Search Results (Searched for: )
- Unlogic
- Unlogic
04 Apr 2024 07:55
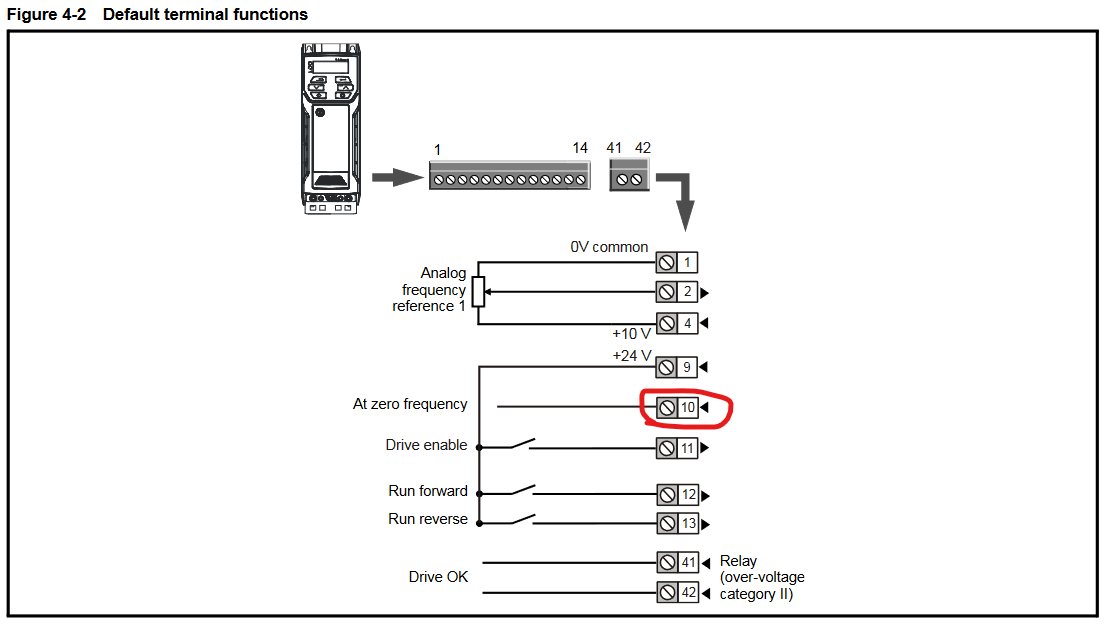
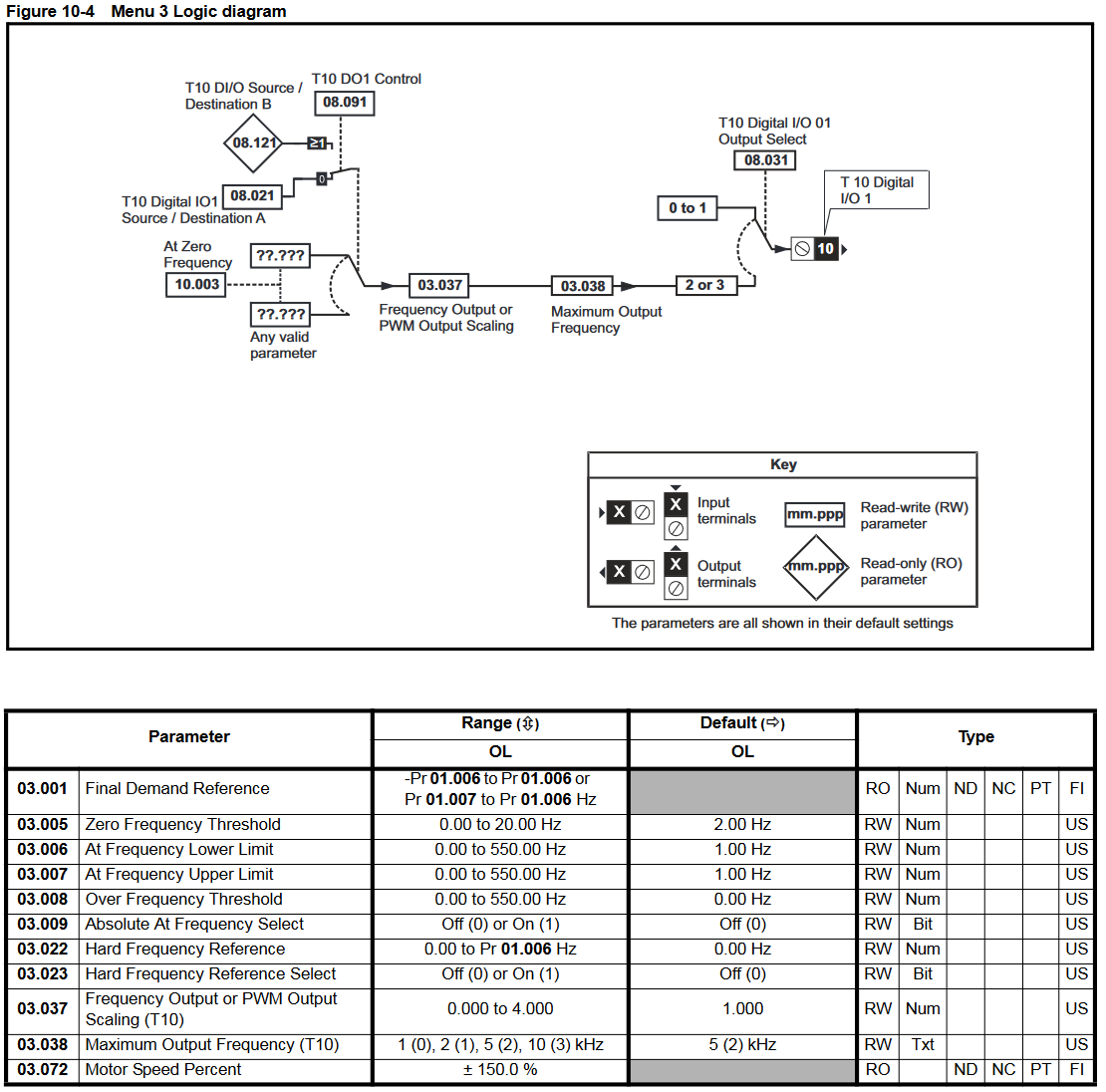
PWM/frequency signal as input to Mesa card was created by Unlogic
PWM/frequency signal as input to Mesa card
Category: Driver Boards
- Yannis
- Yannis
04 Apr 2024 07:28
Replied by Yannis on topic 7i76e input output singals
7i76e input output singals
Category: General LinuxCNC Questions
- karlhe
- karlhe
04 Apr 2024 07:15 - 05 Apr 2024 07:21
- zmrdko

04 Apr 2024 06:32
Replied by zmrdko on topic Expose pins for Probe Basic jog buttons
Expose pins for Probe Basic jog buttons
Category: QtPyVCP
Time to create page: 0.470 seconds