Search Results (Searched for: )
- DarkPhoinix
- DarkPhoinix
22 Apr 2025 12:59 - 08 May 2025 15:20
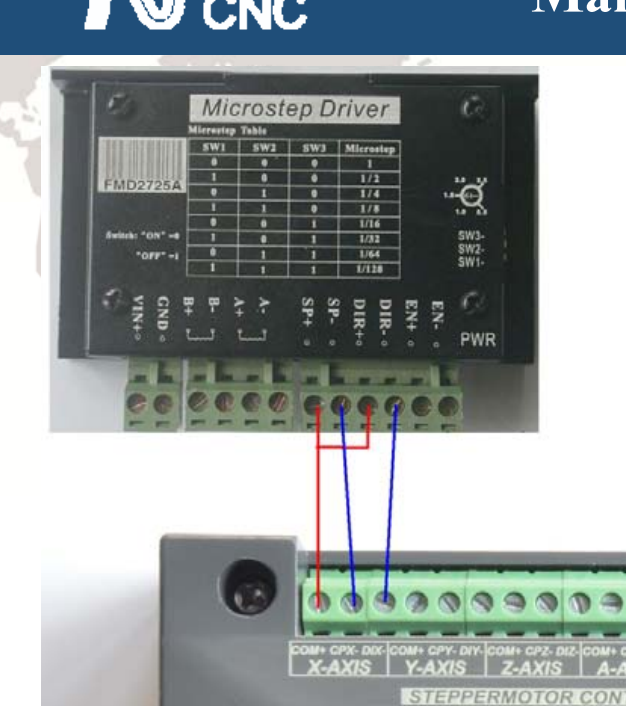
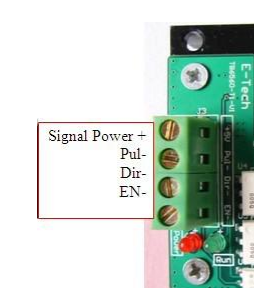
TB6560 jp-1635a driver pin connection to NVEM v5 was created by DarkPhoinix
TB6560 jp-1635a driver pin connection to NVEM v5
Category: Driver Boards
- tiagounderground
- tiagounderground
22 Apr 2025 12:55 - 22 Apr 2025 13:00
Replied by tiagounderground on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- Hakan
- Hakan
22 Apr 2025 12:15
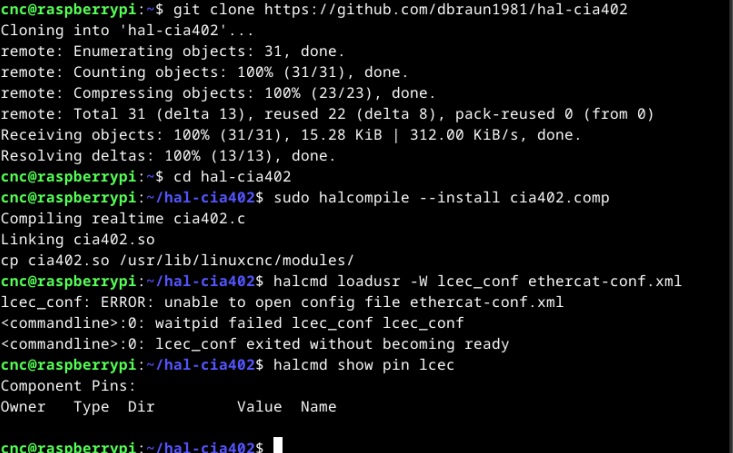
Replied by Hakan on topic First time to try build my xml for not listed ethercat in-out component
First time to try build my xml for not listed ethercat in-out component
Category: EtherCAT
- Moutomation
- Moutomation
22 Apr 2025 11:39 - 22 Apr 2025 11:42
Replied by Moutomation on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- spumco
- spumco
22 Apr 2025 11:30
Replied by spumco on topic After homing X and Y, can I auto move to a non 0,0 location?
After homing X and Y, can I auto move to a non 0,0 location?
