Milling cnc not accurate
- greg23_78
- Offline
- Premium Member
-

Less
More
- Posts: 142
- Thank you received: 7
30 Oct 2024 16:18 - 30 Oct 2024 16:21 #313493
by greg23_78
Milling cnc not accurate was created by greg23_78
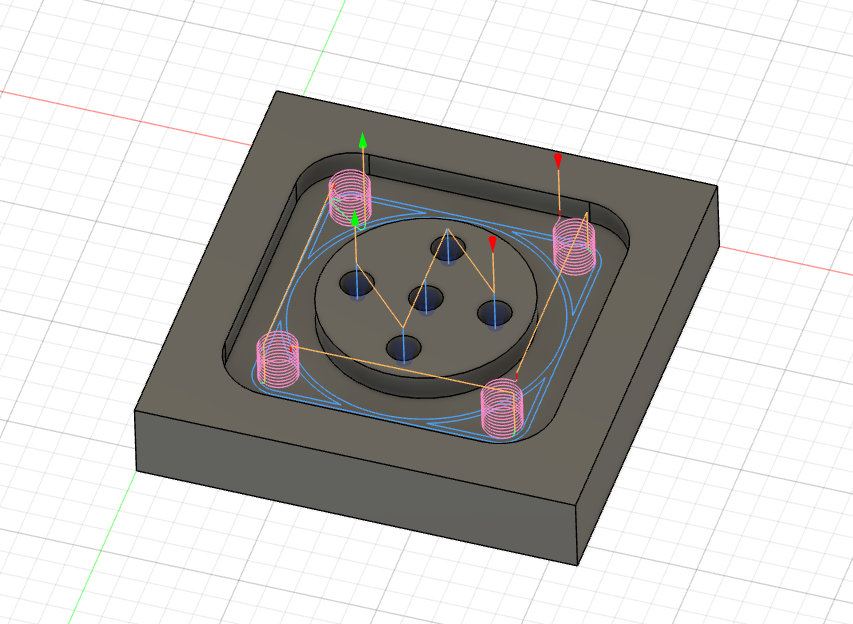
I have a problem with my milling machine because it is not accurate
Below is the part I'm making to test my machine.
I have a difference of -0.6 mm / 0.023622 in on the X axis
-0.3 mm / 0.011811 in on the Y axis
-0.1 mm / 0.00393701 in on the Z axis
no excess thickness on my program
I tested with a probe the 3 axes, and about the same location as the machining of my part when I jog 1 mm I have 1mm and I jog 5 mm I have 5mm. the problem is that I have a backlash of 0.05mm (wear of the screw).
for me my PID is good.
This is the 3rd piece I have tested and I have the same dimensions.
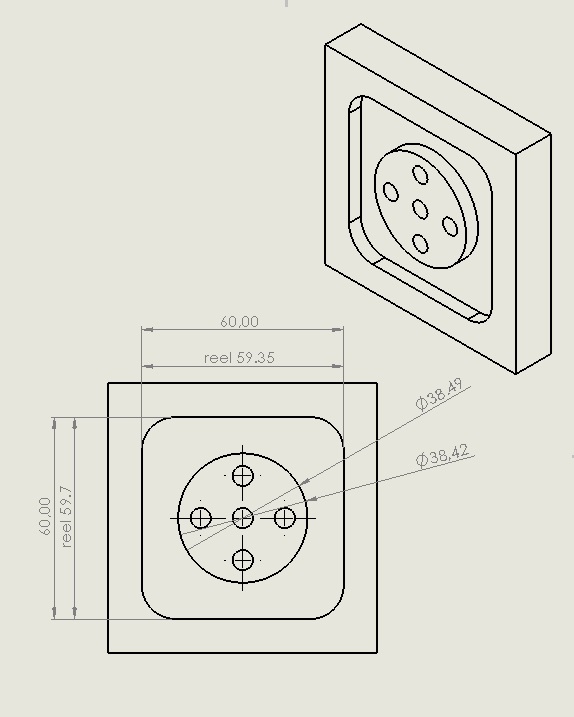
Below is the part I'm making to test my machine.
I have a difference of -0.6 mm / 0.023622 in on the X axis
-0.3 mm / 0.011811 in on the Y axis
-0.1 mm / 0.00393701 in on the Z axis
no excess thickness on my program
I tested with a probe the 3 axes, and about the same location as the machining of my part when I jog 1 mm I have 1mm and I jog 5 mm I have 5mm. the problem is that I have a backlash of 0.05mm (wear of the screw).
for me my PID is good.
This is the 3rd piece I have tested and I have the same dimensions.
Attachments:
Last edit: 30 Oct 2024 16:21 by greg23_78.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21658
- Thank you received: 7399
30 Oct 2024 17:59 #313504
by tommylight
Replied by tommylight on topic Milling cnc not accurate
You can use backlash compensation for each axis/joint, see if that improves something.
Add to each joint in ini file:
backlash = 0.05
Or whatever that joint needs, and also add
Backlsh_velocity = 10
That value is units per second, so 10 is 600mm/m for metric or 600 inches/m for imperial ... that would be to much")
Add to each joint in ini file:
backlash = 0.05
Or whatever that joint needs, and also add
Backlsh_velocity = 10
That value is units per second, so 10 is 600mm/m for metric or 600 inches/m for imperial ... that would be to much
Please Log in or Create an account to join the conversation.
Time to create page: 0.170 seconds