- Configuring LinuxCNC
- Basic Configuration
- Machine is trying to move to new position just after lcnc startup
Machine is trying to move to new position just after lcnc startup
- SPH
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 109
- Thank you received: 6
22 Nov 2025 02:27 #338947
by SPH
Machine is trying to move to new position just after lcnc startup was created by SPH
Apologies in advance, I'll probably describe this wrong but hopefully the video makes it clear.
I'm in the early phase of a Weeke router retrofit. I've got my Delta Ethercat drives up and running with LCNC thanks to a lot of help over in the Ethercat section of the forum.
I've got an issue at the moment that I think is probably just basic Lcnc behavior stuff. After I launch Lcnc and Axis loads the axis positions are updating and the machine is trying to move to that new position (if it's enabled at the time). It seems to happen just as the "axis" dialog box in the bottom right corner disappears If it's not enabled then the position for the axis update and everything is good from then on. It looks like Axis is importing the stored values from linuxcnc.var about 5 seconds after startup, the g54 values I think.
If the machine is enabled at the time when the update happens the drives are seeing this position update and trying to teleport to the new position at what seems to be max speed and acceleration making for some very noisy and unpleasant sounds.
What do I need to do to get rid of this behavior?
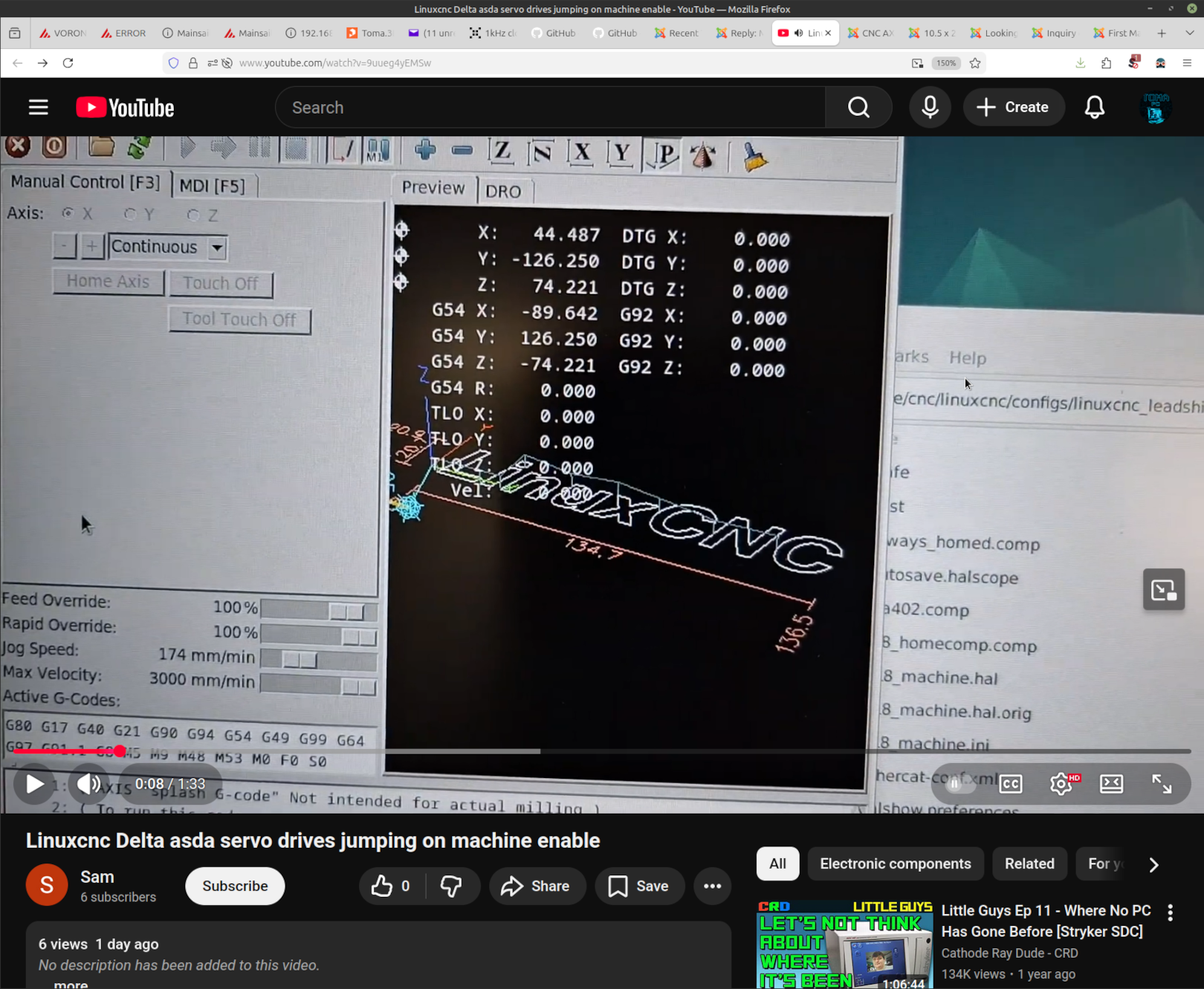
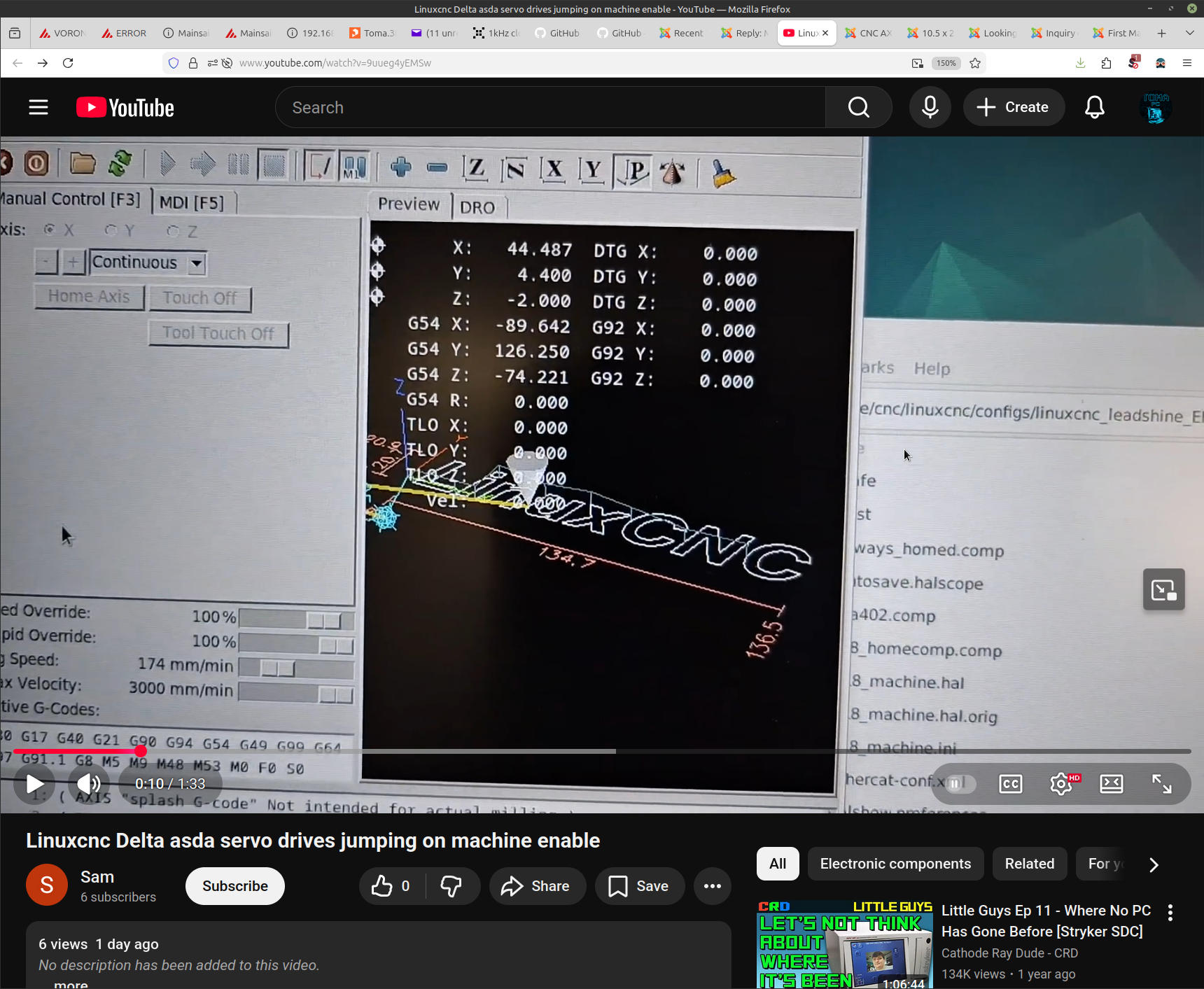
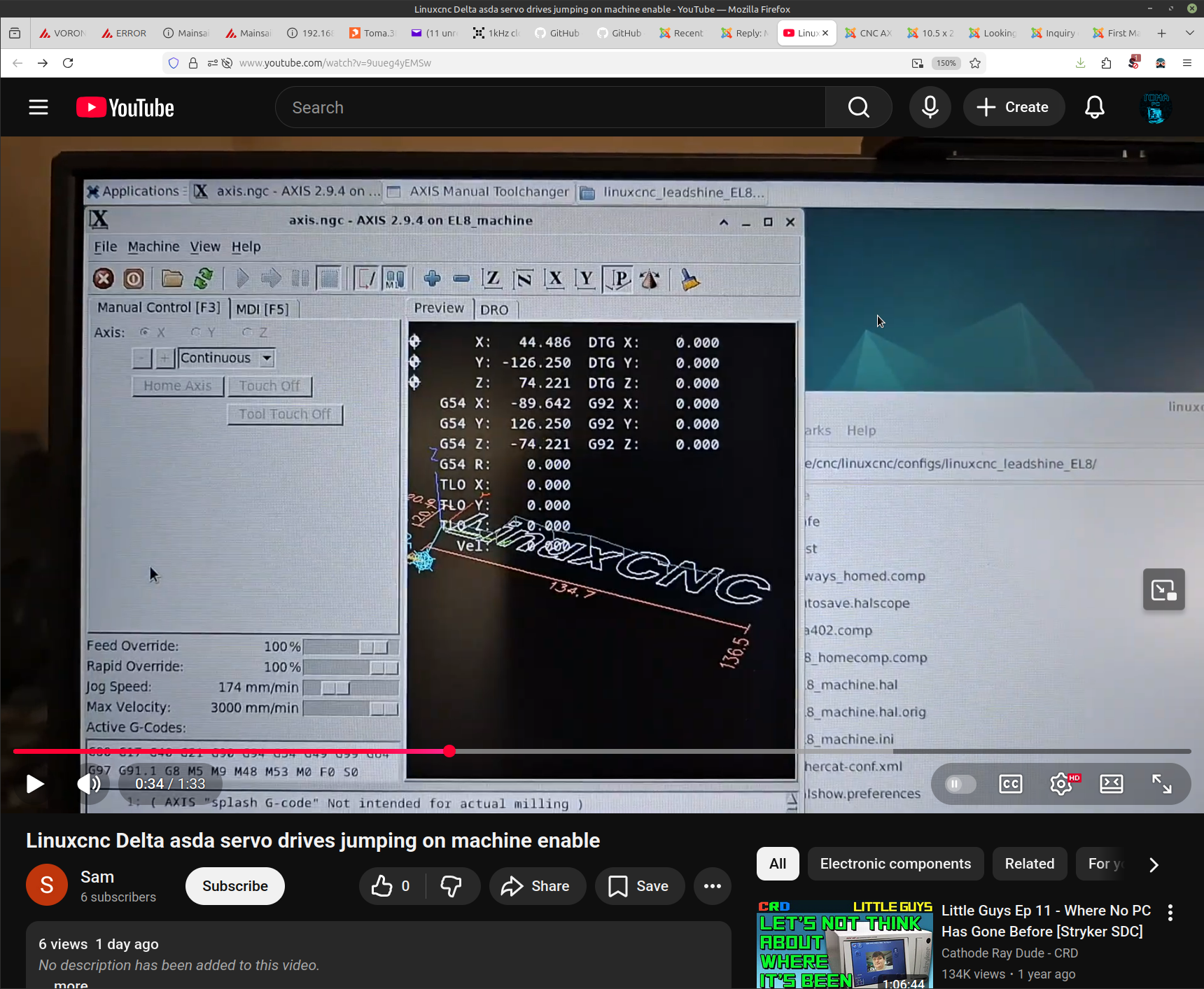
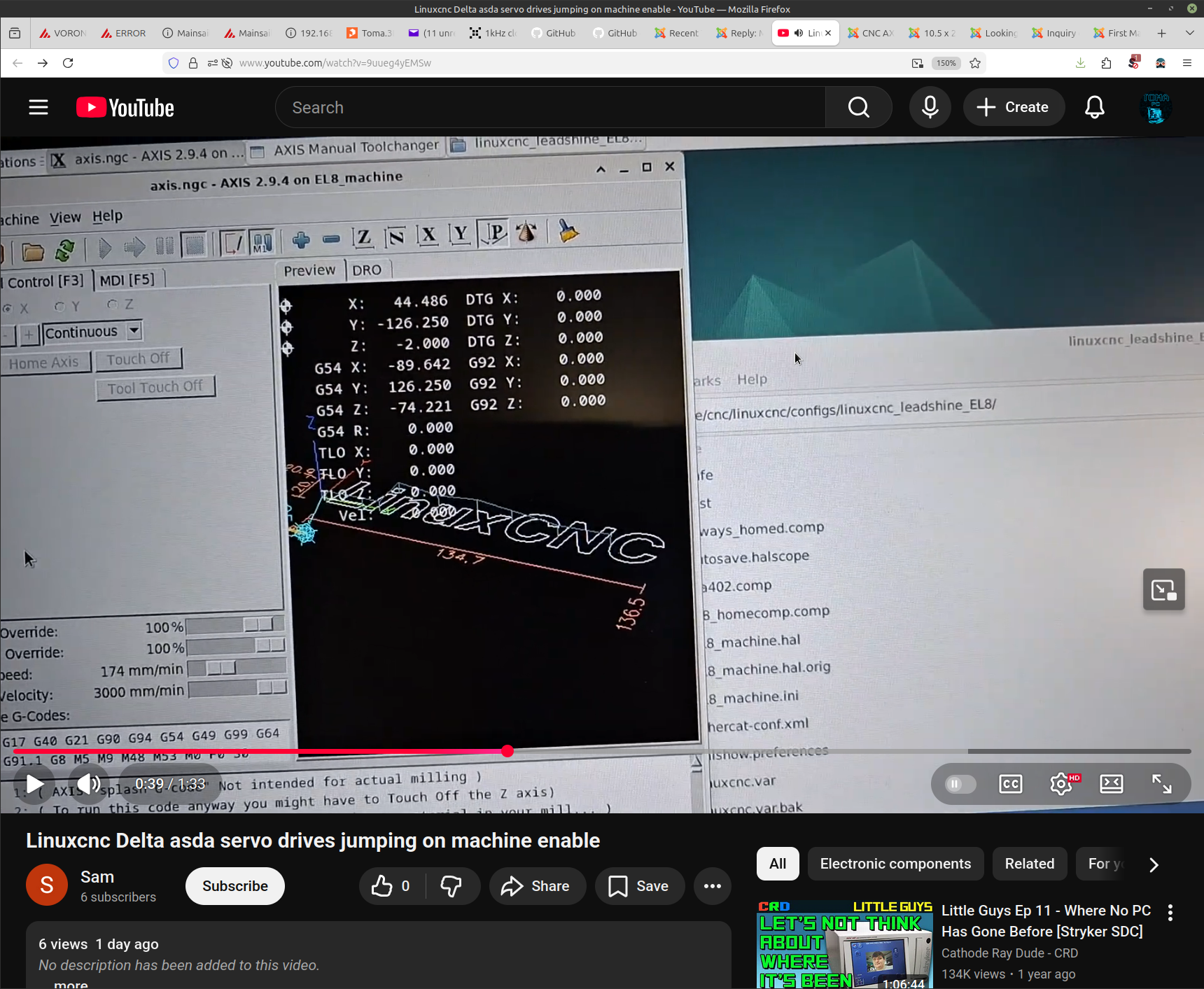
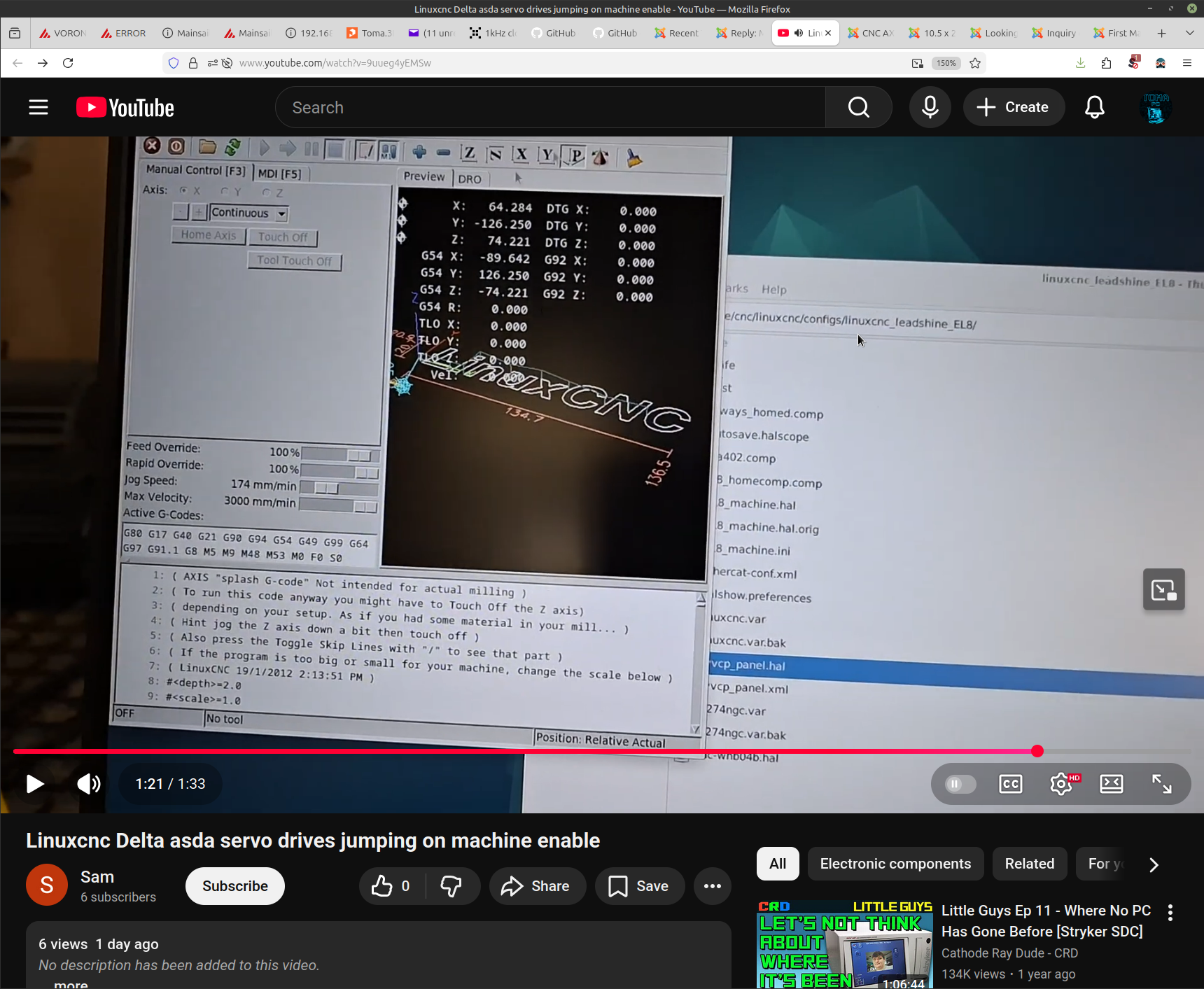