Category: General LinuxCNC Questions
- besriworld
- besriworld
22 Apr 2025 10:32
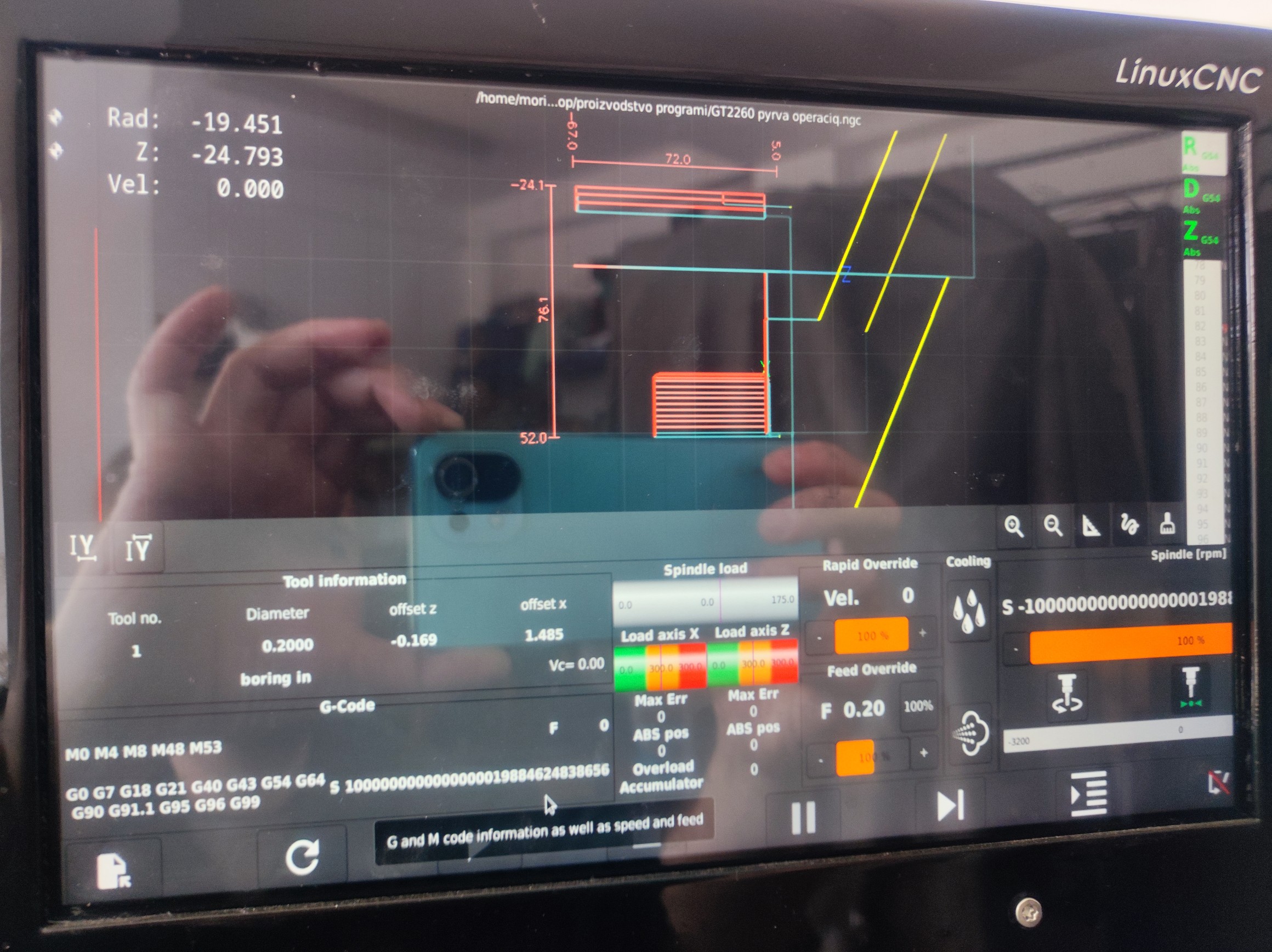
Replied by besriworld on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- bkt

22 Apr 2025 09:44
- bkt
22 Apr 2025 09:09

- bkt
22 Apr 2025 08:40
- dctrytsman
- dctrytsman
22 Apr 2025 07:49
Spindle Gear changing was created by dctrytsman
Spindle Gear changing
Category: General LinuxCNC Questions
- Hakan
- Hakan
22 Apr 2025 07:16
Replied by Hakan on topic First time to try build my xml for not listed ethercat in-out component
First time to try build my xml for not listed ethercat in-out component
Category: EtherCAT
- Hakan
- Hakan
22 Apr 2025 06:26 - 22 Apr 2025 06:27
Replied by Hakan on topic Long initialization of Ethercat on servo drive SV660N
Long initialization of Ethercat on servo drive SV660N
Category: EtherCAT
- Salrodri
- Salrodri
22 Apr 2025 03:11
- pgf
- pgf
22 Apr 2025 02:13
- RushA
- RushA
22 Apr 2025 01:25
Replied by RushA on topic A simple question: How to use EXPORT_SYMBOL()
A simple question: How to use EXPORT_SYMBOL()
Category: General LinuxCNC Questions
Time to create page: 0.794 seconds