Gscreen - a GTK / Glade / Python based screen
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7949
- Thank you received: 2160
29 Dec 2013 17:28 #42144
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
Glad your figuring it out.
let me know of anything I can help with and don't forget to post a pic once in a while")
Chris M
let me know of anything I can help with and don't forget to post a pic once in a while
Chris M
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7949
- Thank you received: 2160
29 Dec 2013 18:15 #42146
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
I see why the jog increments are not updating - I pushed a fix.
If you are using a custom glade file you will need to update it manually.
the labels for jogs are:
jog_increments
angular_jog_increments
jog_rate
angular_jog_rate
Chris M
If you are using a custom glade file you will need to update it manually.
the labels for jogs are:
jog_increments
angular_jog_increments
jog_rate
angular_jog_rate
Chris M
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Platinum Member
-

Less
More
- Posts: 336
- Thank you received: 9
31 Dec 2013 07:16 - 31 Dec 2013 07:21 #42208
by LAIR82
Replied by LAIR82 on topic Gscreen - a GTK / Glade / Python based screen
I pulled that fix, now the increments work great. Thanks
But now I am back to trying to get the screen filled out again. I went into the glade file and clicked expand on all three boxes you mentioned and I keep getting a fault when trying to start up. I must have clicked/selected something else the other day when I actually got it to work. I will press on tomorrow and see if I can remember what I did.
Guess I need to start actually taking notes down on how I manage to stumble across making things work properly.
Thanks
Rick
But now I am back to trying to get the screen filled out again. I went into the glade file and clicked expand on all three boxes you mentioned and I keep getting a fault when trying to start up. I must have clicked/selected something else the other day when I actually got it to work. I will press on tomorrow and see if I can remember what I did.
Guess I need to start actually taking notes down on how I manage to stumble across making things work properly.
Thanks
Rick
Last edit: 31 Dec 2013 07:21 by LAIR82.
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Platinum Member
-
Less
More
- Posts: 336
- Thank you received: 9
01 Jan 2014 04:04 #42249
by LAIR82
Replied by LAIR82 on topic Gscreen - a GTK / Glade / Python based screen
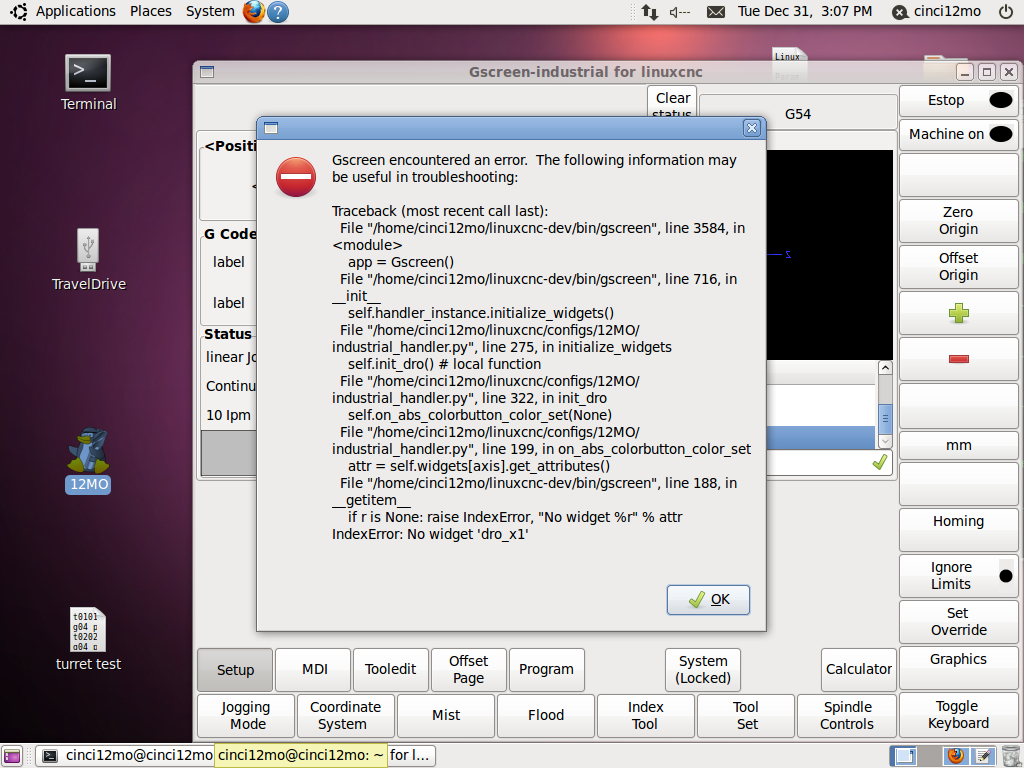
I honestly cannot figure out what I did to get my screen filled out the other day. Here is a screen shot of the fault I get.
