Search Results (Searched for: )
- rubes
- rubes
05 Aug 2026 19:32
shared home/limit swiches was created by rubes
shared home/limit swiches
Category: General LinuxCNC Questions

- 3404gerber
- 3404gerber
05 Aug 2026 18:48
Replied by 3404gerber on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- hitchhiker
- hitchhiker
05 Aug 2026 17:06
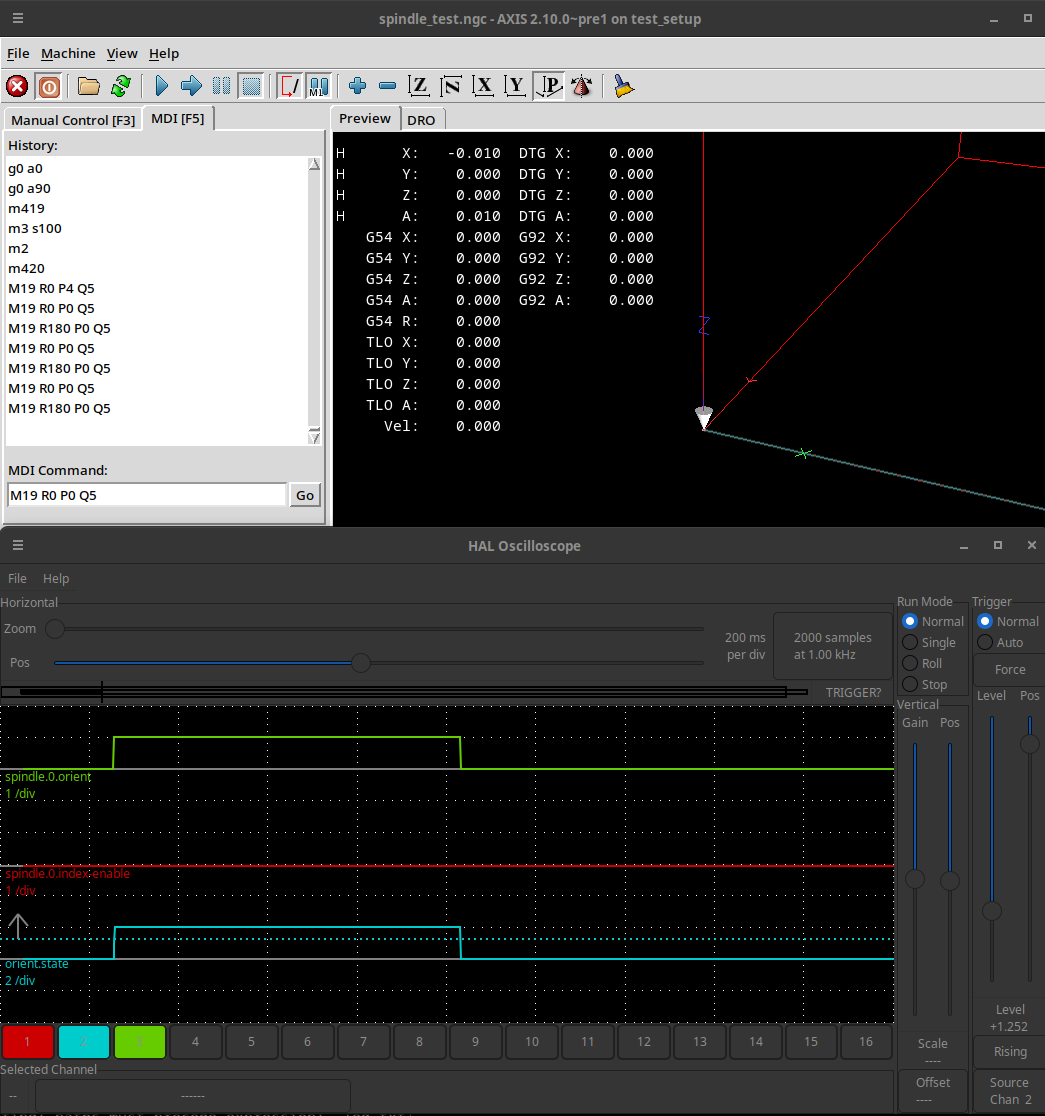
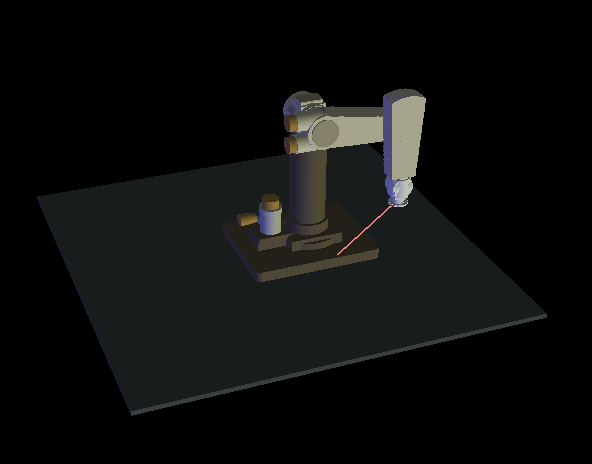
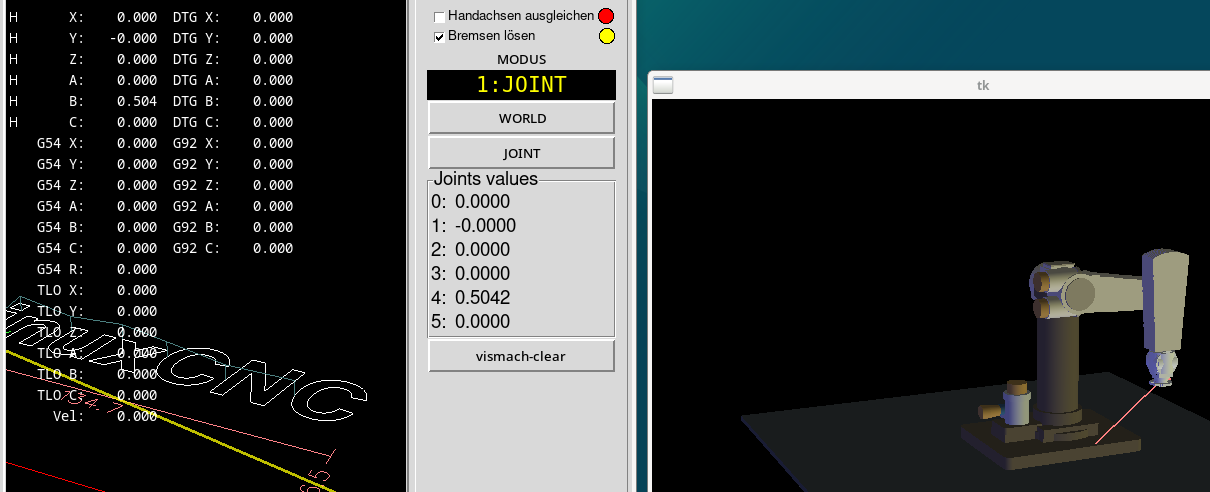
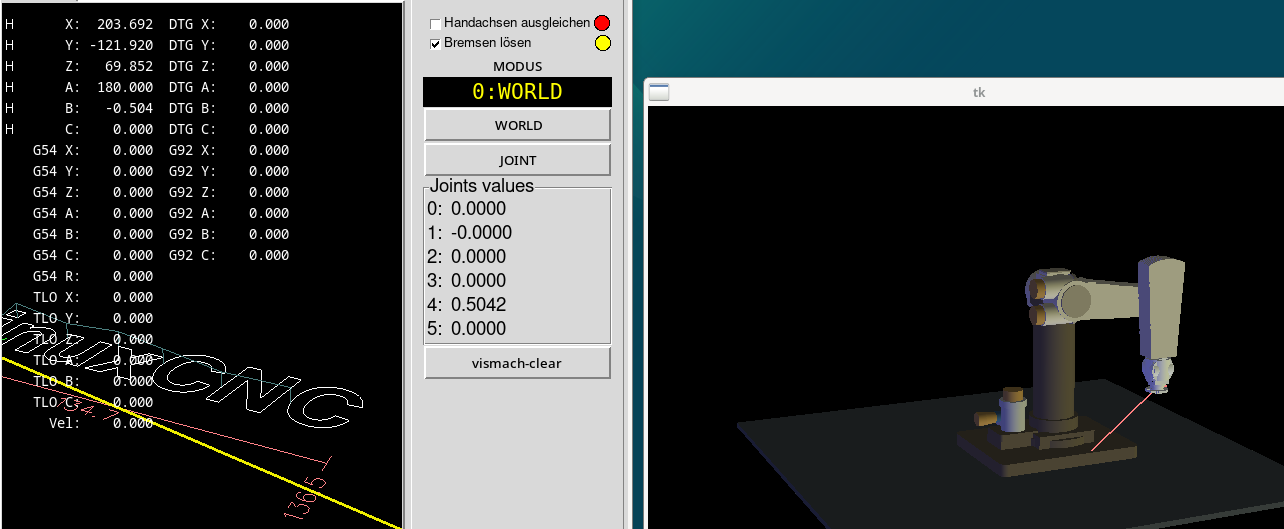
Replied by hitchhiker on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
- Aciera

