A well-functioning configuration for ChinaCNCzone 3040Z-DQ
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17990
- Thank you received: 5281
18 Sep 2018 01:31 #117687
by PCW
Replied by PCW on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
Here's someone with a similar machine:
Please Log in or Create an account to join the conversation.
- ogogon
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 35
- Thank you received: 1
18 Sep 2018 01:43 #117688
by ogogon
I sent a letter to the e-mail of this company.
But this is a Chinese company, everything can be very difficult there.
Ogogon.
Replied by ogogon on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
Thank you. I already thought about this method.Did the manufacturer or seller supply you with a Mach3 configuration file? If you happen to have that xml file Stepconfig in Linuxcnc can import it to help build a linuxcnc config.
I sent a letter to the e-mail of this company.
But this is a Chinese company, everything can be very difficult there.
Ogogon.
Please Log in or Create an account to join the conversation.
- ogogon
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 35
- Thank you received: 1
18 Sep 2018 01:57 - 18 Sep 2018 02:01 #117689
by ogogon
It seems that its author performs ultraminimal tuning, without having almost no information about the equipment.
For example, it does not adjust the limit switches of the axes.
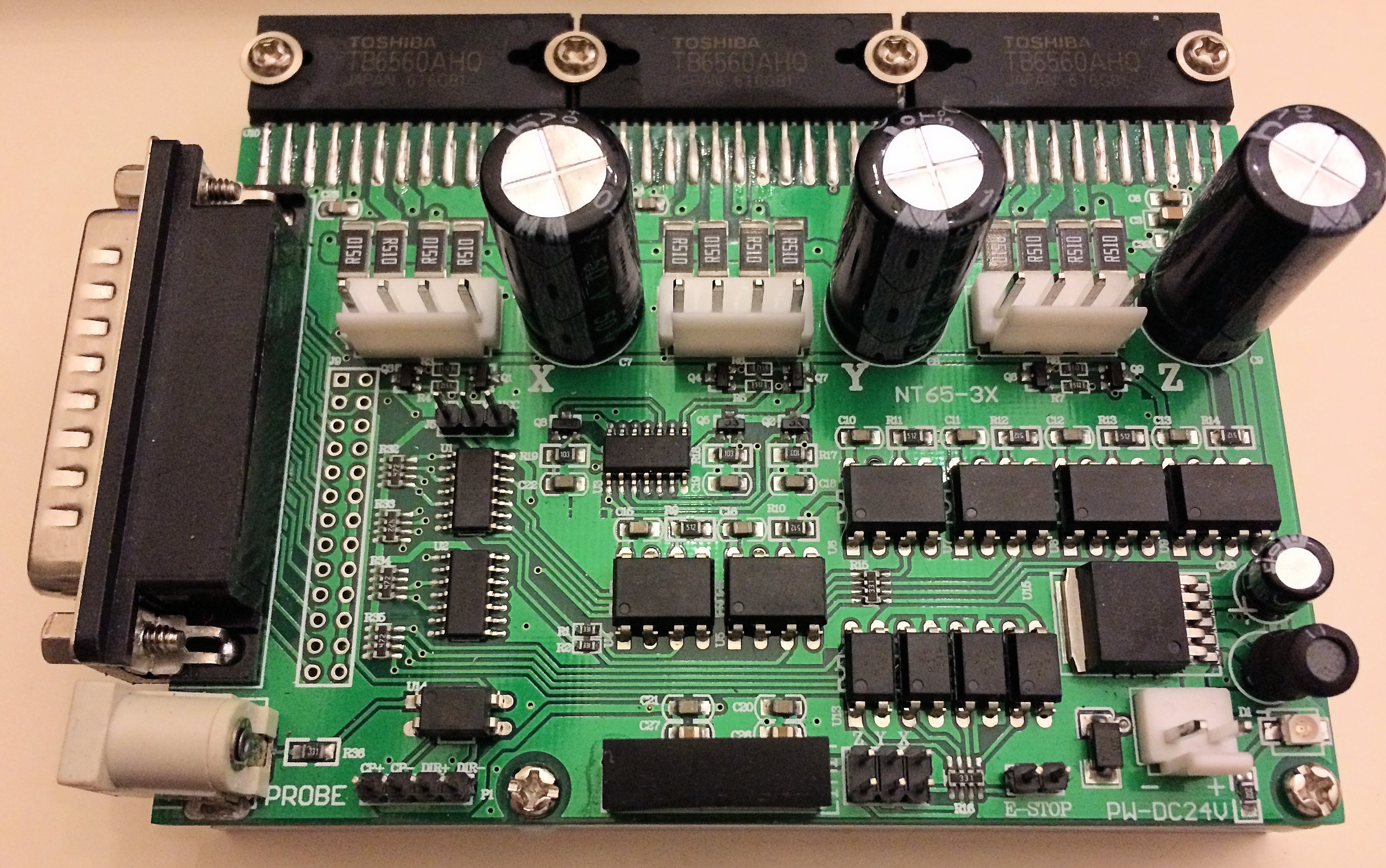
The value of the microstep for some reason is 2, although it should be either 8 or 16. (The card of XYZ axis does not have microstep switches, it is preset for production, and the microstep for the TB6560AHQ chip have the maximum value of 16.) The photo of the board is attached.
