RF 45 homing issue
- myankov
- Offline
- New Member
-

- Posts: 6
- Thank you received: 0
It is my first time converting a mill and I am having a problem with homing sequence. I short I can't make it work.
I read this linuxcnc.org/docs/html/config/ini-homing.html and some similar topics here in the forum, and after all I am more confused :).
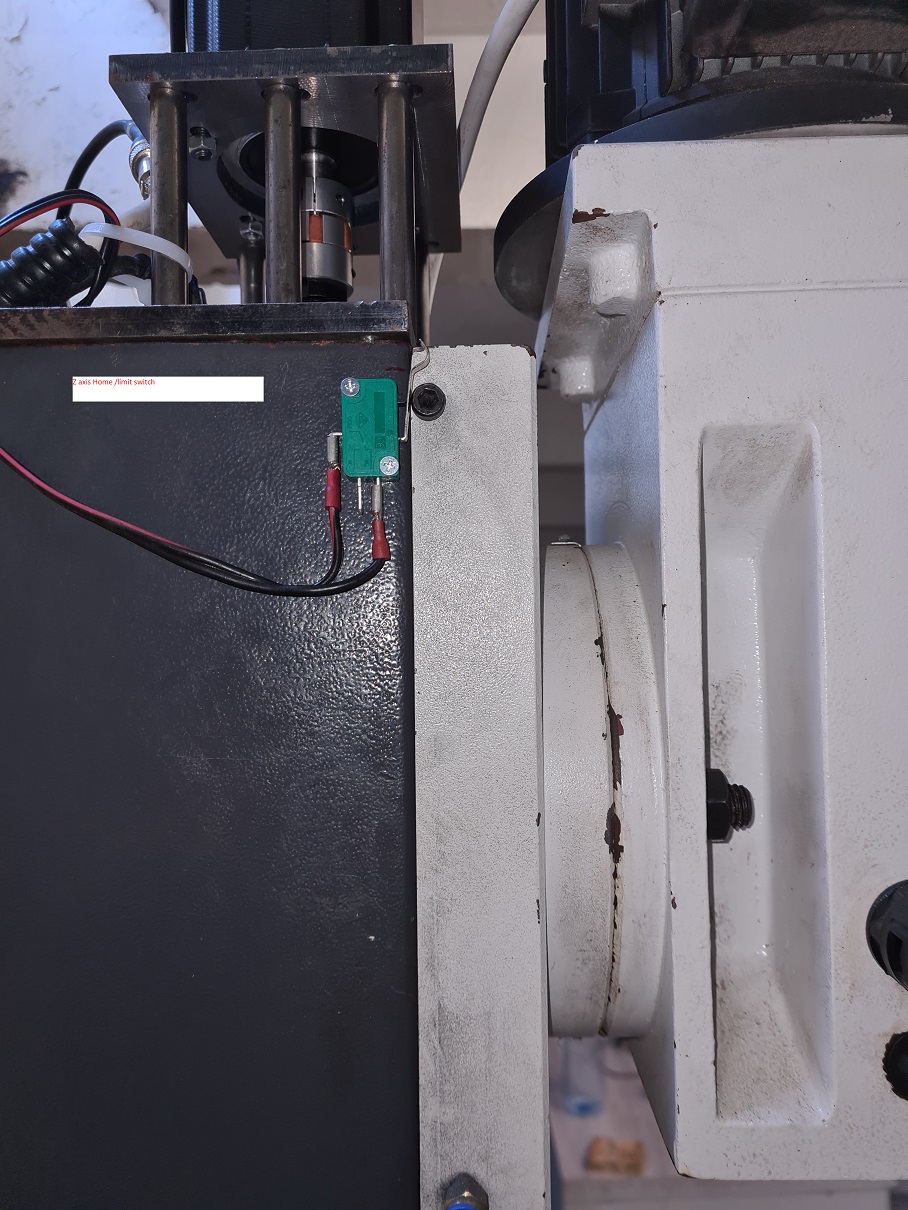
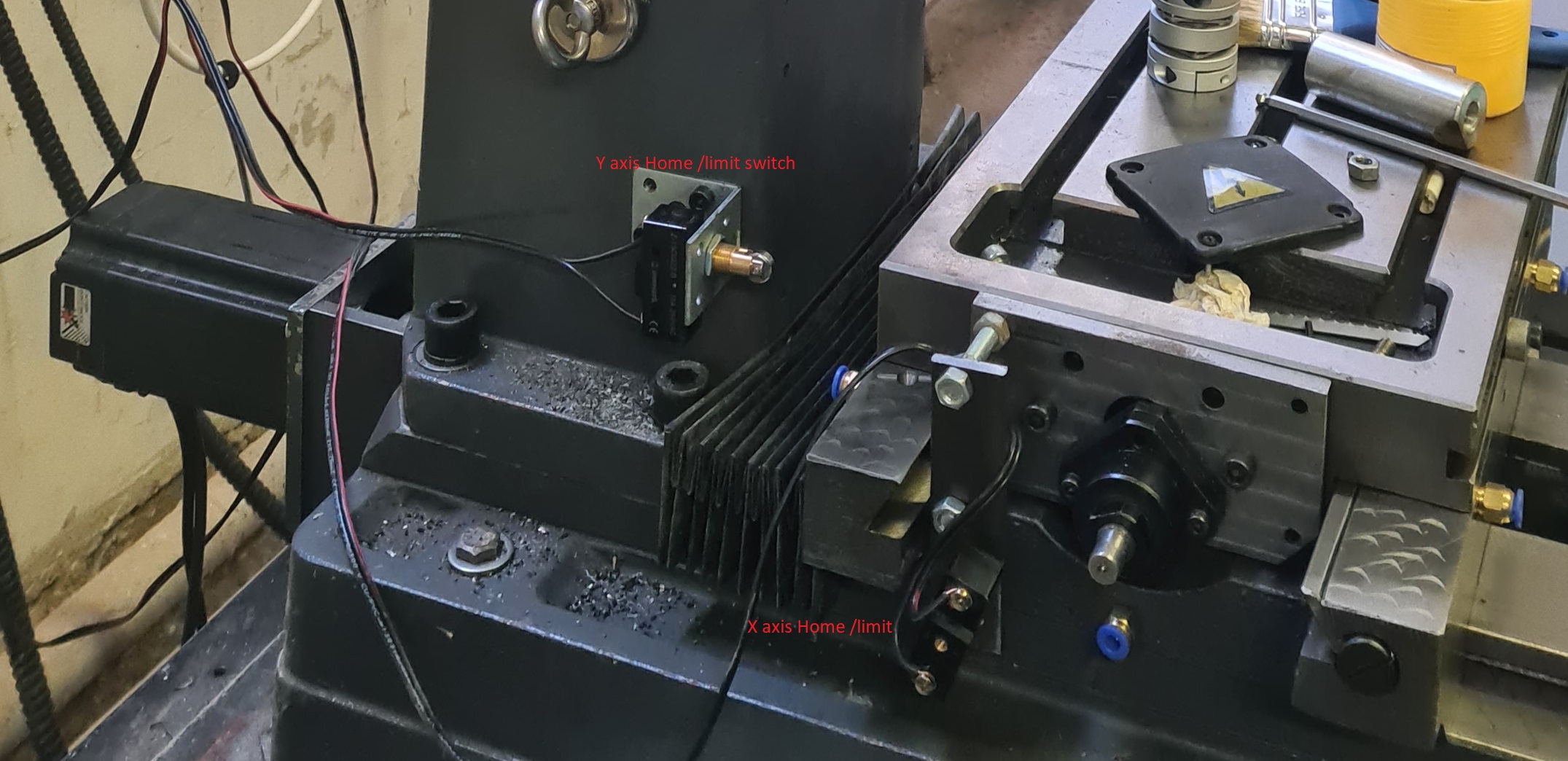
I use same input for home and limit switch on all axes .