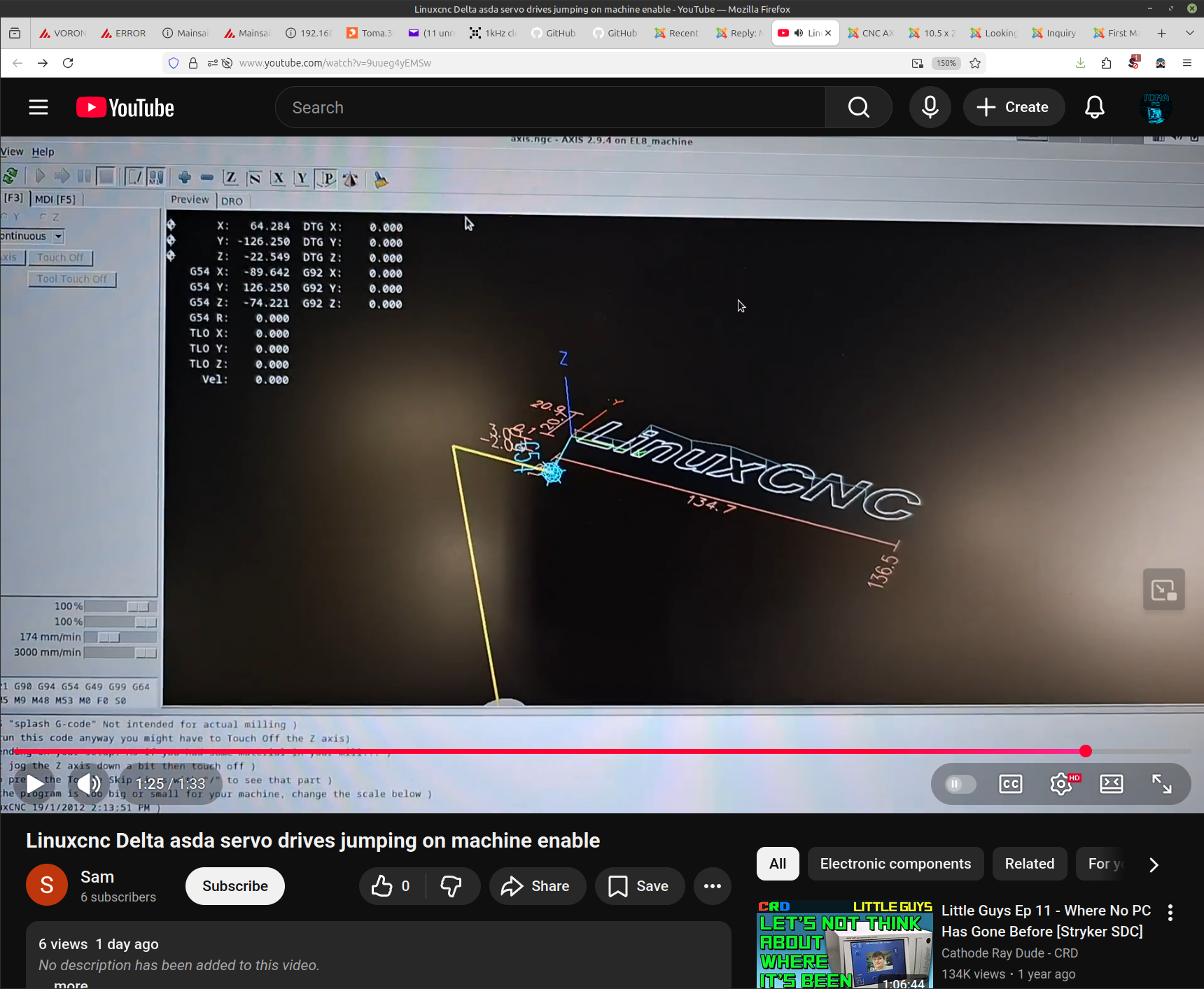
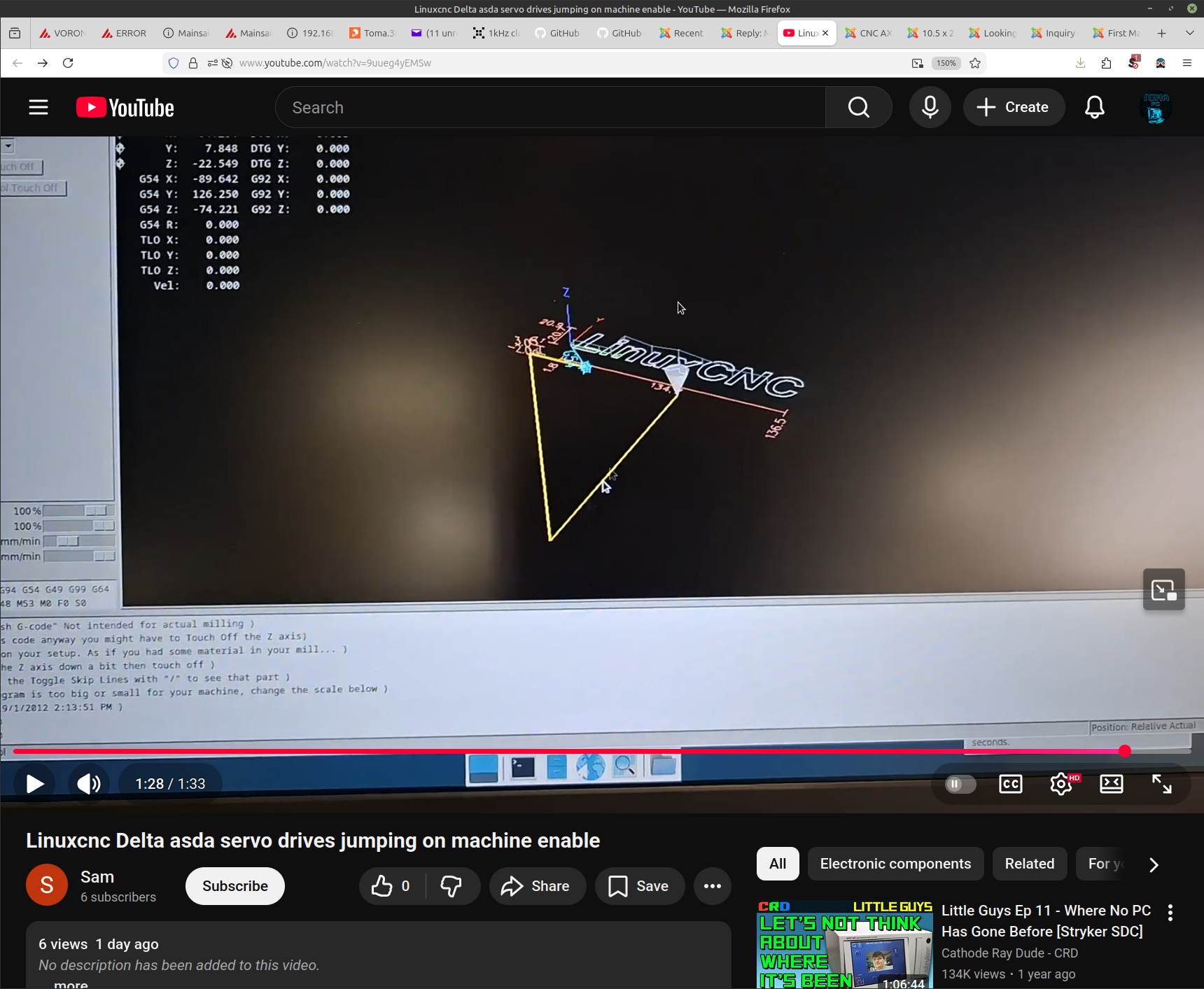
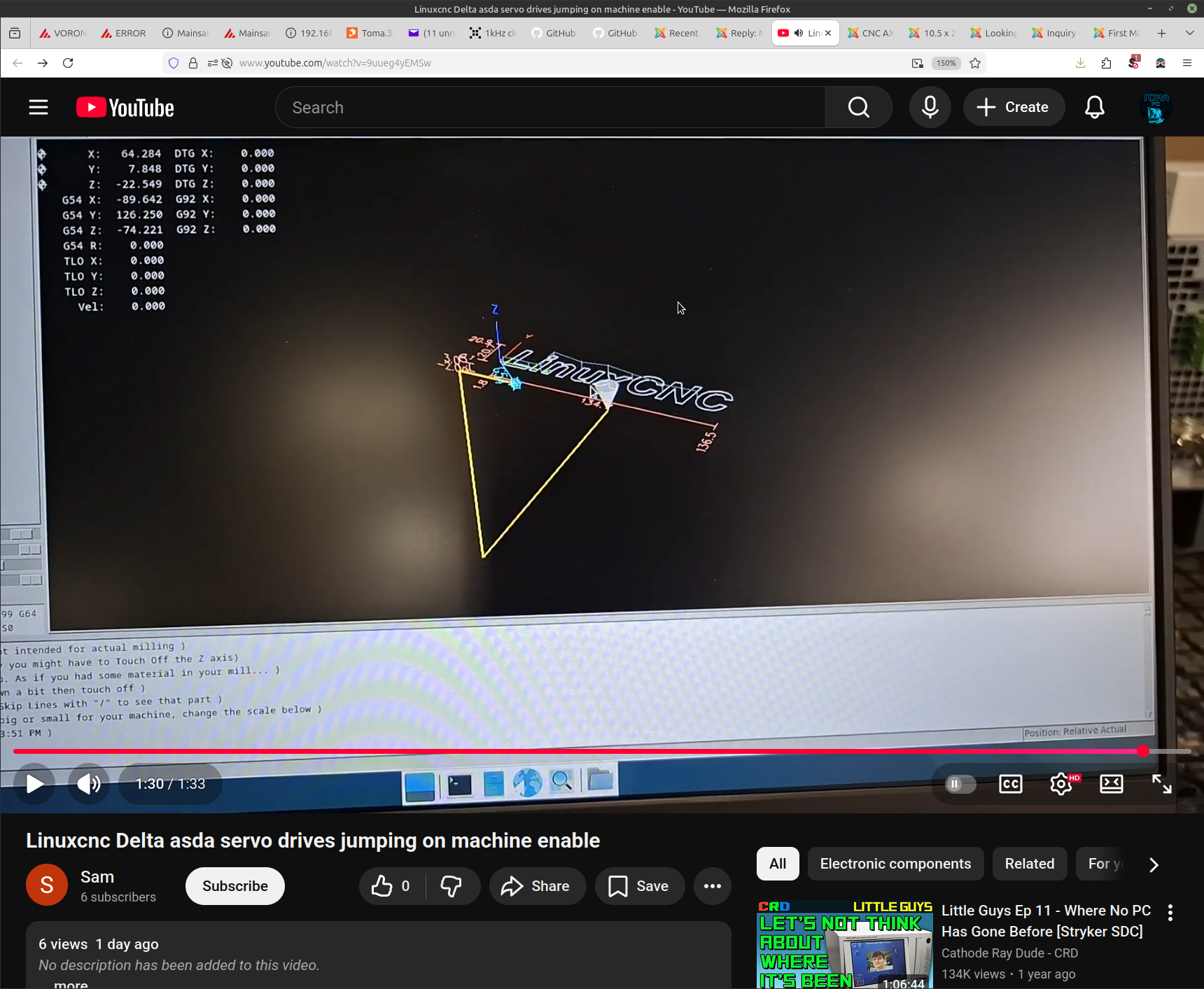
Video shows it all pretty clearly. Even though you'll hear me saying that it doesn't do it the first time it clearly does. You can see the Z axis (I think) move about 50mm right at the start of the video.
I'm in the early phase of a Weeke router retrofit. I've got my Delta Ethercat drives up and running with LCNC thanks to a lot of help over in the Ethercat section of the forum.
