Search Results (Searched for: sscnet)
- Xnke
- Xnke
25 Mar 2026 20:16
Replied by Xnke on topic Mitsubishi Meldas Control and Motors
Mitsubishi Meldas Control and Motors
Category: Milling Machines
- dm17ry

19 Mar 2026 16:08
") the MDS-E-V2 drive (2024) happily talking to the MDS-A-CR (1995) power supply without any persuation...
the MDS-E-V2 drive (2024) happily talking to the MDS-A-CR (1995) power supply without any persuation...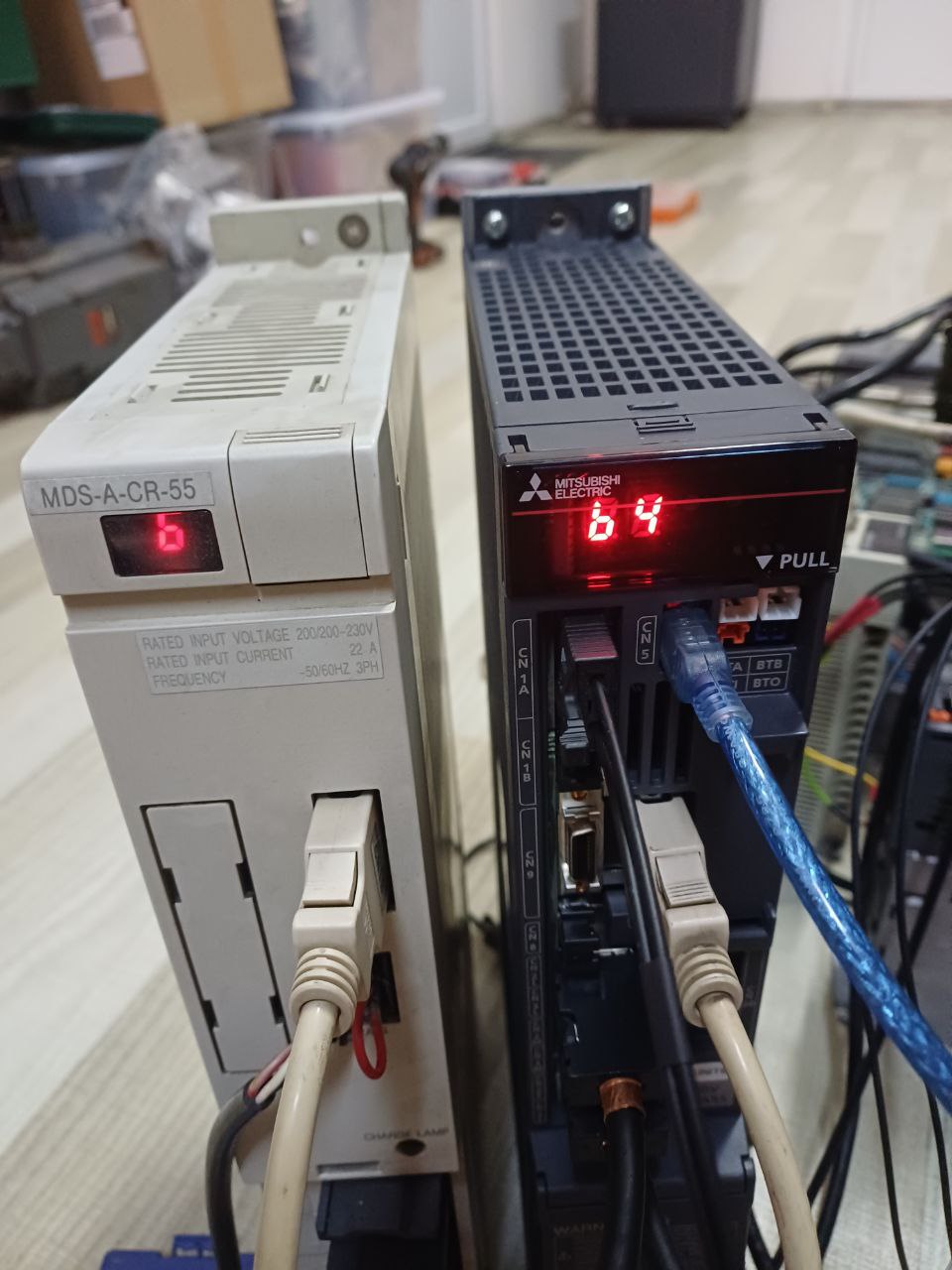
- Xnke
- Xnke
17 Mar 2026 21:12
Replied by Xnke on topic Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Category: Driver Boards
- dm17ry
17 Mar 2026 19:35
Replied by dm17ry on topic Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Category: Driver Boards
- dm17ry
14 Mar 2026 06:32
- Xnke
- Xnke
13 Mar 2026 17:38
- MRx
- MRx
13 Feb 2026 23:32 - 14 Feb 2026 03:58
- dm17ry
13 Feb 2026 18:10 - 13 Feb 2026 18:11
- MRx
- MRx
12 Feb 2026 15:52 - 12 Feb 2026 15:54
- endian

28 Jan 2026 09:43
Replied by endian on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- endian
27 Jan 2026 17:34 - 27 Jan 2026 17:57
Replied by endian on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- ihavenofish
- ihavenofish
26 Jan 2026 21:37
Replied by ihavenofish on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- endian
26 Jan 2026 16:19
Replied by endian on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- Aciera

26 Jan 2026 15:34 - 26 Jan 2026 16:21
Replied by Aciera on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- dm17ry
19 May 2025 13:17
Time to create page: 0.832 seconds