEARCH_VEL=0 HOME_LATCH_VEL=nonzero HOME_USE_INDEX=YES
Only switch search. Could be only one e.g. the limit switch. If HOME_IGNORE_LIMITS seclect and Signal in hal to joint.home wired to.
HOME_SEARCH_VEL=nonzero HOME_LATCH_VEL=nonzero HOME_USE_INDEX=NO
homing with switch and Index Signal. In case of tandem axis good choice
HOME_SEARCH_VEL=nonzero HOME_LATCH_VEL=nonzero HOME_USE_INDEX=YES
HOME_SEARCH_VEL -> Start speed when homing to the 1st switch
HOME_LATCH_VEL -> Speed for fine positioning after finding the 1st switch
HOME_USE_INDEX -> Index signal e.g. (Z phase) from encoder
HOME_SEQUENCE -> Axis logic in automatic reference mode 0-> 1-> 2 Joint0 -> Joint1 -> Joint 2 moves reference one after the other
One possibility is to use the limit+ switch as a homeswitch and set the offset a bit in front of the switch.
Saves a switch. Second, inductive sensors are very imprecise for homing.
Roller switches are a bit better about 0.1mm error.
The third possibility is then to use the index signal from the encoder.
That means first approach limit+ switch and then read the index signal.
That is very precise for e.g. Tandem axes a good and accurate choice.
We have a choice of how precisely we want to reference a machine.
That explains why there are so many options in the INI. A bit difficult at the beginning, but very flexible in the end. I love it.
No homing search in case of e.g. Simulator
HOME_SEARCH_VEL=0 HOME_LATCH_VEL=0 HOME_USE_INDEX=NO
Only Index (Z-Phase) search in case of e.g. scale using. Note that Encoder of Servo Motors have one Index every turn.
So you will set Zero every revolution and need a second switch.
HOME_SEARCH_VEL=0 HOME_LATCH_VEL=nonzero HOME_USE_INDEX=YES
Only switch search. Could be only one e.g. the limit switch. If HOME_IGNORE_LIMITS seclect and Signal in hal to joint.home wired to.
HOME_SEARCH_VEL=nonzero HOME_LATCH_VEL=nonzero HOME_USE_INDEX=NO
homing with switch and Index Signal. In case of tandem axis good choice
HOME_SEARCH_VEL=nonzero HOME_LATCH_VEL=nonzero HOME_USE_INDEX=YES
Please Log in or Create an account to join the conversation.
- wang
- Offline
- Premium Member
-
Less
More
- Posts: 85
- Thank you received: 0
12 Sep 2021 02:07 #220273
by wang
Replied by wang on topic Laser machine tool zero configuration
Thank you for your explanation. I also followed your explanation, but the machine will stop when the positive limit is found during the zero return process, and will not automatically search for the zero switch after the positive limit is found.
Because my zero switch and limit switch are not together, and my requirement is that the axis first finds the positive limit and then reverses to find the zero switch. This entire process should be automatic.
The following is my current configuration
hal
net Zpos_limit lcec.0.2.DIin-16 => joint.2.pos-lim-sw-in
net Zhome lcec.0.2.Din-17 => joint.2.home-sw-in
net Zneg_limit lcec.0.2.DIin-18 => joint.2.neg-lim-sw-in
ini
HOME_OFFSET = 0.0
HOME_SEARCH_VEL=-1
HOME_LATCH_VEL = -1
HOME_USE_INDEX = NO
HOME = HOME_OFFSET
HOME_IGHORE_LIMITS = YES
My Z axis setting is like this
Because my zero switch and limit switch are not together, and my requirement is that the axis first finds the positive limit and then reverses to find the zero switch. This entire process should be automatic.
The following is my current configuration
hal
net Zpos_limit lcec.0.2.DIin-16 => joint.2.pos-lim-sw-in
net Zhome lcec.0.2.Din-17 => joint.2.home-sw-in
net Zneg_limit lcec.0.2.DIin-18 => joint.2.neg-lim-sw-in
ini
HOME_OFFSET = 0.0
HOME_SEARCH_VEL=-1
HOME_LATCH_VEL = -1
HOME_USE_INDEX = NO
HOME = HOME_OFFSET
HOME_IGHORE_LIMITS = YES
My Z axis setting is like this
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21764
- Thank you received: 7438
12 Sep 2021 11:05 #220287
by tommylight
Replied by tommylight on topic Laser machine tool zero configuration
Do not use the HOME switch at all, use the top switch as home+max_limit.
Please Log in or Create an account to join the conversation.
Time to create page: 0.243 seconds