I've got an issue at the moment that I think is probably just basic Lcnc behavior stuff. After I launch Lcnc and Axis loads the axis positions are updating and the machine is trying to move to that new position (if it's enabled at the time). It seems to happen just as the "axis" dialog box in the bottom right corner disappears If it's not enabled then the position for the axis update and everything is good from then on. It looks like Axis is importing the stored values from linuxcnc.var about 5 seconds after startup, the g54 values I think.
If the machine is enabled at the time when the update happens the drives are seeing this position update and trying to teleport to the new position at what seems to be max speed and acceleration making for some very noisy and unpleasant sounds.
What do I need to do to get rid of this behavior?
Video shows it all pretty clearly. Even though you'll hear me saying that it doesn't do it the first time it clearly does. You can see the Z axis (I think) move about 50mm right at the start of the video.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21692
- Thank you received: 7414
22 Nov 2025 03:11 #338948
by tommylight
Replied by tommylight on topic Machine is trying to move to new position just after lcnc startup
Check the DRO on the attached images, sometimes the Z axis changes, sometimes the Z and Y, but never X.
I would say definitely not LinuxCNC issue, and definitely feedback/drive/interference issue, but i am not sure how the feedback is done in EtherCAT, although i vividly do recall reading somewhere about it having some unacceptable (for me) issues with encoder feedback.
Sorry i can not help more, but since that time i really lost interest on EtherCAT, and sticking to Mesa as much as humanly possible.