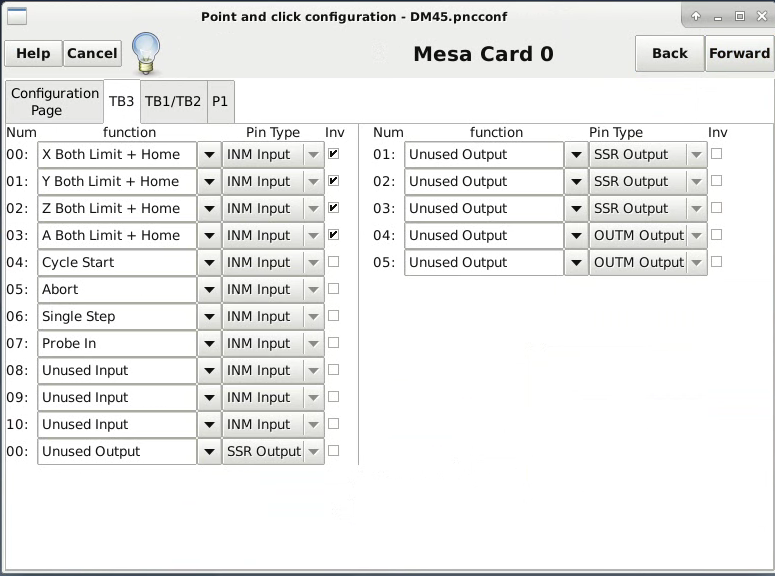
You see in the where are the switches:
What I want to do is when lets say homing Z - goes to the switch trips it, returns slowly trips it again and then moves 10mm down. Ini file is attached check it and tell me what I am doing wrong.
Thank you.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

- Posts: 21658
- Thank you received: 7399
Please Log in or Create an account to join the conversation.
- myankov
- Offline
- New Member
-
- Posts: 6
- Thank you received: 0
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
- Posts: 21658
- Thank you received: 7399
-Z axis should have max_limit set to 0 or thereabouts
-Z axis should have min_limit set to -400 in your case
After fixing that, check that
-Z axis move in positive direction going up by looking at the DRO on screen?
-Z axis move in negative direction going down by looking at the DRO on screen?
Only after getting this correct, move to check homing.
Please Log in or Create an account to join the conversation.
- myankov
- Offline
- New Member
-
- Posts: 6
- Thank you received: 0
AXIS_Z]
MAX_VELOCITY = 75.0
MAX_ACCELERATION = 700.0
MIN_LIMIT = -400
MAX_LIMIT = 0.00
[JOINT_2]
TYPE = LINEAR
HOME = 400.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 75.0
MAX_ACCELERATION = 700.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 93.75
STEPGEN_MAXACCEL = 875.00
P = 985.221674877
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
# these are in nanoseconds
DIRSETUP = 10000
DIRHOLD = 10000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 320.0
MIN_LIMIT = -400.00
MAX_LIMIT = 0.00
HOME_OFFSET = 395.000000
HOME_SEARCH_VEL = 1.000000
HOME_LATCH_VEL = 0.500000
HOME_FINAL_VEL = 0.00
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_SEQUENCE = 0