This video is very strange and does not cause trust.
If I'm wrong, please explain why.
Replied by ogogon on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
Thank you, I've already seen this video. But it's very strange.Here's someone with a similar machine:
It seems that its author performs ultraminimal tuning, without having almost no information about the equipment.
For example, it does not adjust the limit switches of the axes.
The value of the microstep for some reason is 2, although it should be either 8 or 16. (The card of XYZ axis does not have microstep switches, it is preset for production, and the microstep for the TB6560AHQ chip have the maximum value of 16.) The photo of the board is attached.
This video is very strange and does not cause trust.
If I'm wrong, please explain why.
Last edit: 18 Sep 2018 02:01 by ogogon.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17990
- Thank you received: 5281
18 Sep 2018 02:44 #117690
by PCW
Replied by PCW on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
The guy goes through the basic setup of a parallel port LinuxCNC machine
I dont see anything that seems wrong.
You can choose whatever microstep ratio the driver board uses
His was obviously 2. Yours may be different, Since you don't seem to
have complete documentation you will probably have to experiment
or reverse engineer the driver board to figure out the micro step settings.
Even if someone had a pre-configured hal/ini setup it may not match your hardware so probably the best way forward is to just setup a configuration file set with stepconf as the guy in the video did and then fix any issues as they arise
I dont see anything that seems wrong.
You can choose whatever microstep ratio the driver board uses
His was obviously 2. Yours may be different, Since you don't seem to
have complete documentation you will probably have to experiment
or reverse engineer the driver board to figure out the micro step settings.
Even if someone had a pre-configured hal/ini setup it may not match your hardware so probably the best way forward is to just setup a configuration file set with stepconf as the guy in the video did and then fix any issues as they arise
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4643
18 Sep 2018 12:27 #117710
by andypugh
Replied by andypugh on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
I went to the manufacturer web site, and went looking.
I managed to download Mach3 from there, and even went as far as installing it (briefly) but it did not seem to come with any pre-configured XML files for the machines.
www.chinacnczone.com/en/software-driver_l282_1.html
All a bit odd.
I managed to download Mach3 from there, and even went as far as installing it (briefly) but it did not seem to come with any pre-configured XML files for the machines.
www.chinacnczone.com/en/software-driver_l282_1.html
All a bit odd.
Please Log in or Create an account to join the conversation.
- ogogon
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 35
- Thank you received: 1
18 Sep 2018 14:11 #117718
by ogogon
They can for years produce complex equipment, not understanding how it is arranged. The main thing is that it sells well.
I chatted with their support team. They sent me to the seller. The seller is mysteriously silent.
I understand what is happening - they are happy to help me, but they themselves do not know the answers. But they never admit it.
This is the great Chinese civilization.
Ogogon.
Replied by ogogon on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
This is a typical business in Chinese.I went to the manufacturer web site, and went looking.
I managed to download Mach3 from there, and even went as far as installing it (briefly) but it did not seem to come with any pre-configured XML files for the machines.
www.chinacnczone.com/en/software-driver_l282_1.html
All a bit odd.