Any pointers/hits?
Thanks
Rick
And Happy New Year!!!!!!!!
Any pointers/hits?
Thanks
Rick
And Happy New Year!!!!!!!!
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7949
- Thank you received: 2160
01 Jan 2014 06:11 #42251
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
The widget 'dro_x1' s missing from the glade file
dro_x1 is the HAL_DRO widget for displaying the absolute X axis
Maybe you deleted it?
dro_x1 is the HAL_DRO widget for displaying the absolute X axis
Maybe you deleted it?
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Platinum Member
-
Less
More
- Posts: 336
- Thank you received: 9
01 Jan 2014 07:08 #42253
by LAIR82
Replied by LAIR82 on topic Gscreen - a GTK / Glade / Python based screen
It only says that when I select expand in glade on the 3 items you said to click on to expand the left side to fill in the gap at the bottom where the onscreen keyboard would be.
I moved a fresh copy of the file into my config, tried again and it says the same thing.
I moved a fresh copy of the file into my config, tried again and it says the same thing.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7949
- Thank you received: 2160
02 Jan 2014 09:39 #42272
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
Are you using a RIP compiled from sources? If so:
When you edit the GLADE file, you must start GLADE from the terminal after . scripts/rip_environment (in the linuxcnc directory)
That tells GLADE about the special widgets. The DRO widgets won't even show up other wise.
Could be the trouble.
Chris M
When you edit the GLADE file, you must start GLADE from the terminal after . scripts/rip_environment (in the linuxcnc directory)
That tells GLADE about the special widgets. The DRO widgets won't even show up other wise.
Could be the trouble.
Chris M
Please Log in or Create an account to join the conversation.
- LAIR82
- Offline
- Platinum Member
-
Less
More
- Posts: 336
- Thank you received: 9
02 Jan 2014 21:24 #42283
by LAIR82
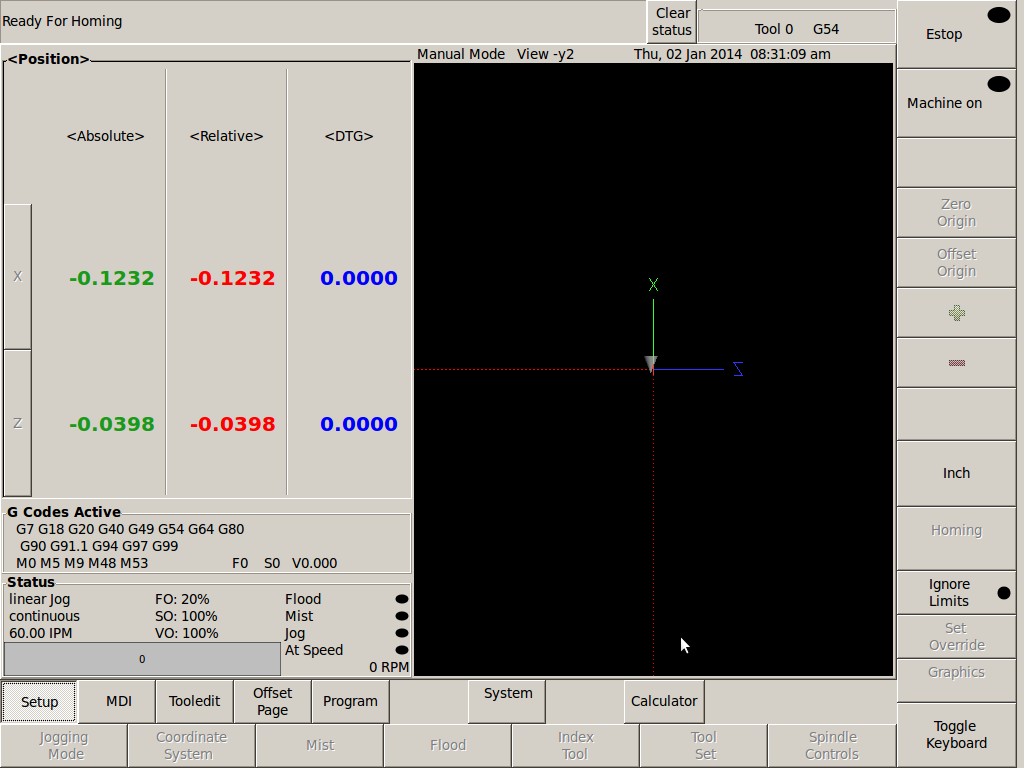
Its funny how things work as they should when following the proper procedures.