I would say definitely not LinuxCNC issue, and definitely feedback/drive/interference issue, but i am not sure how the feedback is done in EtherCAT, although i vividly do recall reading somewhere about it having some unacceptable (for me) issues with encoder feedback.
Sorry i can not help more, but since that time i really lost interest on EtherCAT, and sticking to Mesa as much as humanly possible.
Attachments:
Please Log in or Create an account to join the conversation.
- SPH
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 109
- Thank you received: 6
22 Nov 2025 08:13 #338953
by SPH
Replied by SPH on topic Machine is trying to move to new position just after lcnc startup
While it's certainly possible that it's related to EtherCat, I don't think so. The machine movement is absolutely rock solid and silent and so long as I don't enable the machine until Lcnc has updated the position values.
Lcnc is changing the machine start possition after it loads and it looks to me like it's loading the g54 values from the linuxcnc.var file about 5 seconds after it loads. It seems to correspond with the axis toolchanger message in the bottom right disappearing but that could be purely coincidence.
The 'jump' occurs every time I restart Lcnc but I'm not powering off the drives. If I set the drives to display encoder count the value doesn't change when I close lcnc so if it were an encoder feedback issue I'd expect to see changing values on the drive its self.
It seems more like an issue of incorrectly saving machine coordinates on close or load.
Lcnc is changing the machine start possition after it loads and it looks to me like it's loading the g54 values from the linuxcnc.var file about 5 seconds after it loads. It seems to correspond with the axis toolchanger message in the bottom right disappearing but that could be purely coincidence.
The 'jump' occurs every time I restart Lcnc but I'm not powering off the drives. If I set the drives to display encoder count the value doesn't change when I close lcnc so if it were an encoder feedback issue I'd expect to see changing values on the drive its self.
It seems more like an issue of incorrectly saving machine coordinates on close or load.
Please Log in or Create an account to join the conversation.
- SPH
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 109
- Thank you received: 6
22 Nov 2025 08:23 #338954
by SPH
Replied by SPH on topic Machine is trying to move to new position just after lcnc startup
I've found the EtherCat experience to be absolutely positive so far. I had this retrofit up and running (with a lot of help from the forum) in a day or so compared to about a month on the previous machine.
Please Log in or Create an account to join the conversation.
- Aciera
-

- Away
- Administrator
-

Less
More
- Posts: 4739
- Thank you received: 2124
22 Nov 2025 08:46 #338955
by Aciera
have you looked at the values of the pos-fb pins in halshow?
halshow can be started automatically from a saved session using the [APPLICATION] section of your ini file:
Replied by Aciera on topic Machine is trying to move to new position just after lcnc startup
If I set the drives to display encoder count the value doesn't change when I close lcnc so if it were an encoder feedback issue I'd expect to see changing values on the drive its self.
have you looked at the values of the pos-fb pins in halshow?
halshow can be started automatically from a saved session using the [APPLICATION] section of your ini file:
[APPLICATIONS]
APP = halshow your-file-here.halshowPlease Log in or Create an account to join the conversation.
- SPH
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 109
- Thank you received: 6
22 Nov 2025 08:51 #338956
by SPH
Replied by SPH on topic Machine is trying to move to new position just after lcnc startup
I have not, I'll give it a look.
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-

Less
More
- Posts: 1317
- Thank you received: 453
22 Nov 2025 09:03 - 22 Nov 2025 09:07 #338957
by Hakan
Replied by Hakan on topic Machine is trying to move to new position just after lcnc startup
Can you verify that encoder position or pos-fb doesn't change after a few seconds?
Just so we know?
You may not be able to fire up halscope in time for that,
or if you are unable to catch it in halshow.
I propose you use sampler/halsampler.
Add last in your hal file
Adjust net names to yours.
Within a few (10 max) seconds after you started linuxcnc type the command "halsampler -t data.out"
After the coordinate on the axis screen has happened, hit Control-C on halsampler.
You have now a readable file of recorded values. Open the file in Excel/Calc and plot XY plot.
[/code]
Just so we know?
You may not be able to fire up halscope in time for that,
or if you are unable to catch it in halshow.
I propose you use sampler/halsampler.
Add last in your hal file
loadrt sampler depth=10000 cfg=fs
addf sampler.0 servo-thread
net z-pos-fb sampler.0.pin.0 # net for z position feedback to the joint
net z-drv-act-pos sample.0.pin.1 # net between cia402 and lcec for z actual-positionAdjust net names to yours.
Within a few (10 max) seconds after you started linuxcnc type the command "halsampler -t data.out"
After the coordinate on the axis screen has happened, hit Control-C on halsampler.
You have now a readable file of recorded values. Open the file in Excel/Calc and plot XY plot.
[/code]
Last edit: 22 Nov 2025 09:07 by Hakan.
The following user(s) said Thank You: tommylight, Aciera
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Basic Configuration
- Machine is trying to move to new position just after lcnc startup
Time to create page: 1.441 seconds