They can for years produce complex equipment, not understanding how it is arranged. The main thing is that it sells well.
I chatted with their support team. They sent me to the seller. The seller is mysteriously silent.
I understand what is happening - they are happy to help me, but they themselves do not know the answers. But they never admit it.
This is the great Chinese civilization.
Ogogon.
Please Log in or Create an account to join the conversation.
- ogogon
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 35
- Thank you received: 1
18 Sep 2018 14:54 #117720
by ogogon
With these settings, only the Z axis gives me signs of life. The others pretend that the "Axis check" mode does not concern them.
Ogogon.
Replied by ogogon on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
I watched the video carefully, which was taken by a Guy With a Can of Cola (GWCC) and wrote out all the settings. They are like this:probably the best way forward is to just setup a configuration file set with stepconf as the guy in the video did and then fix any issues as they arise
Warning: Spoiler!
Base Information
Driver type: Other
Step time: 3000
Step space: 3000
Direction hold: 40000
Direction step: 40000
Base period maximum jitter: 13570
Parallel port 1
pin1: ESTOP Out
pin2: X Step (invert)
pin3: X Direction (invert)
pin4: Y Step (invert)
pin5: Y Direction (invert)
pin6: Z Step (invert)
pin7: Z Direction (invert)
pin10: ESTOP In
Axis X
Motor step per revolution: 400.0
Driver microstepping: 2.0
Pulley teeth: 1.0 : 1.0
Landscrew pitch: 5.0
Max velocity: 33.3
Max acceleration: 200.0
-
Home location: 0.0
Table travel: 0.0 to 300.0
Axis Y
Motor step per revolution: 400.0
Driver microstepping: 2.0
Pulley teeth: 1.0 : 1.0
Landscrew pitch: 5.0
Max velocity: 33.3
Max acceleration: 200.0
-
Home location: 0.0
Table travel: 0.0 to 200.0
Axis Z
Motor step per revolution: 400.0
Driver microstepping: 2.0
Pulley teeth: 1.0 : 1.0
Landscrew pitch: 5.0
Max velocity: 12.5
Max acceleration: 100.0
-
Home location: 0.0
Table travel: -40.0 to 0.0
Driver type: Other
Step time: 3000
Step space: 3000
Direction hold: 40000
Direction step: 40000
Base period maximum jitter: 13570
Parallel port 1
pin1: ESTOP Out
pin2: X Step (invert)
pin3: X Direction (invert)
pin4: Y Step (invert)
pin5: Y Direction (invert)
pin6: Z Step (invert)
pin7: Z Direction (invert)
pin10: ESTOP In
Axis X
Motor step per revolution: 400.0
Driver microstepping: 2.0
Pulley teeth: 1.0 : 1.0
Landscrew pitch: 5.0
Max velocity: 33.3
Max acceleration: 200.0
-
Home location: 0.0
Table travel: 0.0 to 300.0
Axis Y
Motor step per revolution: 400.0
Driver microstepping: 2.0
Pulley teeth: 1.0 : 1.0
Landscrew pitch: 5.0
Max velocity: 33.3
Max acceleration: 200.0
-
Home location: 0.0
Table travel: 0.0 to 200.0
Axis Z
Motor step per revolution: 400.0
Driver microstepping: 2.0
Pulley teeth: 1.0 : 1.0
Landscrew pitch: 5.0
Max velocity: 12.5
Max acceleration: 100.0
-
Home location: 0.0
Table travel: -40.0 to 0.0
With these settings, only the Z axis gives me signs of life. The others pretend that the "Axis check" mode does not concern them.
Ogogon.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17990
- Thank you received: 5281
18 Sep 2018 15:02 #117721
by PCW
Replied by PCW on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
OK so a couple possibilities are that:
1. Your breakout is different (different pinout), This seems unlikely but relatively easy to check with a voltmeter or a LED on the actual step/dir pins
2. The step timing is too short ( no harm to double it )
3. Hardware issues
1. Your breakout is different (different pinout), This seems unlikely but relatively easy to check with a voltmeter or a LED on the actual step/dir pins
2. The step timing is too short ( no harm to double it )
3. Hardware issues
Please Log in or Create an account to join the conversation.