When I open the Linux cnc it start like that:
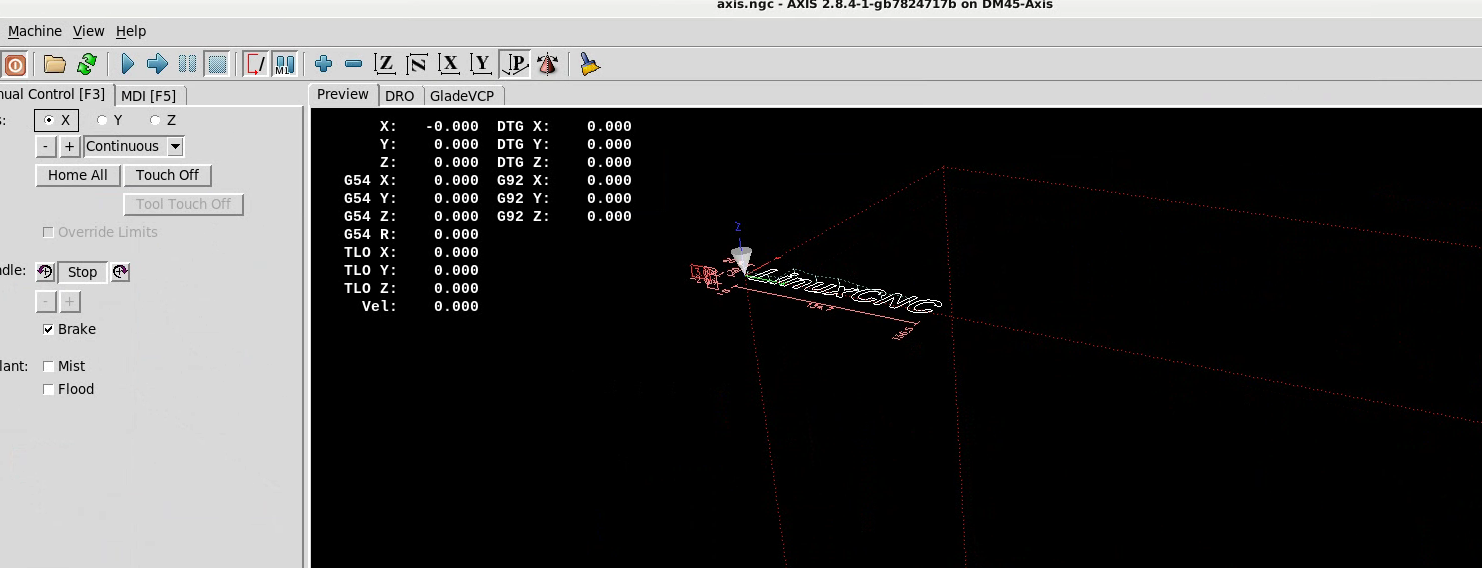
When up jog up:
Same thing with homing : It go up fast click returns slow click and goes above the switch.
Is there any other link except this linuxcnc.org/docs/html/config/ini-homing.html one where I can read about the homing routine. And other then this linuxcnc.org/docs/html/user/user-concept...chine-configurations for machine configuration.
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
- Posts: 21658
- Thank you received: 7399
Home offset set to -5
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

- Posts: 11965
- Thank you received: 4077
The chapter on ini configuration may be slightly useful too.
Note that Home switches must stay triggered to end of travel. Are yours doing this?
Please Log in or Create an account to join the conversation.
- myankov
- Offline
- New Member
-
- Posts: 6
- Thank you received: 0
Did that. It go up fast click returns slow click and it goes up again but it don't clear the switch and I get error:Home set to 0
Home offset set to -5
And I can't move the machine.Joint2 on limit switch error
Position: relative actual
If I make home offset
I get exactly what I want : go up fast click returns slow click and goes it goes down 5 mm buuut .... i get an error :Home set to 0
Home offset set to 5
@rodwExceeded POSITIVE soft limit (0.0000) on joint 2
Thank you! If that all I am screwed because non of this make senseYour first link is all you need.
The chapter on ini configuration may be slightly useful too.
Note that Home switches must stay triggered to end of travel. Are yours doing this?
") .
.If "Home switches must stay triggered" why do i get error :
BRJoint2 on limit switch error
Position: relative actual
Please Log in or Create an account to join the conversation.