Worked fine, and back to what I was wanting it to look like.
Thanks
Rick
Replied by LAIR82 on topic Gscreen - a GTK / Glade / Python based screen
Are you using a RIP compiled from sources? If so:
When you edit the GLADE file, you must start GLADE from the terminal after . scripts/rip_environment (in the linuxcnc directory)
That tells GLADE about the special widgets. The DRO widgets won't even show up other wise.
Could be the trouble.
Chris M
Its funny how things work as they should when following the proper procedures.
Worked fine, and back to what I was wanting it to look like.
Thanks
Rick
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7949
- Thank you received: 2160
03 Jan 2014 14:10 #42308
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
Excellent.
I've even done that myself
Chris M
I've even done that myself
Chris M
Please Log in or Create an account to join the conversation.
- jbunch
- Offline
- Premium Member
-

Less
More
- Posts: 112
- Thank you received: 3
23 Jan 2014 08:39 - 23 Jan 2014 09:55 #43098
by jbunch
Replied by jbunch on topic Gscreen - a GTK / Glade / Python based screen
Chris,
Norbert said this was your baby.
Working with the tool table today. There are a couple of things.
When adding new tool or editing the TAB key should add the number into the location and then move to the net entry location for entry of the next number.
When I try to touchoff X or Z it takes me out of the tool editor and does not enter this number into the tool table. It should input the actual machine locaton into the tool table.
When I have a tool already entered into the tool table when I try to touchoff Z I receive a conversion error. Wrong entry for touchoff Z.
Is there anyway when setup for the lathe that you can put up the diagram for tool Orientation. I have to grab a piece of paper every time I setup a new tool.
Also is there anyway to rename the fields to make sense for turning tools.
T - tool number - integer, 0-99999 (you can have a large number of tools in inventory)
P - pocket number - integer, 1-99999 (tool table has a lower number of entries, currently 56)
D - tool diameter - floating-point, absolute value
X..W - tool length offset on specified axis - floating-point
I - front angle (lathe only) - floating-point
J - back angle (lathe only) - floating-point
Q - tool orientation (lathe only) - integer, 0-9
More playing with the tool table.
It should only allow one tool to be selected checked at a time.
The check box should check if you touch anywhere on a line for a tool.
Thanks between you and Norbert lifes good.
Jim
Norbert said this was your baby.
Working with the tool table today. There are a couple of things.
When adding new tool or editing the TAB key should add the number into the location and then move to the net entry location for entry of the next number.
When I try to touchoff X or Z it takes me out of the tool editor and does not enter this number into the tool table. It should input the actual machine locaton into the tool table.
When I have a tool already entered into the tool table when I try to touchoff Z I receive a conversion error. Wrong entry for touchoff Z.
Is there anyway when setup for the lathe that you can put up the diagram for tool Orientation. I have to grab a piece of paper every time I setup a new tool.
Also is there anyway to rename the fields to make sense for turning tools.
T - tool number - integer, 0-99999 (you can have a large number of tools in inventory)
P - pocket number - integer, 1-99999 (tool table has a lower number of entries, currently 56)
D - tool diameter - floating-point, absolute value
X..W - tool length offset on specified axis - floating-point
I - front angle (lathe only) - floating-point
J - back angle (lathe only) - floating-point
Q - tool orientation (lathe only) - integer, 0-9
More playing with the tool table.
It should only allow one tool to be selected checked at a time.
The check box should check if you touch anywhere on a line for a tool.
Thanks between you and Norbert lifes good.
Jim
Last edit: 23 Jan 2014 09:55 by jbunch.
Please Log in or Create an account to join the conversation.
Time to create page: 0.141 seconds