05 Aug 2026 17:03
Replied by Aciera on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
- saxa
- saxa
05 Aug 2026 16:07 - 05 Aug 2026 16:07
Replied by saxa on topic Gantry oxyfuel / plasma type machine from scratch
Gantry oxyfuel / plasma type machine from scratch
Category: General LinuxCNC Questions
- emresensoy
- emresensoy
05 Aug 2026 15:21
LS L7N Servo drives standing INIT state was created by emresensoy
LS L7N Servo drives standing INIT state
Category: EtherCAT
- hitchhiker
- hitchhiker
05 Aug 2026 13:52 - 05 Aug 2026 13:57
Replied by hitchhiker on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration



- tommylight

05 Aug 2026 13:20
Replied by tommylight on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- Aciera
05 Aug 2026 12:51
Replied by Aciera on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
- timo
- timo
05 Aug 2026 11:16 - 05 Aug 2026 11:17
Replied by timo on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- Aciera
05 Aug 2026 08:40
- aydinsen
- aydinsen
05 Aug 2026 08:31
BF20L ,linuxCNC, touch probe and install was created by aydinsen
BF20L ,linuxCNC, touch probe and install
Category: Milling Machines
- Aciera
05 Aug 2026 08:25
- Aciera
05 Aug 2026 08:07 - 05 Aug 2026 11:07

- hitchhiker
- hitchhiker
05 Aug 2026 07:11
Replied by hitchhiker on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
Time to create page: 0.353 seconds