- ogogon
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 35
- Thank you received: 1
18 Sep 2018 18:13 #117725
by ogogon
By the way, how should this port be configured at the BIOS level?
There was a certain prehistory with this CNC.
When he came to me, I assembled the control car on a small fanless AMD card. LCNC worked without problems and it did not even occur to me to make a backup copy of the configuration. I thought that this will always be so.
I did not like the computer very much, Debian had a poor agreement with its video controller, the jitter was big enough. But, all the same, he did that he needed him.
Further, of course, the computer burned out. I assembled another machine, on an Intel processor. Of course, all the hardware in it is different. Another BIOS, another printer port. Now he shows his obstinacy.
The Z axis, which worked before, froze and does not work.
But, at power-up, the manual shafts on all stepper motors do not rotate freely. Obviously, the controller works and includes microsteps on all axes.
There is one more thing - I found a video from the ChinaCNCzone company. At least there is a logo printed in the corner.
So, the Chinese voiceover, explaining how to tune Mach3, leads to a completely different setting of pins in lpt and inversions on pins.
I'll wrote up a list and lay it out.
Ogogon.
Replied by ogogon on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
We'll have to buy DB-25 connectors and solder the LED indicators.OK so a couple possibilities are that:
1. Your breakout is different (different pinout), This seems unlikely but relatively easy to check with a voltmeter or a LED on the actual step/dir pins
By the way, how should this port be configured at the BIOS level?
There was a certain prehistory with this CNC.
When he came to me, I assembled the control car on a small fanless AMD card. LCNC worked without problems and it did not even occur to me to make a backup copy of the configuration. I thought that this will always be so.
I did not like the computer very much, Debian had a poor agreement with its video controller, the jitter was big enough. But, all the same, he did that he needed him.
Further, of course, the computer burned out. I assembled another machine, on an Intel processor. Of course, all the hardware in it is different. Another BIOS, another printer port. Now he shows his obstinacy.
I tried to increase two or three times. The result has not changed.2. The step timing is too short ( no harm to double it )
Perhaps there is something here. I swapped the X and Z axis connectors on control station. The X axis began to run with a mildly buzzing buzz.3. Hardware issues
The Z axis, which worked before, froze and does not work.
But, at power-up, the manual shafts on all stepper motors do not rotate freely. Obviously, the controller works and includes microsteps on all axes.
There is one more thing - I found a video from the ChinaCNCzone company. At least there is a logo printed in the corner.
So, the Chinese voiceover, explaining how to tune Mach3, leads to a completely different setting of pins in lpt and inversions on pins.
I'll wrote up a list and lay it out.
Ogogon.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21741
- Thank you received: 7430
18 Sep 2018 22:32 #117733
by tommylight
Replied by tommylight on topic A well-functioning configuration for ChinaCNCzone 3040Z-DQ
I thought you were a seller when i made my comment about sending one for free ! My bad !
Start stepconf wizard, make all outputs as "unused", make pin one "X step" go to page with X axis settings, press on "test this axis" or similar, see if anything moves, if it does not, go back to "pins page" make pin number one as unused and pin number 2 as X step, test, repeat.
For this to work you have to check if the motor drives are enabled by turning them by hand, meaning they have to be locked and not move easily.
If they are not enabled, use "amplifier enable" instead of "X step" and test till you get locked motors, then go back and try the X step version, but do not disable the output that enabled the drives ( usually pin 1 or 14 or 16 or 17, on some chinese bob's pin 9 ).
Start stepconf wizard, make all outputs as "unused", make pin one "X step" go to page with X axis settings, press on "test this axis" or similar, see if anything moves, if it does not, go back to "pins page" make pin number one as unused and pin number 2 as X step, test, repeat.
For this to work you have to check if the motor drives are enabled by turning them by hand, meaning they have to be locked and not move easily.
If they are not enabled, use "amplifier enable" instead of "X step" and test till you get locked motors, then go back and try the X step version, but do not disable the output that enabled the drives ( usually pin 1 or 14 or 16 or 17, on some chinese bob's pin 9 ).
Please Log in or Create an account to join the conversation.
Time to create page: 0.152 seconds